工业4.0先进制造技术信息网站!

DATRON 高速加工中心被全球数千家制造商用于无数应用——铣削、钻孔和雕刻各种不同的材料。从为起搏器铣削复杂印刷电路板 (PCB) 的医疗设备制造商到在钢枪零件上雕刻序列化和品牌的枪支制造商。因此,很明显,您不能通过识别特定行业、应用甚至材料来定义“高速加工”。 此外,关于高速加工的目的和所涉及的策略存在一些误解。在当代商业中,我们都有“走得更快”的倾向。更快意味着效率和时间节省……时间就是金钱。但高速CNC加工发展的缘起与动力 技术比简单地想在更短的时间内生产更多的零件要多方面的多。 因此,为了揭开高速加工的神秘面纱并回答问题并纠正上述详细的误解,我们提供了一份高速加工白皮书作为免费下

螺纹铣削和攻丝之间有一些明显的区别。本文解释了每种方法的优缺点,以便您可以就最适合您的零件的策略做出明智的决定。 攻丝:优点和缺点 攻丝的最大优势是速度。用刚性丝锥设置的高速攻丝中心可以在螺纹铣削相同孔所需的时间的一小部分内攻出孔。此外,攻丝可以在钢等较硬材料上钻出更深的孔。 攻丝的一个显着缺点是每个需要攻丝的孔都需要不同尺寸的丝锥。这会消耗刀库中大量有价值但有限的位置。此外,必须为所有不同尺寸的孔更换攻丝工具会增加循环时间。 另一个缺点是攻丝不允许调整螺纹配合。一旦孔被攻丝,螺纹的尺寸和位置就是最终的。此外,刚性丝锥专门用于孔的内螺纹,不能用于在柱或螺钉的外部铣削螺纹。 最后,由于刚
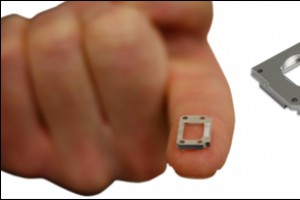
在铣削过程中固定小而薄的金属件可能是一个巨大的挑战。有几种方法可以做到,但哪种方法会产生最有利的结果? 机械紧固是一种选择,但当零件太小以至于根本没有足够的区域来容纳紧固件时,通常会被排除在外。使用标签可以在铣削过程中有效地固定零件,但会出现次要问题 - 移除标签而不损坏成品零件。另一种常见的做法是使用粘合剂,例如双面胶带。然而,胶带本身具有柔韧性,在加工过程中经常让零件移动,从而危及质量。 DATRON 发现使用热胶是一种非常有效的技术。它是这样工作的: 买一根高粘性胶水,就像工艺品店里的那种,用于热胶枪。 剪下一块比您需要固定的部分宽且约 ¼ 英寸厚的部分。 将那块胶水放在带脊的铝片

我经常听到机械师抱怨铣削亚克力的困难。他们的问题包括碎裂、熔化、“鸟巢”(工具切削刃周围的材料聚集)以及无法获得清晰、透明的表面和边缘。即使是通过使用金刚石涂层工具来完善亚克力铣削的经验丰富的制造商,仍然抱怨这些昂贵的亚克力刀具的成本。我总是很高兴地向这些沮丧的人提及 DATRON 有一个非常高效且非常便宜的解决方案。事实上,DATRON 提供了完整的整体硬质合金丙烯酸铣刀系列 - 从单刃立铣刀到多种不同类型的成型立铣刀 - 全部采用抛光刃,使其优于市场上的任何其他丙烯酸刀具。 DATRON 亚克力工具的优势有两个。首先,刀具几何形状设计有锐利的切削角,比传统切削刀具锋利得多。其次,笛子是抛

牙科实验室网络是一个在线社区,我经常在其中被问及 DATRON D5 牙科铣床 功能以及它们与市场上其他机器的比较。近日,一家对牙科种植体钛零件铣削感兴趣的实验室提出了以下关于 D5 主轴功率的问题: “D5(1.8 kW)的主轴功率与同级别磨机的 5kw 主轴相比是不是太低了?” 我很高兴有人问这个问题有几个原因: 不同的制造商有不同的方法来确定主轴的额定功率,并且 除了额定功率之外,还有更好的方法来确定适合特定应用的主轴。 这是我的回应: 一些主轴公司使用最大功率来描述或识别他们的产品。其他人,如 Jager,使用持续的力量。 DATRON D5 牙科铣刀中的液冷 Jager

