

通过设备可靠性消除缺陷
自从以质量为中心的业务计划(例如全面质量管理 (TQM) 和最终的六西格码)日益突出以来,公司一直专注于将最终产品缺陷减少到绝对最低限度。六西格码流程的广泛接受定义是每百万机会产生 3.4 个缺陷零件 (DPMO)。
对这一总体质量目标而言,最关键的一项是变异。许多质量专家欣然承认,过程和设备性能的变化会导致最终客户遇到大量缺陷。在六西格码中,缺陷被定义为可能导致客户不满意的任何事情。
就本文而言,作者将重点关注设备可靠性与此类产品缺陷之间的相关性。本文还将探讨设备可靠性差的一些常见根本原因,以及如何预防或减轻这些原因,从而消除缺陷。
设备可靠性和产品缺陷
作者 Ron Moore 建议可以通过设备可靠性、适当的校准仪器、严格的操作和优质原材料*来提高过程一致性。设备可靠性确保子系统和组件在其设计寿命期间按预期运行而不会出现故障。
从理论上讲,缺陷可以在其生命周期的六个主要阶段中的每个阶段引入设备:设计、采购、存储、安装/调试、操作和维护。因此,理所当然地,如果您对导致设备故障的缺陷进行管理,那么您将能够直接影响产品质量。
设备可靠性差的常见根本原因
根本原因是导致特定事件或事件类别发生的潜在因素,例如设备性能不佳。消除这些根本原因的目标是防止将来再次发生上述事件。
通常,这些与导致失败的人为干预、失败的症状或失败表现出来的物理机制是错误的。相反,为了真正防止未来的不可靠性,您必须找到故障的真正根源,即潜在原因。
这些本质上是系统性的,虽然它们通过预防或管理产生最高的回报,但它们最有可能不实施。这是因为他们大体上深深植根于组织中,并指向已根深蒂固在公司文化中的管理体系。一些更常见的潜在根源**,人们可以引用它来导致设备过早故障:
-
错误应用——这可能是由于设备操作超出设计范围、初始设计实践不当或采购实践不当。
-
操作实践——这可能是由于操作程序不当、不遵守程序或跟进系统不完善。
-
维护实践——这是由于维护程序不完善、不遵守程序或维护任务频率不足造成的。
-
老化 - 这是由于环境因素加速磨损机制或正常磨损导致使用寿命结束。
-
管理系统——这是由于缺乏技能或操作员培训、员工参与不足、对危害认识不足和/或之前发现的危害没有得到跟进和消除。
任何试图通过提高设备可靠性来获得减少缺陷的全部好处的组织都应该至少具备以下四个系统。
RCA 项目
根本原因分析(RCA)是系统地使用任何一种或一类问题解决方法的组合,旨在确定问题或事件的根本原因的过程。
这个过程的管理通常是可靠性工程的一个功能。如前所述,制定严格的 RCA 计划至关重要,首先要确定设备可靠性差的原因,其次,采取措施防止此类情况再次发生。
A 公司是一家大型化学品制造商,有 1,150 多台离心泵在使用。 1995 年泵的平均故障间隔时间 (MTBF) 大约为 0.8 年(9.6 个月)。直到 1998 年,系统性 RCA 才作为业务流程开始。
在此之前,他们进行了故障分析,并对他们的安装和维护实践与“同类最佳”之间的差距进行了分析。这是他们需要的快速启动。
正式的 RCA 流程随后出现。可靠性部门决定对他们的手工艺/行业进行一项技术培训,通过这种技术可以为每个故障分配故障代码。
这些数据随后被记录在他们的计算机化维护管理系统 (CMMS) 和一个单独的故障报告分析和纠正措施系统 (FRACAS) 数据库中。
RCA 是针对被确定为更主要的故障模式(如故障代码所示)进行的。然后根据调查结果采取行动,取得了图 1 所示的结果。
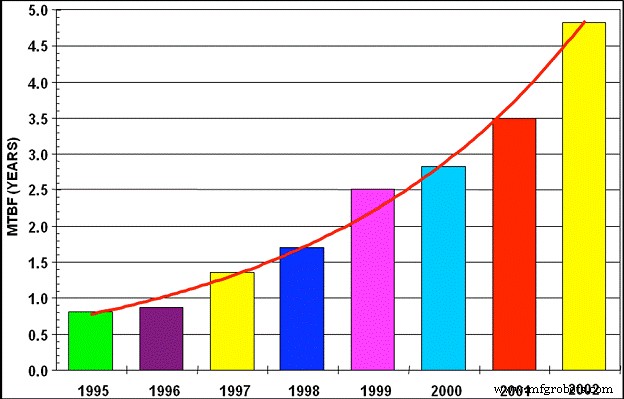
图 1:1995 年至 2002 年的泵 MTBF
在八年的时间里,这些泵的 MTBF 增加了惊人的 500%。到数据集结束时,仅泵故障的减少就使直接维护成本每年减少了约 550 万美元。在数据周期的最后五年期间,除了泵之外,还有许多其他可靠性举措,但泵是第一个也是最大的。
所有可靠性举措(其中泵估计占 35% 至 40%)的综合影响是,由于基本较小的资本支出,工厂提高了 15%,整体设备效率 (OEE) 提高了大约 4百分比(从 94% 到 98.2%)。
由于工艺稳定性的提高,该工厂能够消除瓶颈并以更高的速度运行。每天超过三个泵故障,即使有备件,也是很大的不稳定性。每天有几次仪器故障,每周至少有一次容器故障,而且人们永远不知道工厂的真正极限是什么,因为人们永远无法“排队”并运行。
所有改进带来的成本降低和销售额增加的影响使工厂的盈利能力从售罄市场的每年 1200 万美元增加到仅占产能 60% 时的每年 4300 万美元,再到售罄时的每年 7200 万美元。明年。
