

9铝压铸缺陷的完美解决方案
压铸工艺的诸多特点使其在提高有色金属合金铸件的精度水平、生产效率和表面质量方面显示出巨大的优势。随着汽车、摩托车等行业的发展和提高压铸件质量、节约能源、减少污染等设计要求的实现,有色金属合金压铸件,特别是轻合金压铸件的应用范围, 正在迅速扩大。使用最广泛的一种是铝压铸 .

有资料显示,工业发达国家用铝合金、镁合金铸件代替铸钢件正在成为重要的发展趋势。目前,压铸已成为汽车用铝合金成型工艺中应用最广泛的工艺之一,占各种汽车成型工艺的49%。
但是,在压铸制造的生产过程中,经常会发生一些小事故,导致生产出来的零件出现缺陷。本文总结了铝压铸件的9大缺陷及其解决方法,希望大家在遇到同样问题时能帮到你。
1。 铝压铸件表面出现流痕和花纹
目测:铸件表面有与金属液流动方向一致的条纹,有明显与金属基体颜色不同的无方向性纹路,无发展趋势。

流痕产生的原因如下:
1)模具温度过低
2)流道设计不良,内浇口位置不良
3) 料温过低
4) 灌装速度低,灌装时间短
5)浇注系统不合理
6) 排气不良
7) 不合理的喷涂
出现花纹的原因是型腔内的油漆喷涂过多或油漆质量差。解决方法及预防方法如下:
1)调整内流道的截面积或位置
2)提高模具温度
3)调整内流道的速度和压力
4)正确选择油漆和剂量调整
2。 铝压铸件的冷绝缘
外观检查:压铸件表面有明显的、不规则的、下陷的线性线条(有穿透和不穿透两种),形状小而窄,有时界面边缘光滑,这可能是在外力作用下断裂。

原因如下:
1)两股金属流相互对接,但未完全熔合,两者之间无夹杂物存在,两种金属间的结合力很弱
2)浇注温度或压铸模温度低
3)流道位置不对或流道过长
4) 灌装速度低
解决方法和预防方法有:
1)适当提高浇注温度
2)提高注射比,缩短填充时间,提高注射速度
3) 改善排气和填充条件
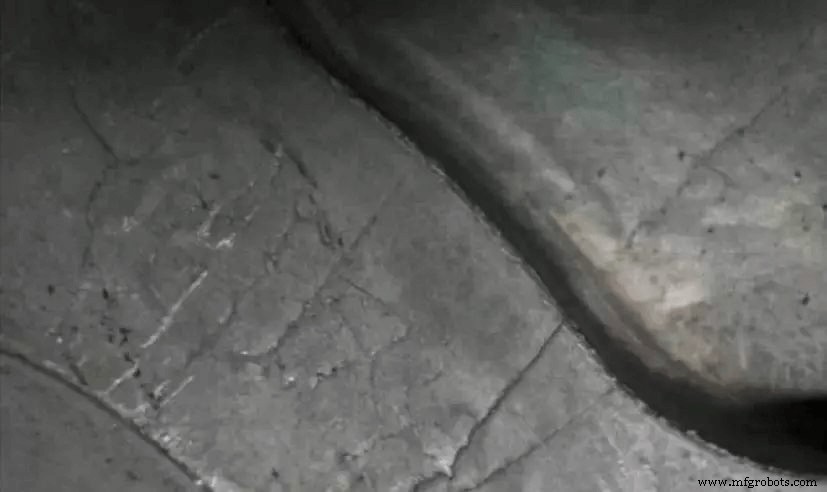
3。 铝压铸件表面有裂纹
目测:压铸件表面有网状发丝状突起或凹陷,随着压铸件数的增加而扩大和延伸。
原因如下:
1)压铸型腔表面有裂纹
2)压铸模预热不均匀
解决方法和预防方法有:
1)压铸模具应定期或压铸一定次数后进行退火,以消除型腔内的应力
2)如果型腔表面有裂纹,应打磨成型面,去除裂纹层。
模具预热要均匀
4。 压铸铝件表面有凹痕
目测:压铸件最厚处表面有光滑的凹痕(如圆盘)。
原因如下:
1)缩孔造成的压铸件设计不当、壁厚差过大、流道位置不当、压射比低、保压时间短、压铸模局部温度高
2) 冷却系统设计不合理
3) 开模过早
4) 浇注温度过高
解决方法和预防方法有:
1) 壁厚要均匀
2) 厚度过渡应缓和
3)正确选择合金液引入位置,增加内流道截面积
4)提高注射压力,延长保压时间
5)适当降低浇注温度和压铸模温度
6) 局部高温局部冷却
7) 改善溢出条件
5。 铝压铸件表面有粘连痕迹
外观检查:小薄片与金属或非金属与金属基体零件焊接,在外力作用下小薄片剥落。