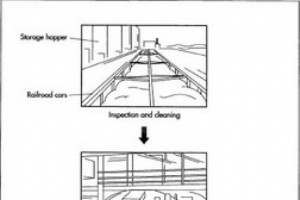
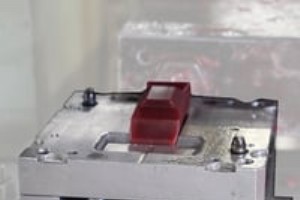
向 BNC Engineering 了解如何将 CNC 能力引入内部。 坐落在西雅图郊区,在一个古色古香的住宅区中,你会发现一个相当简陋的车库,里面有一些强大的制造能力。这个小车间是 BNC Engineering 的所在地,BNC Engineering 是一家专门从事射频、微波和毫米波测试设备的企业,具有波导制造能力。今天,我们将从创始人 Sergey Klypin 那里了解 BNC Engineering 的历史,以及他为何选择 DATRON 来满足其内部加工需求。 在行业中掀起波澜 Sergey 从 2008 年经济衰退的灰烬中创办了 BNC,最初是一家电子设备维修店。第一波4G手

最近,我们的博客提供了大量信息,其中包含提示、操作方法以及设置内部原型设计的整体好处的帖子。 在我们解释的所有好处中,有一个主要优势值得强调,因为它超越了您的内部原型设计实验室。保护您的知识产权是大多数主要制造商面临的一项重大挑战,尽管可能只是消费电子产品。 无论您生产什么产品,保护您的知识产权都应该是重中之重。不幸的是,执行可能会让人不知所措,尤其是在您不确定需要采取哪些保护措施的情况下。但是,如果不实施它们可能会导致代价高昂的违规行为和机密信息泄露。 不过,无需担心。让我们来看看如何制定措施来保护您的知识产权、控制您的流程并从头到尾保护您的宝贵信息。 为什么你保护的东西很重要 为了

为什么制造机器以提高速度和效率意味着做不同的事情。 我已经听过几百遍了。在贸易展览、示威期间、在线论坛、社交媒体上……通常是这样的: 有人问:“这台机器有多重?” 我回答:“这个 DATRON 重 (____) 千磅” 人回答:“就这?!我的(这里的 CNC 品牌)重两倍!”或者类似的东西。 老实说,这不是一个不公平的问题。精密数控机床的主要原则之一是装配中有大量质量。这背后的原因很简单——机器越重,越稳定。同样,额外的质量用于吸收铣削产生的任何振动。这就是为什么大型 CNC 机床采用铸铁框架并不少见的原因,重量如此之大以至于需要浇注特殊的基础来支撑重量。 DATRON 机床是龙门

了解真空吸盘的原理工作,以及它们如何让您的生活更轻松。 我们每天都会回答有关我们机器的问题,但有时,我们会对真空吸尘台产生更多的兴趣。虽然真空工作台在 CNC 加工领域并非完全不常见的配件,但 DATRON 以不同的方式处理它们,使其成为机床的杀手级配件。 这种独特的改编带来了很多问题,我们很乐意回答!让我们直接揭开 DATRON 在真空工件夹持方面的神秘面纱,看看它是否适合您。 1.真空工作台如何工作? 我们的真空工作台系统的工作原理与其他原理并无太大不同。您的工件安装在刚性铝网格图案上,并用真空泵向下吸,因此,它被牢固地夹在适当的位置。这对于薄而大的板材特别有用,传统的夹紧方法在这

