

轧机轧辊和轧辊车间
轧机轧辊和轧辊车间
轧辊是轧机中主要且非常昂贵的消耗品。它们用于在轧机中轧钢,其性能取决于许多因素,包括使用的材料和它们在使用期间承受的载荷。轧辊设计受轧制载荷、轧制强度和轧制可用扭矩的限制影响。在扁平轧制的情况下,它还受到轧辊弯曲余量和轧辊弯曲度的影响。轧辊设计是为了照顾任何通过所需的负载和扭矩。此外,它必须确保轧辊的物理尺寸和材料能够承受轧制过程中产生的最重载荷。另一个影响轧辊寿命的重要因素是轧辊材料的耐磨性能。
卷材
在钢的轧制中,轧辊的材料应能够承受使轧件发生塑性变形而本身不发生塑性变形的载荷。在热钢轧制中,这不是一个难题,如果铁或钢轧辊在比轧件温度低得多的温度下运行,则它们是合适的。在任何特定情况下使用铁辊还是钢辊取决于它们必须执行的特定任务,以及韧性、抗热裂或抗冲击载荷或耐磨性能是最重要的。
轧辊可根据轧辊材料(图 1)和制造方法进行分类,第一个主要细分为 (i) 铁轧辊和 (ii) 钢轧辊。这种划分取决于材料的碳含量。在轧辊的情况下,分界线通常在 2.4 % C 左右。通常轧辊在该图下方称为钢基,在该图上方称为铁基。这两种类型之间存在显着的结构区别,因为钢基辊中没有游离石墨碳。钢辊可以是铸造的也可以是锻造的,因此可以进一步细分。另一个跨越上述分类的分类是双浇注双辊,它可以用硬质金属外表面和更坚韧的金属形成辊的中心进行铸造。
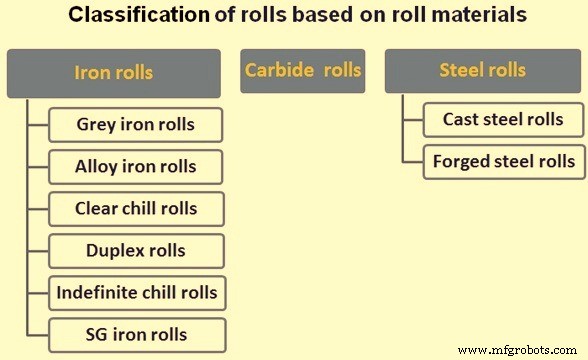
图1 基于卷材材质的卷材分类
铁卷
铁卷有以下几种。
- 灰铁轧辊 - 由砂壳铸造而成,由灰铸铁(含有游离石墨薄片)组成。辊子的结构自始至终都是均匀的,并且非常耐火裂。由于游离石墨,它在一定程度上具有自润滑性,这是一个优势,其中止推环用于在滚动过程中抵抗端部推力。轧辊材料的典型分析是碳 (C) – 2.5 % 到 3 %、硅 (Si) – 0.5 % 到 1 %、锰 (Mn) – 0.4 % 到 0.8 %、磷 (P) – 最大 0.5 %、和硫 (S) 0 0.1 % max. P 最多允许 0.5% 以增加浇注过程中金属的流动性,但如果可能有更高的铸造温度,则降低这一点是有利的,因为 P 对铸铁的性能有害。 S 保持在最低限度,并且选择 Si 来调节游离石墨含量,因为 Si 的存在促进了石墨化。 Mn用于中和S和使金属脱氧。 Mn 含量过高会阻碍石墨化。
- 合金铸铁轧辊——为了提高灰口铸铁的质量,可以添加各种合金元素以提高轧辊的硬度。这些合金铁轧辊只有少量的镍 (Ni)、铬 (Cr) 和钼 (Mo),它们的耐磨性和强度比直灰铸铁稍好。合金添加量较高的合金铁轧辊更硬,耐磨性更好,虽然自然成本更高,并且必须产生更高的轧制吨位。 Ni的存在促进了石墨的形成,但由于它的分布非常精细,因此具有更高的韧性和抗火裂性。 Cr 增加了形成结合碳的趋势并限制了石墨的形成,因此产生了更硬但更脆的铁。钼和钨 (W) 促进结合碳的形成,此外它们还增加了高温强度。对于铬合金铁,由于脆性,型材轧辊容易发生套环断裂,此外,还需要良好的水供应来冷却轧辊以避免火灾开裂。轧辊的典型分析是 C- 3 %、Si- 1%、Ni – 1 %(或 Mo -0.5 %)和 Cr – 1 %。合金铁辊的常见品牌是“亚当”铁。轧辊的硬度是耐磨性的量度,通常以肖氏硬度计表示。相对较软的灰口铁辊的肖氏硬度为 30-40 度,但在合金铁辊中可以增加到 38-50 度。后者是灰口铸铁,但石墨细碎,基体更硬。较软的轧辊适用于轧制的粗加工和中间阶段,而较硬的合金晶粒则适用于精加工。