原因如下:
1)压铸模腔表面有金属或非金属残留物
2) 浇注时先将杂质带入并附着在型腔表面
解决方法和预防方法有:
1)压铸前应清理型腔压力室和浇注系统,去除金属或非金属附着物
2)浇注的合金也要清理干净
- 选择合适的涂层,涂层要均匀
6。 铝压铸件表面分层(起皮和剥落)
外观检查或损伤检查:铸件部分有明显的金属层。

原因如下:
1)模具刚性不够。金属液充型过程中,模板抖动
2)在注射过程中,冲头爬行
3) 流道系统设计不当
解决方法和预防方法有:
1) 加强模具刚性,紧固模具零件,使其稳定
2)调整注射冲头与压力室的配合,消除爬行现象
- 内流道设计合理
7。 压铸件表面摩擦烧蚀
目测:压铸件表面有的地方有粗糙的表面。

原因如下:
1)压铸模(模)造成的内流道位置、方向、形状不当
2)铸造条件造成的内流道内金属液冲刷部位冷却不充分
解决方法和预防方法有:
1)改善流入通道的位置和方向
2) 改善冷却条件,特别是改善金属液冲刷剧烈的部位
3)给烧蚀的部分添加油漆
4) 调整合金液的流量,使其不产生气蚀
5)消除模具(模具)工具上的合金粘附
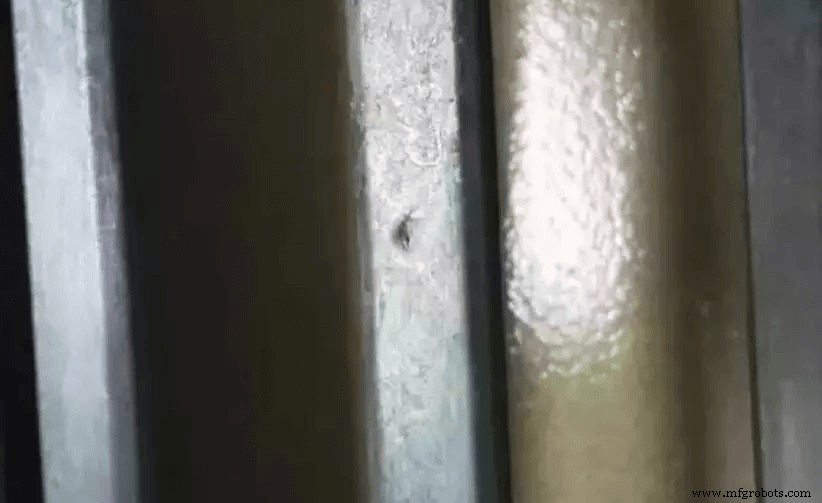
8。 侵蚀
目测:压铸件局部位置有麻点或凸纹。

原因如下:
1)内流道位置设置不正确
2) 冷却条件差
解决方法和预防方法有:
1)内流道的厚度要合适
2) 修改跑步者的位置、方向和设置方法
- 加强腐蚀部位的冷却。
- 压铸件表面裂纹
目测:铸件置于碱性溶液中,裂纹呈深灰色。金属基体的破坏和开裂呈直线或波浪线,线条又窄又长,在外力作用下有发展趋势。

铝合金铸件开裂的原因:
1)合金中铁含量过高或硅含量过低;合金中有害杂质含量过高,降低了合金的塑性;铝硅合金和铝硅铜合金含有过多的锌或铜。铝镁合金含镁过多
2)保模时间太短,保压时间短;铸件壁厚变化剧烈
3)局部包覆力过大,顶出时受力不均
解决办法和预防方法:
1)正确控制合金成分,在某些情况下:可以在合金中加入纯铝锭,以降低合金中的镁含量;或在合金中加入铝硅中间合金以增加硅含量
2)提高模具(模具)的温度;改变铸件结构,调整抽芯机构或使推杆应力相等
3)加大拔模斜度,局部使用强力脱模剂
4)增加保模时间,增加保压时间
工业技术