通过生产更多零件而不是设置来快速跟踪您的投资回报率 在制造业中展示你的创造力有很多话要说。店主和机器操作员都可以体会到呈现方形钉子并不得不将其强制穿过圆孔的情况 - 并且仍然可以完成它。跳出框框思考可以为企业创造巨大的机会,但也可能使公司陷入效率极低的流程中。 承认这个问题并投资于适当的解决方案,对于实现长期成功至关重要。在我们的客户 Future Test 中可以找到这个过程的一个很好的例子。 Future Test 于 1984 年位于亚利桑那州凤凰城,为电子设备提供测试系统集成。 Future Test 具有广泛的功能,可为客户提供一站式服务。他们提供功能测试、PCB 和电缆组装以

关于 M8 你不知道的 5 件事立方体 购买看不见的东西已成为现代亚马逊和所有电子商务时代的常态。但是,在扣动扳机之前,您仍然需要先亲眼看到一些事情。谈到 CNC 机床,我们坚信在签约之前总是先让客户站在机床前。 以汽车为例——有无限的选择可以让你从 A 点到 B 点,但魔鬼在细节中。哪个座位最舒服?最好的 GPS 系统?最后座的腿部空间?可以描述很多这些细节,但它们通常是高度主观的,最终由不得不忍受它的人体验到最好。 数控机床也是如此。在纸面上,它们都只是工业制粉设备,有一份规格清单,几乎可以回答您可能遇到的所有技术问题。但是,就像汽车一样,当您在机器前时,这是一场不同的球赛。让我们

微软研发实验室使用 DATRON 机器进行快速原型设计 微软的“87 号楼” 是一个巨大的综合实验室,拥有世界上一些最先进的制造技术,因此在那里找到十几个 DATRON CNC 加工系统也就不足为奇了。 微软很早就认识到 DATRON 的创新技术易于使用,并且可以在几个小时内生产出高质量的原型。 Surface Book 笔记本电脑和 Xbox One 等设备是在 Microsoft 的原型实验室中设计、测试和完成的。每天,原型实验室制作多达 50 个快速原型。微软设备高级总监 Pete Kyriacou 说 “我们有一个愿景,然后我们就尝试再尝试。” CNN 的视频广播“走进微

最有效的加工方式 小型铝制零件 在更短的时间内生产更高的数量和更高的质量归结为 RPM 我们都去过那里。一项需要小型切削工具的工作出现了,而我们只有一个 40 锥度的 VMC。因此,我们认为只需安装一些适配器即可运行这些小工具。那应该有效,对吧?但后来我们发现那台消耗钢材的旧主力对于小工具来说功率和扭矩太大,它会损坏它们。 较小的工具需要更高的主轴速度,而不是更多的功率。 DATRON 的主轴转速高达 60,000 RPM,针对小型刀具和微加工应用进行了优化。我们的许多客户发现,在他们的 VMC 阵容中添加 DATRON 可以创建最终的 A 团队来处理几乎所有的工作。 “我们在 D

DATRON next© 控制 CNC 软件是随之而来的智能技术之一,它只是改进了我们的工作方式。经过多年的手动数据输入、零件设置异常缓慢、由于设置错误而重新运行作业,以及从一台机器到另一台机器检查作业状态——突然之间,这一切都过去了。 播放 DATRON next© 控制 CNC 软件只需 4 个简单步骤即可完成工作 DATRON next© 有利于经验丰富的机械师和新手。触摸屏控制采用 4 步工作流程,简化了作业设置,而其直观的设计(带有图形和图标)就像您的智能手机一样工作。 CAM Assistant 将零件设置分为四个步骤:加载程序、选择工具、设置工件和 3D 可视化工件

您好,欢迎来到赫克博客。我将每周更新和发布关于各种不同主题的新内容:高速和 5 轴加工、工件夹持、最新控制技术以及赫克技巧和窍门……仅举几例。 我叫 Mike Cope,目前是 Hurco 的应用工程师和产品技术专家。我自 2005 年以来一直在公司工作,但自 1984 年以来我一直在制造业工作。最近,在来到赫克之前,我拥有并经营了自己的小车间好几年……我仍然怀念每个人,每天。我必须说,即使在这个疯狂的行业中度过了 30 年的大部分时间之后,尽管它的所有起起落落,我都不想成为其他行业的一员! 被要求撰写这个博客对我来说绝对是新鲜事,但我期待有机会每周接触如此大量的潜在订

