工业4.0先进制造技术信息网站!

永无止境的深思熟虑……周期时间与。表面处理 对于大多数机械师来说,循环时间与表面光洁度之间的关系一直是个难题?我是否优化以获得完美的表面光洁度或最小化周期时间?我知道我个人花费了数小时的编程时间来减少宝贵的几秒钟的循环时间。现实情况是,在当今时代,您可能无法完全牺牲一个来换取另一个(周期时间与表面光洁度),因为两者的需求总是很高。所以,如果你像我一样,你会提高进给率,组织换刀,最小化退刀高度和优化切削路径……这让你接近了……但还不够接近。那么现在呢? 好吧,好消息……动态就在这里! 好吧,这听起来可能有点喧闹,但兴奋是有充分理由的。要了解原因,您必须了解动态,我们认为 CNCCookb

牙科实验室网络 是一个在线社区,我经常在其中参与有关使用中型牙科专用机械进行钛种植体铣削的讨论。最近有一个线程,实验室负责人询问重量较轻的台式模型的准确性。这是我的回应: 就我在牙科行业中经常听到的与铣削钛种植体零件有关的误解进行一些澄清……其中一些已经出现在这个线程中。 首先,重要的是要注意,铣床能够切割钛并不意味着同一台机器能够生产植入物零件。与牙冠和牙桥应用相比,种植体几何形状需要更高水平的精度和准确度。在钛合金中成功铣削种植体杆和基台时,有几个因素(在众多因素中)是机床刚性和刀具尖端的一致性(称为刀具跳动或同心度)。根据我的经验,对种植体六角形进行 5 微米的尺寸调整在适合的部分

您是否曾经想在您的 DATRON 机床上执行刀具寿命监测? DATRON V9 专家 你可以!您不仅可以在时间或距离上监控工具的使用情况,还可以为任何一个设置限制。这意味着,如果您知道您的立铣刀在切削 25 小时后开始磨损,那么 DATRON 软件将在这段时间后自动更换为新刀具。这是通过使用 DATRON 机器软件中的工具类型和检查工具功能来实现的。您可以为所使用的每种刀具设置不同的刀具类型,以确保有效地监控刀具寿命并最大限度地提高切削质量。 在批量铣削此铝制外壳时监控刀具寿命,确保持续的切削质量。 例如,假设我正在批量铣削上面显示的零件,它使用三种刀具:6mm 单刃立铣刀、2mm 单刃立铣
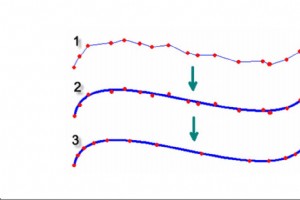
2015 年 3 月 13 日 |博客 试图在加工的 3D 零件上获得完美的光洁度时,有很多因素。我想重点介绍适用于 CNC 机床和 CAM 软件的刀具路径过滤选项。 CAM 软件中的刀具路径过滤器 在许多 CAM 系统中,您可以设置您希望使用工具跟随曲面的精度的公差。如果您在 CAM 中设置了较大的公差,您将丢失零件的细节或公差。另一方面,如果您将容差设置得太低,您将拥有更多代码,处理时间会随着矢量点在您的表面上可见的风险而增加。 CAM软件中存在过滤和平滑选项,通过移动和去除点来工作。 数控铣床控制软件中的刀具路径过滤器 但是在铣床本身上使用平滑功能的选项呢?对于 DATRON
术语“高速切削”(也称为高速加工)是过去 5 到 10 年在制造业中显着增长的术语。尽管它具有新发现的“流行语”状态,但该过程的定义仍然有些难以捉摸,或者充其量被松散地定义为简单地以足够高的 RPM 铣削。高速切削的实际情况更加微妙,但由于它提供的显着效率,因此需要引起注意。在这篇文章中,我们将了解高速切削作为一种工艺的起源和发展。在 70 年代末和 80 年代初,由 DARPA 资助的先进制造研究计划对高速切削方法的研究和开发取得了最显着的进展。该计划的目标是通过使用比传统使用更高的 RPM 和进给率来确定更快的材料去除方法。该程序测试了从低至 0.05 英寸/分钟到高达 960,000 英

