

轧钢基础
轧钢基础
液态钢通常在连铸机中以方坯、大方坯或板坯的形状铸造。在一些工厂中,它也在连铸机中以薄板或狗骨型材的形式铸造。这些型材通过热轧加工,通过普通或带槽的圆柱形旋转辊,生产板、片、棒、结构型材和管等。
轧制工艺是最重要和广泛使用的工业金属成型操作之一。它提供了高产量和对最终产品的严格控制。它是在 1500 年代后期开发的。它占金属加工工艺生产的所有金属的 90%。
钢的轧制是一种金属成型工艺,其中钢通过一对旋转辊使钢产生塑性变形。塑性变形是由通过旋转辊施加的压缩力引起的。高压缩应力是由于轧辊和钢材表面之间的摩擦造成的。钢材在这对轧辊之间被挤压,结果厚度减小,长度增加。轧制按轧制钢的温度分类。如果钢的温度高于其再结晶温度,则该过程称为热轧。如果钢的温度低于其再结晶温度,则该过程称为冷轧。
轧辊在巨大的颈轴承上运行,轴承安装在巨大强度的外壳中,并由强大的电动机驱动。这些被称为轧机机架。轧机机架包含两个或多个轧辊,用于在旋转轧辊之间进行钢的塑性变形。它基本上由 (i) 辊子、(ii) 轴承、(iii) 用于容纳这些部件的外壳、(iv) 齿轮箱、(v) 用于向辊子施加动力的驱动器(电机)、(vi) 速度用于控制速度的控制装置,以及 (vii) 液压系统。轧机机架需要非常坚固的结构和大型电机来提供足够的动力。轧机机架有以下几种类型。
- 双高机架 – 这是轧机机架的基本类型,使用两个相对的轧辊。机架具有同向旋转的不可逆辊。因此,无法从另一侧进给工件。两高支架可以是水平支架或垂直支架。水平机架的两个卷筒都是水平的,而垂直机架的两个卷筒都是垂直的。
- 双高套衫架 - 轧钢料返回入口处进一步减少。
- 双高架,可反转——工件可以通过反转辊子的旋转方向来回传递。这样的工厂提高了生产力。
- 三高架 - 它由三卷组成。上辊和下辊被驱动,而中辊通过摩擦旋转。第一次轧制在下辊和中辊对之间的一个方向上进行。接下来,工件方向相反,并通过中间和顶部的一对轧辊送入。这提高了生产力。
- 四高机架 – 小直径轧辊(强度和刚度较小)由较大直径的支撑辊支撑。轧制功率与轧辊直径成正比。因此,较小直径的辊子可以减少功率输入。小直径轧辊强度差。因此,轧辊可能会弯曲。因此,较大直径的支撑辊用于支撑较小的辊。可以使用较小直径的轧辊轧制薄型材。
- 通用轧机机架 - 该机架有两个水平轧辊和两个垂直轧辊。垂直辊用于同时控制工件的宽度。
- 集群轧机或森吉米尔轧机机架 - 在此轧机机架中,每个工作辊都由两个支承辊支撑。集群轧机和森吉米尔轧机用于轧制高强度材料和箔片 [0.0025 毫米厚] 的薄带。这些轧机的工作辊直径可小至 6 毫米,由碳化钨制成。
- 行星式轧机——它由一对被大量行星轧辊包围的重型支承辊组成。每个行星辊在扫出支撑辊和板坯之间的圆形路径时对板坯进行几乎恒定的压下。随着每对行星辊停止与工件接触,另一对辊接触并重复该减少。总减量是每对轧辊的一系列小减量的总和。因此,行星式轧机可以一次通过轧机将板坯直接热轧成带钢。该操作需要进料辊将板坯引入轧机,并在出口处使用一对平整辊以提高表面光洁度。
连轧机具有一系列连续布置的轧机机架,以提高生产率。钢坯在轧机的每个机架上以不同的速度移动。
在更广泛的意义上,轧机是一个自动化系统或轧机机架线,以及一系列执行轧制和辅助操作的设备:将原始钢坯/大方坯/板坯从库存运输到加热炉和轧机轧辊,将轧制材料从一个轧辊机架转移到另一个轧辊机架,在某些轧机的情况下进行车削或扭转,轧制后的金属运输,切割,在某些轧机的冷床上冷却轧制材料,标记或冲压,修整,包装, 并输送到成品库存。在一些轧机(例如热轧带钢厂、线材轧机、商业轧机和冷轧机)中,轧制产品在卷取机或收卷机中卷取。
由于要求大变形,轧制大多在高温下进行,称为热轧。热轧产生无残余应力的产品。然而,结垢是热轧过程中的一个主要问题,因此尺寸精度难以保持。
