

刀具前角与后角的区别
执行传统的机加工或金属切削操作以逐渐从工件上去除多余的材料层,以赋予预期的形状、尺寸和光洁度。借助称为刀具或切削工具的小型设备实现材料去除。在加工过程中,刀具和工件在各种布置的帮助下刚性地安装在机床上。刀具和工件之间的相对速度也需要连续剪切材料,这通过切削速度、进给量和切削深度来赋予。切刀实际上压缩了一层薄薄的材料,并以芯片的形式逐渐将其去除。适当的几何形状,包括锋利的切削刃和兼容的材料,对于不间断和有效地去除材料也是必不可少的。
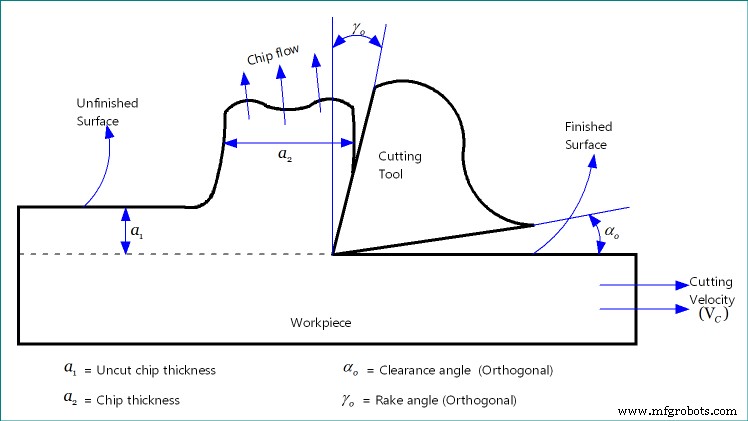
刀具的几何形状表示各种刀具点表面的倾斜度或方向。刀具由三个刀尖面组成——前刀面、主后刀面和副后刀面。各种角度用于指示这些表面在不同方向上的倾斜度。还存在一些国家和国际标准,它们清楚地定义了刀具的各种特征,包括各种角度。此类信息以特定方式收集,以工具签名的形式呈现。几个平面也用于帮助明确测量这些角度。一般前刀面的倾角用前角来表示;而后刀面的倾角用后角来表示。
根据定义,前角 是刀具前刀面与参考平面的方向角,在另一个平面上测量。它可能有正值、负值甚至零值;但是,通常在 +15° 到 –15° 之间变化。它是决定刀尖强度、切削力、功耗、剪切变形和切削加工性能的关键角度之一。另一方面,后角 是刀具后刀面与速度矢量的倾斜角,在另一个平面上测量。它必须有一个正值,通常在 +3° 到 +15° 之间。下表给出了刀具前角和后角的各种差异。
表格:前角和后角的差异
| 前角 | 后角 |
|---|---|
| 刀具前刀面的倾角用前角表示。 | 刀具后刀面的倾角用后角表示。 |
| 前角可以为负、零或正。 | 后角必须为正值,不能为负值或零。 |
| 影响切屑流动和剪切变形,但对表面质量和精度影响不大。 | 它直接影响表面质量和精度;但对切屑流动和剪切变形没有任何作用。 |
| 上刃 (BUE) 会不利地改变前角。 | BUE 无法更改间隙角。 |
基本目的: 前角显示刀具前刀面相对于参考平面的倾角。由于前刀面是排屑面,所以前角也表示切屑流向。另一方面,后角从切削速度矢量显示刀具后刀面的倾角。该角度对切屑流动没有直接影响。但是,这两个角度都可以在不同的平面(方向)上测量,从而清楚地了解相应表面的倾角。
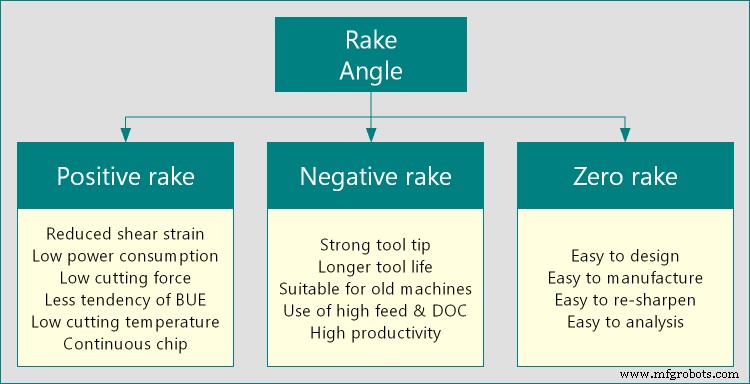
这些角度的值: 一把刀具可能有正、负或零前角,每一种对加工性能都有特殊的意义和优势。例如,正前角提供锋利的切削刃,因此剪切将顺利进行,需要最小的努力。或者,负前角提供更强的刀尖,因此刀具可以抵抗更高的切削力。但是,刀具后角不能为负数,甚至不能为零,因为在这种情况下,刀具的后刀面会与产品的精加工表面发生摩擦。通常前角在 +15° 到 –15° 之间变化,后角在 +3° 到 +15° 之间变化。
对芯片偏差、产品质量和精度的影响: 前角直接影响切屑的流动方向和切屑的剪切变形。负前角会增加剪切变形,因此切屑厚度会增加。筹码减少系数(缩写为 CRC)在负耙子的情况下也会更高。但是,它对加工零件的质量和尺寸精度的作用微乎其微。后角在这些因素中起着至关重要的作用。较小的后角会严重影响加工表面与刀具后刀面之间的过度摩擦,从而严重影响表面质量。
加工机理及前角的作用: 前角直接或间接影响许多因素,包括剪切应变、切削力、加工扭矩或推力、功耗、切屑类型和颜色等。实际上它是整个加工力学中的一个重要参数。后角在此类分析中的作用微乎其微。
构建边缘 (BUE) 及其效果: 在加工具有较长切屑刀具接触的延展性材料时,工件或切屑材料的胚芽可能会在最有利的位置粘附在刀具尖端,随后生长直到它变大并带走流动的切屑。刀尖上这种不希望出现的材料会将前角变为高度负的前角。结果,剪切变形和切削力可能会增加,这通常是不希望的。但是,后角仍然不受 BUE 的影响。
本文对前角和后角进行了科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- A. B. Chattopadhyay 的加工和机床(1 st 版,威利)。
- 什么是刀具的前角? minaprem.com 的名称、效果、功能和价值。
- 图片来源:www.minaprem.com。
工业技术