每当机械师试图提高零件质量或缩短周期时间时,重点往往是程序。这是显而易见且自然的做法,但切削工具的改变通常也会产生巨大的影响。拥有适合工作的工具的古老格言绝对适用于机械加工。在使用单刃铣刀加工铝等有色金属时,显着缩短循环时间尤其适用。 25 多年来,DATRON 生产高速加工系统。他们还生产了自己的切削刀具系列,这些刀具利用了他们提供的高范围(高达 60,000 rpm)的主轴速度。例如,使用为加工钢而设计的传统切削刀具在加工铝时通常会产生不同的结果。造成这种情况的原因各不相同,但获得更好切削质量和提高进给率的关键因素可以通过改进排屑来实现。 通过我在 DATRON 高速加工系统方面十多年

更快的快速原型加工 时间就是金钱……在快速原型加工中更是如此。快速原型加工对于将设计变为现实很重要。在制造可用部件的同时,此过程还允许测试和评估设计。在消费电子行业,时间对于在激烈的市场竞争中推出最新产品也至关重要。因此,我提出了三个技巧来帮助您变得更加敏捷并更快地进行快速原型加工。 1.标准化用于快速原型加工的库存尺寸 您有多少次站在材料测量架旁边为您的零件找到正确尺寸的库存?解决这个问题的一种方法是拥有一个标准库存尺寸库。如果您有十几个标准尺寸,这些可以保存在您的 CAM 系统中,以适应所需零件的尺寸。我个人宁愿多做几道粗加工来铣削额外的材料,然后在铣削前浪费时间搜索和切割库存。 2
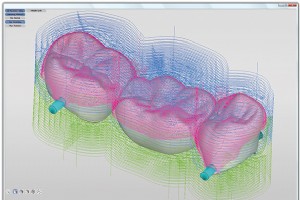
为您的牙科实验室提供源内金属铣削 允许中小型实验室研磨自己的 PFM 基底结构、定制基台和种植体棒的技术在过去几年中已经显着成熟。不久前,一个普通的实验室不得不选择要么支付高价让一家大公司生产这些类型的装置,要么通过劳动密集型的铸造过程。如今,各种各样的铣削设备已经面世,这为精通 CAD/CAM 的实验室提供了更加自给自足和盈利的能力;但是,在何时采取适当和谨慎的步骤时仍存在一些不确定性。 在这篇文章中,我们将重点关注三个关键指标,表明您的实验室已准备好将铣削游戏提升到一个新的水平。 播放 1.您已经在扫描、设计和铣削软材料 如果您的实验室已经建立了工作流程和知识库以成功操作 CAD

在过去的十年里,科技如何改变了我们的生活,真是令人惊讶。从在我们的便携式设备上访问无穷无尽的信息到在杂货店结账。编码和扫描的能力已经成为生活的一部分,因为我们对这项技术的需求和需求不断增加。在制造业领域尤其如此。条形码扫描的发明发生在 50 多年前,但今天,由于新技术、互联网速度的提高和更先进的网络,我们正在重新发明我们的应用程序。 DATRON 开发了一些非常独特的革命性解决方案,用于加工和标记或识别组件。 可以通过多种不同方式创建简单的条形码、二维码或序列号。从贴纸到丝网印刷的任何地方。直接打标到金属零件的情况下;通常使用激光、滚标或点针技术。使用二次制造工艺来创建标记确实带来了挑战。例
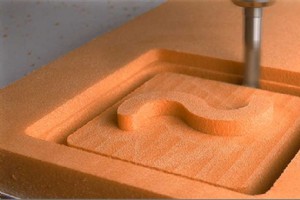
PU泡沫切割工具 最近,一位客户参观了 DATRON Dynamics,亲眼目睹了 DATRON 广泛的整体硬质合金微型刀具系列,观看演示以更好地了解其优势……哦,顺便说一句,甚至可能购买我们的一台高速铣床。我向他们展示了适合他们在医疗植入物行业应用的工具,以及我们为铣削钛和塑料提供的优质切削工具。几乎是事后才想到,我拿出了 DATRON 为铣削聚氨酯 (PU) 泡沫而开发的一些新工具。与这些工具的开发如此接近,我想我认为它们是理所当然的,并且被客户完全惊讶和兴奋的反应吓了一跳。他们根本不知道他们可以使用铣床来切割泡沫。他们向我传达了他们的一个特别烦恼,因为在将它们运送到客户或其他生产地点的
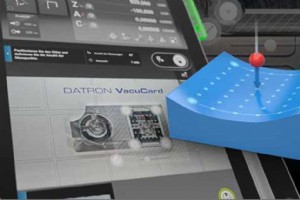
探测是 DATRON 高速铣床提供的功能之一,它为我们的德国工程师赢得了最大的赞誉。但是许多来自传统背景的机械师使用传统的 CNC 设备并不确定如何在他们的应用程序中使用此功能,并且不了解表面映射和 3D 探测的最终好处。 CNC 探针是一种可以通过接触测量材料表面的仪器。测量结果可用于确保铣削和雕刻深度均匀。 在一个完美的世界中,我们从供应商处收到的材料毛坯将是完全平坦的——这一起点将有助于确保我们的成品铣削零件具有均匀性。事实上,事实并非如此。例如,来自同一供应商的两块 ½ 英寸 6061 铝材的实际深度可能会有所不同。从坯料的一端到另一端甚至可能存在深度差异,或者在板材的整个表面上存在