- 清冷或定冷轧辊 - 清冷轧辊具有白铁表面层,该层是通过在表面诱导快速冷却(通过模具中的冷却)而产生的,这限制了游离石墨的形成。由于冷却速度较慢,核心是灰口铁,中间区是白口铁和灰口铁的混合物。颈部和摇摆器或铲形端部不得冷却,因此保持更大的韧性。冷硬层坚硬耐磨,但易碎。普通轧辊的厚度通常约为 25 毫米,但在需要浅槽的地方可以增加。尽管 C 含量较高,但该分析类似于灰铸铁辊。较低的 C 给出了较低的硬度,但它会加强轧辊并减少表面开裂和剥落的发生率,因此它用于高应力的情况,例如轧板。表面硬度可能在邵氏 55 到 65 度之间,但轧辊具有良好的耐温度变化和耐火裂性。零件冷却辊是通过冷却桶的选定部分(例如 完成通行证)并将其余部分保留为灰铁。合金元素可以添加到冷轧辊中以提供 65 到 90 度肖氏硬度值,并且可以包含约 4.5% 的镍和铬,以平衡形成游离石墨的趋势。 Ni 轴承冷轧辊据称具有加工硬化倾向,并且由于其易发生火裂纹而更适合冷轧。
- 复合辊或双面辊 - 一种将非常坚硬的表面与坚韧的芯相结合的方法是通过双浇注来铸造辊。第一次浇注得到高度合金化的白口铁壳,在冷模中表面迅速冷却,然后第二次浇注(通常是灰口铁)取代合金铁的熔融中心并用坚韧的芯代替。外壳硬度为邵氏 75 – 95 度。
- 无限冷态 - 使用这种类型的轧辊,有一个非常薄且清晰界定的白色无石墨冷态,并且没有中间混合区。表层含有非常小的石墨颗粒,结构平滑地转变为灰色核心。硬度首先从表面以每 10 毫米深度约 1 度肖氏硬度的速率缓慢降低,然后向软中心更快地降低。因此有一个很好的可用深度。与冷轧辊相比,表面更耐火裂和剥落,并且轧辊更好地抓住机车车辆。表面硬度为 55 至 75 度肖氏的合金无限冷轧辊可能含有 Ni、Cr 和 Mo。这些轧辊可以进行热处理以使其抗冲击载荷变韧。这种类型的一个例子是 Adamite 无限寒冷。这些轧辊可能经过热处理,并且具有抗剥落和防火裂纹的能力。
- 球墨铸铁轧辊 - 球墨铸铁 (SG) 轧辊正在一些工厂中使用。当使用涉及添加镁 (Mg) 的特殊铸造程序铸造时,它具有球状石墨。球墨铸铁的强度和韧性要大得多,前者约为高负荷鳞片石墨的两倍,后者提高了约十二倍。大多数轧辊具有珠光体结构,但针状结构也可提供更好的耐磨性。尽管在加工时必须小心,因为会散发出有毒烟雾,但轧辊可能会获得良好的光洁度。 SG 铸铁轧辊的磨损特性是磨损均匀,磨损率与片状石墨铁相似。它们适用于普通铁辊不够坚固以及钢辊由于过度磨损而使用寿命差的情况,但由于它们比铁辊和钢辊都贵,因此在选择应用时必须小心。硬度可达邵氏 80 度或更高。
钢卷
钢辊可以铸造或锻造。它们比铁辊更坚固、更坚韧,因此在铁辊被认为不够坚固的情况下使用。它们允许使用较重的吃水深度,尤其是在需要深槽的地方。由于冲击载荷导致的破损发生的可能性要小得多,并且通过适当的热处理可以显着改变性能。但C钢轧辊硬度低,磨损速度比铁轧辊快。