当今的现代 CNC 控制器内置了许多功能,旨在让程序员的生活更轻松,在我们的个人“首选”工具箱中,每一个都有自己的特殊位置;我们用来提高生产力的工具。对我来说,赫克的绝对刀具长度功能是我离不开的工具之一……我为什么要这样做? 在符合行业标准协议方面,赫克始终与其他机床制造商略有不同……尤其是在零件和工具设置方面;但是,这种情况最近发生了变化。随着 WinMax 控制软件的每一个新版本的发布,赫克工程部门都在构建大量的操作选项,允许用户配置控制设置以最好地满足他们的需求。 在我看来,这些新功能中最强大的功能之一是绝对刀具长度的引入——这不仅有助于 Hurco 更好地符合商店习惯的行业标准

Hurco 的专利 ASR 功能(自动安全重新定位)对于 5 轴 NC 或 CAM 编程人员来说是一个非常强大的工具。发布 5 轴 NC 代码时最大的问题之一是配置后始终输出安全、可靠的数据以重新定位工具提示,而不会导致机器超出快速移动的限制,并显示那些恼人的错误代码我们都爱恨。 简而言之,ASR 是一个在控制内部发生的命令缓冲区,它使机器自动重新定位到指定的目标点——所有这些都只输出一个简单的 G 代码。每当需要重新定位工具提示时,可以轻松触发该柱以输出必要的 G08.2。后处理器会简单地输出一行带有 G08.2 的 NC 代码,然后是所需的 XYZ 位置和必要的刀具矢量或旋转角度数据……
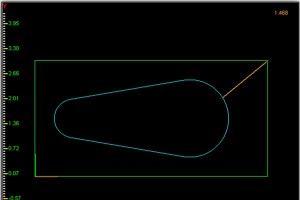
在对零件进行编程时,我们经常需要打印出来的测量数据——而且缺少一些非常涉及三角学,或在 CAD 系统中重新绘制和分析零件,还没有找到这些参考尺寸的好方法……直到现在! 赫克允许操作员直接在控制的图形屏幕上执行这些参考测量,无论是使用提供的触控笔还是使用您最喜欢的手指尖。 在主图形屏幕中,在 2D 视图中查看零件时,只需按住控制面板上的 ALT 键,然后在屏幕上单击并拖动。拖动设备时会出现一条线,屏幕右上角会出现参考测量值。 实用提示 : 如果您先松开 ALT 键,则在移除绘图设备之前,数据将继续显示在屏幕上。

您是否曾经需要对同一个程序中的多个对话块进行相同的维度更改……并为每次更改一个而感到畏缩?好吧,不要再畏缩了! Hurco 的修改尺寸功能使这项工作变得简单。 例如:您正在使用程序中的多个不同对话块在零件上雕刻轮廓。您最初编程的刀具深度为 -.005”……但是,由于原材料表面的变化,一些特征没有完成。您确定需要为每个块增加 0.005 英寸的深度。 在控件的输入屏幕上,您只需选择 复制和更改块 软键 (F6)。然后选择修改尺寸 (F4) 软键。现在,指定需要编辑的起始和结束块范围,输入您需要对相应轴进行的尺寸更改,然后按进行更改 (F5) 软键。如果您在 Z 轴上编辑尺寸,您还可以将
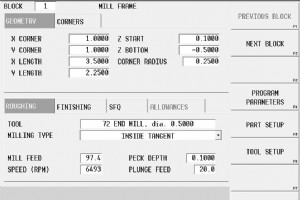
过去,当在 Hurco 控制器上编程矩形几何形状时,其中四个角不是正方形或不具有相同大小的半径,需要使用铣削线和弧数据块来编程特征。不过,随着最新版 WinMax mill 软件的推出,这个障碍已成为过去。 今天,当对 Mill Frame 数据块进行编程时,在四个角中的一个或多个变化中,任务现在非常简单。框架的每个角落都被分配了一个识别号,并被赋予了单独的控件。 程序员只需选择数据块中的“角”选项卡,然后分别为四个角中的每一个输入必要的数据。通过使用提供的下拉菜单,每个拐角都可以编程为简单的拐角半径,或具有指定长度和角度的倒角或线。
数控机床