由于精度高且无氧化皮,热轧钢的冷轧很重要。它在再结晶温度以下进行并引入加工硬化。冷轧钢板的原材料是来自连续热轧机的酸洗热轧卷。通过冷轧实现的总压下量通常在 50% 到 90% 之间变化。每个机架的减量应均匀分布,而不会大大低于每次通过的最大减量。通常在最后一道工序中发生最低百分比的减少,以便更好地控制平面度、规格和表面光洁度。
轧制按轧制工件的温度分类。如果钢的温度高于其再结晶温度,则该过程称为热轧。对于热加工过程,大变形可以连续重复,因为钢保持柔软和延展性。由于轧辊和钢表面之间的摩擦,钢坯承受高压缩应力。轧制涉及使材料在两个或多或少以相同圆周速度但沿相反方向(即顺时针和逆时针)旋转的辊之间通过。它们之间的距离是间隔开的,略小于进入它们的钢材的高度。这些轧辊可以是扁平的,也可以是带槽的(轮廓的),用于棒材或型材的热轧。在这些条件下,轧辊夹住钢片并将其输送,横截面积减小,因此长度增加。
大多数钢材的初始热加工操作是在初级粗轧机上完成的。目标是分解以减小轧件的横截面,以便随后精加工成棒材、带材、板材或许多轧制部分。铸坯、板坯或钢坯最初加热到 1100 摄氏度到 1300 摄氏度。在钢材热轧中,最终精轧机架的温度从 850 摄氏度到 900 摄氏度不等,并且始终高于临界上限钢的温度。钢在轧辊之间被挤压,直到达到最终的厚度和形状。为了实现这一点,轧辊施加了数千吨的力量。
轧机的布局各不相同,从简单的单机架轧机到并排或排成一行的多个机架。一个通常称为辊道的机构将工件引导到辊上,另一个辊道用于处理从辊中出来的工件。轧辊前面的工作台迫使钢靠在轧辊上,轧辊夹住并拉动轧辊之间的钢。因此,钢被减薄到等于轧辊之间距离的厚度,并且如果轧辊开槽,则其形状根据槽设计而定。热轧可以通过少量的轧制循环来实现钢材的大变形。
热轧发生在多个步骤和牵伸 / 每个阶段都给予减量。最终气流处于高于再结晶或相变温度的温度。因此,冷料被加热到比再结晶温度高得多的温度。因此,工件的最终温度取决于总吃水量、提供吃水的步骤数和钢坯的成分。
轧机的目标是通过增加长度而减少钢的厚度,而宽度几乎没有增加。机车车辆中心的材料在横穿板料宽度的方向上受到约束,并且在轧辊每一侧上形成的材料肩部下的约束防止机车车辆在宽度方向上的延伸。这种情况称为平面应变。因此材料会变得更长而不是更宽。
影响滚动力学的因素
下面给出影响滚动力学的主要因素。
- 卷的直径
- 一次通过的减少量
- 待轧材料的初始厚度
- 决定应变率的轧制速度
- 前后张力
- 轧辊与被轧钢之间的摩擦性质
- 钢材和轧辊的温度范围
- 被轧钢材料的物理性能
- 钢材发生变形的辊道的轧辊轮廓形状
- 轧机在负载下的行为
- 材料先前处理导致加工硬化或其他影响的影响
- 负载下轧辊的弹性变形
- 金属的变形抗力受冶金、温度和应变率的影响。
- 材料的各向异性状态
- 纵横比,或机车车辆的宽度与初始厚度的比率
上述参数可以单独或联合,结合两个或多个,产生与轧制过程更直接相关和普遍相关的次要参数和现象。轧辊压力、扭矩、功和功率受这些因素的影响。下面给出这些参数的主要参数。
- 吃水系数、绝对吃水系数和相对吃水系数,由初始吃水确定,由机车车辆的初始和最终平均厚度确定。
- 以机车车辆线速度与轧辊圆周速度之差为特征的打滑。中性角由不打滑点决定。
- Spread 是出口材料与传入机车车辆相比的宽度差异。
- 伸长系数取决于牵伸和展开的相对值。
- 轧辊咬合度是吃水深度、轧辊直径、摩擦系数和进料厚度的函数。
滚动的基本概念
下面给出轧钢的基本概念。
- 轧辊与钢材之间的接触弧是圆的一部分。
- 摩擦系数理论上是恒定的,但实际上它会随着接触弧的变化而变化。
- 钢材被认为在轧制过程中发生塑性变形。
- 轧制的库存量在轧制前后是恒定的。但是,实际上由于毛孔的封闭,体积可能会有所减少。
- 假设滚轮的速度是恒定的。
- 钢材仅在轧制方向上延伸,在材料宽度上没有延伸。
- 垂直于轧制方向的横截面积不变形。