- 铸钢辊 - 根据分析,这些可能会有很大差异。直 C 辊具有 0.40 % 至 0.90 % 的 C,硬度为 28 至 36 度肖氏硬度。重型轧机(初轧、板坯和重型粗轧)使用较低等级(最高 0.60 % C),而方坯粗轧机架使用较高等级。在这种类型的轧辊中添加约 0.5% 的钼以及少量的镍和铬(或更高的锰)可以提高强度并降低可能发生的任何火灾裂纹的严重程度。硬度为 30 – 42 度肖氏硬度。更高合金化的轧辊通常在 C – 0.80% 到 1.0%、Mn – 0.60% 到 0.90%、Ni – 1.0% 到 2.5%、Cr – 0.50% 到 1.10% 和 Mo – 0.20% 到 0.40 的分析范围内%。还制造了 C-Cr 辊(C -1 %,Cr – 1.5 % 至 1.75%)。这些轧辊通常经过热处理,硬度范围为肖氏硬度 35 -55 度,通常用作 4 辊轧机的支承辊。一种含钨 (W) 且肖氏硬度为 40 – 50 度的合金钢,非常耐火裂,有时用于热轧带钢厂的粗轧辊。铸造合金钢基辊的分析范围为 C – 0.9 % 至 2.5 %、Si – 0.5 % 至 1.0 %、Mn – 0.4 % 至 0.6 %、Ni – 0.25 % 至 1.0 % 和 Cr – 0.5 % 至1.5%。 C含量比铸钢辊高。整个 C 是组合形式。根据 C 含量,硬度范围为 30 – 55 度肖氏硬度,轧辊耐磨且坚固。生活与成本是一致的。需要良好的水冷。
- 锻钢轧辊 - 这些轧辊由铸钢锭锻造而成,必要的机械加工使结构更加坚固。在 C 钢形式(0.35 % 至 0.75 % C)中,它们用于 C 系列低端的初轧、板坯和重型粗轧机,以及高端的小型中间轧机。这有点武断,取决于特定的工厂条件。它们在使用前经过标准化处理,硬度范围为 24 – 30 度肖氏硬度。在合金钢形式中,它们可以进行热处理以提供广泛的硬度。在邵氏 50 – 55 度范围内,它们用于大型支承辊,约 80 度肖氏范围用于冷轧中的小型支承辊,以及 90 – 100 度肖氏范围(完全硬化)用于工作辊冷轧。典型的分析是 1% C、1.5% 到 1.75% Cr 和 0.5% Ni。热轧硬度范围内的锻钢轧辊具有很强的抗冲击载荷能力。
硬质合金轧辊
碳化钨,WC 或 W2C,是一种含有钨和碳的化合物。其极高的硬度使其可用于制造轧辊,以在需要长时间轧制的应用中延长使用寿命。 WC 与粉末形式的粘合剂材料混合、研磨、造粒并压实成接近最终形状的坯料,最后在真空炉中烧结。然后对一些辊进行热等静压 (HIP)。然后使用金刚石砂轮或车床将轧辊磨削至所需尺寸。这些轧辊通常用于线材精轧块和某些形状轧制应用中。这些轧辊需要在较窄的 pH 范围和有限的硬度范围内提供高质量的冷却水。在推荐的 pH 值范围之外使用轧辊冷却水会从轧辊中吸出粘合剂,从而导致轧辊表面过早损坏。根据晶粒尺寸、粘合剂含量和粘合剂成分,可提供各种等级的硬质合金轧辊。近年来的应用范围通过使用安装在钢轴上的硬质合金套筒将硬质合金轧辊的使用扩大到中间轧机。安装采用机械方法或通过在轴上压制和烧结碳化物环形成复合辊。
合金元素对轧辊的影响
合金元素对轧辊的影响见表1。
| 表 1 合金元素对轧辊的影响 | ||
| 元素 | 合金铁轧辊 | 合金钢轧辊 |