许多制造商使用由外部供应商制造的一系列机加工零件生产产品。随着产品的成功,制造商通常会面临是否开始在内部加工零件以节省成本的决定。在确定是否适合在内部生产一系列零件时,有许多考虑因素。首先,我们有一个 R.O.I.计算器 这有助于根据您当前的数量确定 DATRON 是否适合您。 接下来,我们确定了八个简单的问题来帮助您确定时机是否成熟。 内部与外包机加工零件?要问自己的 8 个问题 1) 在产品或项目的整个生命周期内预计要加工的零件数量是多少? 2) 您目前维持多大的库存水平以满足您的交货要求? 3) 您是否有合适的 CNC 设备来高效地生产零件? 4) 需要在模具、材料和设置

航空航天一词经常让人联想到火箭飞船、航天飞机和美国宇航局必须提供的最新技术。从机械师的角度来看,我们会想到复杂的喷气发动机叶轮,并惊叹于这些航空零件的 5 轴铣削所展示的精度和流动性。在政府和商业部门之间,航空航天工业是巨大的……加工零件的范围也多种多样。这对制造商来说是一个不断增长的机会。事实上,根据波音公司的“当前市场展望”,预计未来二十年商用飞机部门的增长速度将是全球经济预期增长率的两倍。¹ 许多 DATRON 客户已将我们的高速加工技术添加到他们的车间,以响应对铣削航空零件不断增长的需求。虽然他们的许多故事本质上都是专有的,但我们很幸运能够分享其中的一些。 让我们从一个比铣削叶轮不
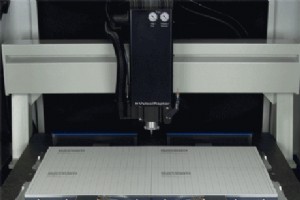
如果您将批量生产视为“加入,退出”的无休止转变,那么您并不孤单。当然,负责装载毛坯、加工它们并移除成品零件的机器操作员——一遍又一遍地——都认为轮班可能是平凡的,有时甚至似乎无穷无尽。 但是,使用合适的设备,批量生产或批量加工可以为制造商节省成本并为机器操作员解放。此外,如果仔细规划,批量生产策略可以促进无人值守生产或熄灯制造,从而增加制造商实现的成本节约。 批量生产“理想” 使用带有大型床身的铣床减少了操作员的干预,因为它们可以容纳大量或相当大的“毛坯”,这些毛坯可以在与操作员轮班时间一致的周期时间内生产出完整的批次。这样,操作员可以在早上将批次放在机器上,并在白天处理其他工作。自动化机