除了带张力的冷轧外,外摩擦,或轧辊表面与被轧材料之间的摩擦,是轧减钢材的根本因素。它是在辊之间拉动材料的力,它标志着轧制和拉制之间的基本区别。摩擦极大地影响作用在辊子和材料之间的压力的大小和分布,从而影响材料还原所需的功率。它还控制可能采取的减少量。通常,摩擦系数越高,可能的吃水就越大。根据钢材进入辊缝的条件不同,会出现以下两种情况。
- 钢材被轧辊夹住并拉入轧辊间隙。
- 钢材滑过轧辊表面,没有被夹住,也不会发生轧制。
摩擦力的大小取决于接触表面的条件,并随着粗糙度的增加而增加,取决于轧辊之间的相对速度和施加的轧辊压力。
以下是降低侧倾力的策略。
- 减少滚动工件界面处的摩擦
- 使用更小直径的辊子来减少接触面积
- 每次通过时减少较小的接触面积以减少接触面积
- 在高温下轧制以降低材料的强度
- 对轧材施加正面和/或背面张力
当锻钢或铸钢产品热轧时,晶粒粗大的晶粒组织尺寸变细,但沿轧制方向拉长。这种类型的织构晶粒结构导致轧制产品的方向性[各向异性]。为了细化晶粒,轧后立即进行热处理,导致轧后再结晶。
轧机的类型
有不同类型的轧机。这些在下面给出。
- 连轧机
- 可逆式轧机
- 横向轧机 - 使用圆形楔形辊。加热的棒材被裁剪成一定长度并在轧辊之间横向进给。轧辊在轧机中沿一个方向旋转。
- 型材轧机或型材轧机 - 型材轧机是棒材轧机、商业轧机、线材轧机、结构轧机、梁轧机和钢轨轧机。
- 环轧机 - 在此轧机中,环形预成型件放置在自由转动的内辊和从动的外辊之间。环磨机使截面变薄,同时增加环径。
- 粉末轧机 - 将金属粉末引入轧辊之间并压实成“生带”,随后将其烧结并进行进一步的热加工和/或冷加工和退火循环。
- 薄板坯连铸连轧机——用于生产热轧带钢。将液态钢浇铸成薄板坯(厚度为 50 毫米至 80 毫米),然后在炉内均温后在带钢热轧机的精轧机中轧制。
- 滚丝机——在这种滚丝机中,模具被压在圆柱形毛坯的表面上。当坯料滚动到进料模面时,材料被移动以形成螺纹根部,被移动的材料径向向外流动以形成螺纹牙顶。
滚动中的力和几何关系
厚度为 ho 的钢板 在入口平面 xx 进入轧辊 速度 vo .它通过辊缝并离开出口平面yy 厚度减小 hf 并以 vf 的速度 .鉴于宽度没有增加,钢的垂直压缩转化为轧制方向的伸长。由于在整个过程中单位时间给定点的钢量没有变化,因此
bx嗬 xvo =bxhf xvf =bxh xv
其中 b 是工作表 v 的宽度 是任意厚度 h 处的速度 介于 ho 之间 和 hf .
图1显示了轧制过程中的几何关系和受力。
在轧辊和钢板之间的接触面上只有一个点,两个力作用在钢上,即 (i) 径向力 Pr, (ii) 切向摩擦力 F .入口平面之间(xx ) 和中性点,纸的运动速度比辊表面慢,切向摩擦力,F ,按方向(见图 1)将钢材拉入轧辊。在出口侧(yy ) 的中性点,纸张的移动速度比辊表面快。然后摩擦力的方向反转,并阻止纸张从辊中的输送。
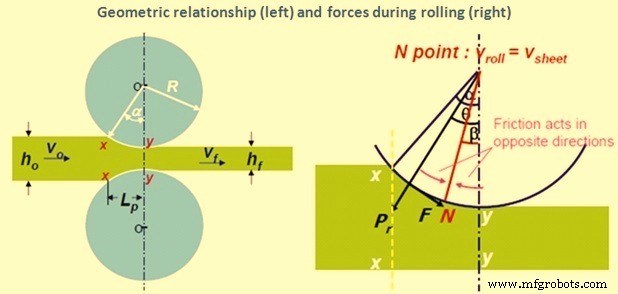
图 1 滚动时的几何关系和力
滚动的要点
以下是钢材轧制的重点。
- 轧制是使用最广泛的钢铁金属成型工艺,其份额约为 90 %
- 被轧材料通过摩擦被拉入两个旋转辊缝中
- 轧辊施加的压缩力会降低材料的厚度或改变其横截面积
- 产品的几何形状取决于辊缝的轮廓
- 由于强度和耐磨性要求高,轧辊材料为铸铁、铸钢和锻钢
- 热轧轧辊通常比较粗糙,以便能够咬住工件,而冷轧轧辊经过研磨和抛光以获得良好的光洁度
- 在轧制过程中,晶粒在轧制方向上被拉长。冷轧中晶体或多或少保持拉长形状,但在热轧中它们从变形区出来后开始重新形成
- 入口处轧辊的圆周速度超过带材的圆周速度,如果界面摩擦足够高,带材就会被拖入。
- 在变形区,钢坯的厚度减小并伸长。这增加了轧钢在出口处的线速度。
- 因此存在轧辊速度和带材速度相等的中性点。此时摩擦的方向反转。
- 当接触角超过摩擦角时,轧辊无法拉出新鲜带钢
- 滚动扭矩、功率等随着滚动工作接触长度或滚动半径的增加而增加
制造工艺