| 碳(C) | 提高硬度、脆性和耐磨性。降低延展性和冷硬深度 | 增加硬度、脆性和耐磨性。降低抗冲击性。 |
| 硅(Si) | 增加石墨,增加清洁度,减少冷却深度 | 以 0.20 % – 0.35 % 的比例清洁钢,增加硬度、脱氧剂、促进良好的铸造 |
| 磷 (P) | 增加硬度和脆性。 | 增加硬度和脆性,降低延展性,有偏析倾向 |
| 硫磺 (S) | 增加硬度、脆性和冷却深度 | 增加硬度和脆性。降低延展性。必须谨慎使用 |
| 锰(Mn) | 在较低范围内减少冷态,在较高范围内增加冷态,与镍和铬结合提高硬度,增加脆性 | 增加硬度和脆性。抗拉强度和耐磨性的清洁剂 |
| 镍(Ni) | 增加强度、硬度和耐磨性。减少激冷深度 | 与 Cr 和其他材料结合使用可提高强度、硬度和耐火裂性 |
| 钼(Mo) | 提高强度、硬度和耐火裂性,制造细粒 | 增加强度和硬度 |
| 钒 (V) | 增加冷却深度、强度和耐火裂性,降低延展性 | 提高韧性、硬度和热处理敏感性 |
| 铬 (Cr) | 始终作为硬化剂;与 Ni 或 Mo 或两者结合使用,增加冷硬深度 | 硬化剂——与镍或钼或两者结合使用效果最佳 |
| 铜(Cu) | 少量类似于Ni | 类似于 Ni |
| 硼(B) | 硬化剂,谨慎使用 | 增加硬度 |
各种热轧机使用的轧辊类型
表 2、表 3、表 4、表 5 和表 6 分别给出了初轧和板坯轧机、方坯和棒材轧机、型材轧机、中厚板轧机和热带钢轧机中使用的轧辊类型。任何特定轧辊的选择取决于生产需求、初始成本、所需的特定质量等。需要与轧辊制造商密切合作,以确保尽可能满足这些要求。
| Tab 2 初轧机和板坯轧机的轧辊类型 | |
| 滚动类型 | 表面硬度(肖氏硬度) |
| 锻钢,0.4 % C | 24-30 |
| 铸钢,0.4 至 0.9 % C,韧性 | 28-36 |
| 铸造合金钢,0 至 0.5 % Mo + Ni、Cr、Mn,坚固、坚韧、耐火裂 | 30-42 |
| Adamite 铸钢,完全溶液中的高 C +Ni、Cr,耐磨性好,但需要大量水冷以防止温度波动 | 30-48 |
| 标签 3 用于方坯和小型棒材轧机的轧辊类型 | |
| 滚动类型 | 表面硬度(肖氏硬度) |
| 锻钢 0.75% C,粗轧辊 | 35 |
| 铸钢 – 0 至 0.5% Mo + Ni、Cr、Mn,强度高、坚韧、耐火裂 | 30-42 |
| 珠光体晶粒轧辊、铸铁、强韧耐火裂、钢绞线轧辊 | 30-38 |
| 特殊谷物卷,以上改进 | 35-40 |
| Adamite 铸钢,完全溶液中的高 C + Ni 和 Cr,耐磨性好但需要大量波动,粗轧辊 | 30-48 |
| 直 C 无限冷轧辊,必须避免温度波动,中间立辊 | 35-40 |
| Adamite 合金晶粒轧辊,非常好的硬度渗透,需要温度控制,并且可以具有广泛的硬度和强度,钢绞线轧辊 | 35-50 |
| 直 C 冷轧辊,高抗温度变化、断裂和表面龟裂,小截面轧辊 | 55-65 |
| Adamite 合金在直 C、椭圆形和导向辊上的无限冷轧辊改进 | 55-70 |