现场可靠性从业人员
Life Cycle Engineering 是可靠性卓越 (Rx) 的先驱,其定义为“一种商业理念,通过文化变革驱动,专注于设备可靠性和过程控制作为现代制造运营的基础。”
根据公司的经验,卓越是通过完成五个离散级别来实现的,称为卓越模型,如图 2 所示。模型顶部的可持续性步骤包括可靠性工程作为其关键组成部分之一。
无论您在现场是否有可靠性工程师,该角色都需要进行一些关键活动,以确保预期的结果得以持续——在这种情况下,预期的结果是提高设备可靠性,从而减少缺陷。
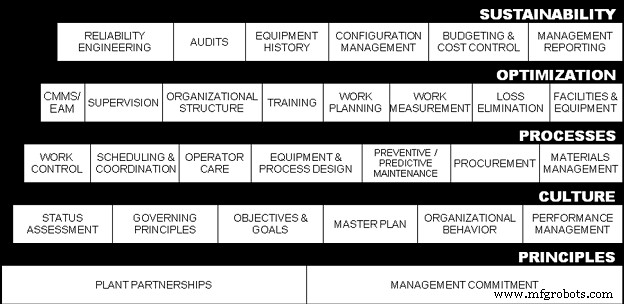
图 2:可靠性卓越模型
您的现场可靠性从业人员的任务是监控设备和流程,以确定持续改进的机会。作为您企业的风险经理,他们应该通过使用适当的预防性/预测性维护技术和风险计划,主动确定处理风险的最佳方式。
建议至少对您现场拥有的最关键设备进行以可靠性为中心的维护或其某些变体。
对于工厂的平衡,可以利用各种其他优化策略,实现最佳效益。但是,建议人们认识到此类策略的局限性,以便在知情的情况下接受与其使用相关的任何风险。
支持可靠性和产品质量的业务流程
任何可靠性和质量计划的基础都必须是稳定的过程。必须从根本上明确,如果没有持续改进的流程,任何全面生产维护 (TPM)、精益制造或六西格码计划都无法发挥其全部潜力。
以一家拥有 50 年历史的铝冶炼厂为例,它承担了重新设计工作和设备流程的艰巨任务。
2002 年,就在他们专注于卓越可靠性工作之前,该工厂的总维护成本超过了 3500 万美元。每生产一吨铝,它的维护成本也超过 137 美元(比当时的全球平均水平高出 50%)。
该公司着手标准化工作流程、开发设备历史并利用精益制造工具解决问题。维护部门与运营部门合作,决定使用 TPM 指标 OEE 来衡量他们的进度。
确定了特定工厂功能的峰值性能,包括废品率。 2004 年,在实施基于可靠性的新流程后,240 万美元的改进直接归功于此类 OEE 收益。
结果监控
质量专业人士约瑟夫·朱兰 (Joseph Juran) 的一句古老格言说:“如果你不衡量它,你就不会管理它。”这在今天仍然适用。为确保您走在正确的轨道上并实现无缺陷的预期结果,您必须制定适当的指标。要考虑的第一个明显指标是 OEE。
该衡量指标表明组织资产被有效利用以实现业务目标的程度。它集成了其他三个衡量指标:设备可用性、性能率和产品质量。
使用 OEE 作为衡量标准的有趣之处在于,从本次讨论中可以确定,通过提高设备可靠性,可用性度量和质量度量也可能会得到改善。
由于可靠性的提高,将对 OEE 产生双重影响。另一个可用于跟踪的指标是已针对改进的特定设备的 MTBF 和报废率。这样做,可以检查和进一步分析这两个度量之间的直接相关性。
通常,可靠性专业人员会阐明设备可靠性与对大多数组织而言至关重要的底线结果之间的联系。人们会很快宣传与生产输出和安全的联系,但有时会留下质量或工艺浪费。
正如本文所建议的,设备可靠性与制造过程中产生的缺陷或浪费之间存在明显的联系。为了管理制造过程中的变化,您需要通过采取四个关键步骤来实现产品的一致性,从而管理设备性能的变化。
首先,您需要一个强大、规范的 RCA 和可靠性计划,以便确定设备可靠性差的根源。
其次,您还需要有专门负责维持可靠性改进任务的可靠性人员。
第三,您需要了解您的业务流程并确保它们支持您的方向。最后,您需要使用适当的指标来衡量您的进度。
参考文献
* Moore, R. 选择正确的制造改进工具 ,马萨诸塞州波士顿和伦敦,Elsevier Butterworth-Heinemann Books,2007 年。
** Mobley, R. K. 故障根本原因分析 , Elsevier Butterworth-Heinemann, 1999.
关于作者:
Carl March 在维护、可靠性工程、系统建模和设计领域拥有丰富的经验。 Carl 拥有机械工程本科学位和汽车系统工程研究生学位。作为生命周期工程的可靠性主题专家,他的热情和重点是将 RCM、TPM、根本原因分析和可靠性卓越方面的知识转移给全球寻求实现制造卓越的客户。 Carl 已获得美国质量协会认证的可靠性工程师 (CRE) 和维护和可靠性专业人员协会的认证维护和可靠性专业人员 (CMRP) 的专业认可。您可以通过 cmarch@LCE.com 联系 Carl。有关 LCE 的更多信息,请访问 www.LCE.com 或致电 843-744-7110。
设备保养维修