“是什么让您决定铣削铝制长板?”这是观看我们最受欢迎的高速加工演示的人们无数次向我们提出的问题。所以,我决定写一篇博客来解释这个独特样本的起源。 创意是如何诞生的 我和家人在享受阳光明媚的天空和基韦斯特的风景,我 15 岁的女儿还没有把双脚放在地上,因为她正在用一块破旧的木制长板在狭窄的街道上穿行。历史名城。突然,一个男孩在定制的长板上呼啸而过,消失在一条小街上。她喊道:“爸爸,你看到他的铝制长板了吗!?”参观欧内斯特·海明威的家或深海潜水不再是我女儿假期的亮点。 当我们探索过多俗气的旅游商店时,我们发现这家商店将改变 DATRON 在未来几年展示其 CNC 机床的方式。显然,那个拿着闪
ATF 要求以不易被抹去的方式在枪架或机匣上雕刻、铸造或压印枪支序列号。当前要求的枪支序列号雕刻深度为 0.003 英寸,打印尺寸不小于 1/16 英寸。其他枪支标记,例如型号、口径或规格、徽标、制造商名称和原产国也必须刻在枪支上 0.003 英寸的深度。由于没有两支枪可以带有相同的序列号,因此获得许可的枪支制造商有义务记录和跟踪生产的每支枪,因此,在他们的工厂进行的所有枪支标记或枪支雕刻,以及雕刻枪支部件的位置。 本博客讨论了 3 种不同的枪支标记技术,以及有利于质量控制的功能。 1) 滚动打标枪 让我们从滚动标记开始。就这个过程而言,它是否能够达到所需的枪标记深度(并且可以)几乎是无关
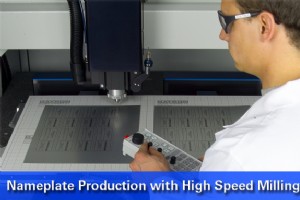
就在十年前,就有关于雕刻铭牌生产的最佳工艺的讨论 – 主要竞争者是受电弓、冲压机和铣床。从那时起,关于受电弓的争论几乎已经走上了恐龙的道路。那是因为受电弓是手动机器,需要非常熟练的工匠,所以这个过程不能自动化,很难找到合格的操作员。这两个因素都会增加成本。另一方面,冲压机仍然是雕刻铭牌生产的可行方法。特别是在需要大量生产的情况下,冲压机具有明显的优势。具体来说,对于 20,000 个铭牌的运行,这些机器每秒可以生产几个零件这一事实使它们成为合乎逻辑的选择。然而,对于较低的运行,运行冲压机的成本降低了吸引力。大部分成本与该工艺所需的模具有关,每个模具的成本从 2,000 美元到 5,000 美元

自从 1940 年代 CNC 被发明之前,寻找一种将零件固定在加工中心工作台上的方法一直是一个挑战。多年来,人们对用于固定材料的真空工作台或真空吸盘技术产生了浓厚的兴趣。然而,传统的真空系统有很多限制,这些限制通常会使该技术无法用于零件夹持。 传统真空表的局限性: 小零件没有足够的表面积让真空吸住它们 有贯穿切口的零件会导致真空吸力损失 不平整的零件要么无法固定,要么需要额外的设置时间——这通常太长,尤其是在短期或小批量情况下 成功的CNC真空工作台设计: 幸运的是,DATRON 开发了一种独特的真空表,解决了所有这些传统真空表的限制。以下是克服上述每个限制的方法。 用真空台夹持小零件

为了准确评估您在建立原型实验室时需要什么,首要任务是在 3D 打印与 CNC 铣削之间做出选择。 这两种选择都被证明对现代制造工艺至关重要,每一种都具有优于传统制造方法的优势。最终,当谈到 3D 打印与 CNC 铣削时,“选择使用 CNC 机器或 3D 打印机制作原型取决于几件事;价格范围、零件/原型的尺寸以及使用的材料类型。” 这就是为什么我们决定澄清一些误解并澄清一些误解的原因。尽管 3D 打印无疑占有一席之地,但在评估 CNC 铣床在工业原型制作方面的优点时,重要的是不要短视。 以下是随着现代制造业的不断发展,这两个过程的定义、历史、应用和预测的细分。最终,我们希望这些信息能够指导

DC Graphics 由 Kevin Brandon 于 1994 年创立,如今由在雕刻行业拥有悠久历史的总裁 Eugene Prohaske 和副总裁 Cristine Brandon 经营。 Eugene 是一位充满激情的雕刻师,在包装行业的压花模具雕刻方面拥有超过 30 年的经验。 1983 年,他在父亲的公司 Styleart Engraving 开始工作。1994 年父亲退休后,Eugene 在曼哈顿创办了自己的公司 HAP Engraving。 2010 年,他来到 DC Graphics,当创始人兼总裁 Kevin Brandon 于 2012 年去世时,Eugene 接替他领
数控机床