| 全硬质合金无限冷轧辊,对 Adamite 的改进,例如 Nironite | 65-85 |
| 具有良好加工硬化性的高合金铸铁冷却辊,导向轧辊 | 65-90 |
| 球状石墨,坯料粗轧辊 | 55 |
| 球状石墨,棒材轧机。大多数耐火裂纹,粗轧辊 | 60-65 |
| Tab 4 型材轧机的轧辊类型 | |
| 滚动类型 | 表面硬度(肖氏硬度) |
| 锻钢轧辊、粗轧辊、中间轧辊和精轧辊 | 24-30 |
| 铸钢,0.4 至 0.9 % C,粗轧辊 | 28-36 |
| 珠光体晶粒轧辊,坚固、坚韧、耐火裂、粗轧、中间轧和精轧 | 30-38 |
| 铸钢,0 至 0.5 % Mo + Ni、Cr、Mn,强度高、韧性好、耐火裂性好,粗轧辊 | 30-42 |
| Adamite 铸钢,完全溶液中的高碳 + Ni、Cr,耐磨性好但需要大量冷却以避免温度波动,粗轧辊 | 30-48 |
| 特殊谷物卷 - 上面的改进 | 35-40 |
| 含镍、铬和钼的超共析钢,耐磨性和强度大致相等,粗轧和半精轧轧辊 | 35-45 |
| 直 C 无限冷轧辊,必须避免温度波动,中间立辊 | 38-40 |
| Adamite 合金轧辊,很好的硬度渗透,需要温度控制,制成各种硬度和强度,中间和精轧辊 | 38-50 |
| 含Cr和W的铸钢,高抗龟裂和防火裂纹,半精轧辊 | 40-50 |
| Adamite 合金无限冷轧辊,对上述辊、中间辊和精轧辊的改进 | 55-70 |
| 用于可逆式粗轧辊的球状石墨 | 45 |
| 小截面轧机用球状石墨 | 60-65 |
| Tab 5 用于中厚板轧机的轧辊类型 | |
| 滚动类型 | 表面硬度(肖氏硬度) |
| 珠光体晶粒轧辊,铸铁,强韧耐火裂,粗轧辊 | 30-38 |
| 铸铁, 0 to 0.5 % Mo + Ni, Cr, Mn, 强韧,耐火裂性好 | 40-42 |
| 特殊颗粒轧辊,珠光体的改进 | 35-40 |
| 直C冷轧辊,高抗温度变化、断裂和表面龟裂 | 55-65 |
| 同上,但包括 0.4 到 1.0 % Mo,工作辊,轧机条件要稳定 | 55-65 |
| 合金无限冷轧辊。通过冷却辊、工作辊和精轧辊避免温度波动 | 65-85 |
| 合金冷轧辊、铸镍合金铁、良好的加工硬化、精轧辊 | 65-90 |
| 复合合金冷轧辊,合金白口铁外壳形成工作表面,其余部分为坚韧的灰口铸铁,适用于超精加工,外壳自硬化的优势,工作辊 | 75-95 |
| Tab 6 热轧带钢轧机的轧辊类型 | |
| 滚动类型 | 表面硬度(肖氏硬度) |
| 锻钢轧辊、工作轧辊 | 24-30 |
| Adamite 铸钢,含 Ni 和 Cr 的完整溶液中的高碳,良好的磨损,但需要通过冷却来控制温度,工作辊 | 30-38 |
| 含镍、铬和钼的超共析钢,耐磨性和强度等比例,粗轧辊 | 35-45 |
| 直 C 无限冷轧辊,必须避免温度波动,中间立辊。 | 38-40 |
| Adamite 合金晶粒轧辊,非常好的硬度渗透,但需要温度控制,由各种硬度和强度制成,中间和精轧辊 | 35-50 |
| 含铬和钨的铸钢,高抗龟裂和防火裂纹,粗轧辊 | 40-50 |
| 直C冷轧辊,高抗温度变化、破损和表面龟裂 | 55-65 |
| 同上,但包括 0.4 – 1.0 % Mo,轧机条件必须更稳定,控制更严密,工作辊 | 55-65 |
| Adamite 合金无限冷轧辊,上述改进,热精整和整平辊 | 55-70 |
| 合金无限冷轧辊,对 Adamite 的改进,工作轧辊 | 65-85 |
| 合金冷轧辊铸铁轧辊,与合金无限冷轧辊相似但质量有所提高 | 65-90 |
| 锰锰合金无限冷轧辊,非常耐火龟裂、尾痕擦伤和剥落,火车工作辊 | 75-85 |
| 球状石墨,粗轧辊 | 60-65 |
| 球状石墨,精轧辊 | 65-70 |
| 球形石墨,支撑辊 | 50-55 |
轧辊店
轧辊车间的功能包括以下。
- 在轧制活动完成后从轧机接收轧辊组件。
- 清洗轧辊组件并从组件上拆下轧辊。
- 检查轧辊是否存在火灾裂纹并测量直径。还检查了轧辊的各个部件和必要时旋转的轧辊轴承。
- 按计划计划和执行轧辊的磨削/再开槽。
- 磨光/再开槽的轧辊存放在轧辊架中,并按照轧机的轧制计划等待组装。
- 拆卸后的轴承座被送到组装区,按照轧制计划组装地面/重新开槽的轧辊。
- 轧辊和轴承座的组装成对进行。
- 组装好的轧辊对被送到轧机。
定期进行轴承座和轴承检查。轧辊车间的功能还包括磨削在轧机使用过程中变钝的剪切刀片。轧机中的现代化轧辊车间具有以下设施。
- 重型、中型和轻型全自动数控轧辊磨床和轧辊装载机,适用于平板轧机
- 重型、中型和轻型全自动数控滚槽切割机和轧辊装载机,适用于型材和长材轧机。
- 用于线材轧机和轻质型材轧机的碳化钨轧辊和环磨机
- 适用于所有轧辊类型的填塞和去填塞机器
- 加弹机
- 车床
- 车床、铣床和镗床
- 感应加热和淬火设备
- 垫块洗衣机
- 轴承座倾斜器
- 剪切刀片研磨机
- 轧辊冷却和清洗设施
- 卷筒存放架
- 滚动转运车
- 日常轧辊车间操作中使用的其他设备
轧辊车间保存单个轧辊性能数据,并通过轧辊数据分析来提高轧辊寿命。为此,车间与轧辊供应商密切合作,以便在下一个采购周期中改进轧辊的化学和物理规格。轧辊车间还与调查机构合作,在轧辊故障分析期间向调查机构提供轧辊故障记录中的轧辊历史数据。
轧辊车间的功能还包括及时采购轧辊,以便他们可以根据轧机要求向轧机提供轧辊。采购行动要着眼于控制库存。
当辊子的使用寿命结束并达到其废料直径时,它会被转移到废料辊区域进行处理。同样的,在断辊调查结束后,也将断辊转移到废辊区。
现代轧辊车间使用两种软件解决方案。它们是轧辊车间管理系统 (RSMS) 和轧辊缺陷管理系统 (RDMS),用于全面控制和分析轧辊车间的运营。 RSMS 支持从实际磨削/切槽过程监控到生产、消耗和需求数据的收集和处理,以最少的资源支出进行分析。 RDMS 是一个强大的工具,它通过深度缺陷管理功能和自动纠正措施来提高和优化生产力。进一步的轧辊车间需要与轧机完全集成,轧机系统和轧辊车间系统之间必须进行数据交换。
轧辊车间的布局对于优化轧辊运动的物流非常重要。需要为叉车的自由移动提供更多的通道。
轧辊车间内轧辊处理的自动化需要采取安全措施,以阻止人员进入那些自动进行操作的区域,因此不受人员直接监督。有必要提供安全屏障来标记自动工作区域的界限。此区域仅允许出于维护或紧急目的访问。
制造工艺