工业4.0先进制造技术信息网站!
在面试加入我们 DATRON 团队的潜在候选人时,我通常会面临一系列常见问题,例如:“您为什么创办 DATRON?”、“您的竞争对手是谁?”、“您提供 401K 计划吗?”一个很难回答的常见问题是“公司为什么要购买 DATRON?”这是一个很好的问题……但答案很复杂。当我查看过去 22 年来购买系统的客户时,在大多数情况下,他们选择我们的技术不仅仅是一个原因,而是多个原因。这让我想到,您应该考虑购买 DATRON 铣床的十大理由是什么?每个人都喜欢前十名,所以这里是: 高速 .这是 DATRON 铣床的核心和灵魂。并非我们的每个客户都购买了因为我们加工零件的速度有多快,但这通常是主要原因之一

该公司拥有 60 多名员工,拥有一系列设备,包括平板打印机、UV 卷对卷打印机、弯边机、台锯和鼓式砂光机。他们生产的许多大幅面图形和面板的制造涉及切割各种基材,通常是片材形式。因此,在 1980 年代后期,他们是该地区第一家购买 CNC 机床的公司。那台机器是龙门式 Cybermation,最初是为等离子切割而设计的,因此它非常坚固,满足了 Expographiq 对工业耐用性的需求。在 2000 年代初期,他们将 Axes CNC 机床视为具有 25 年历史的 Cybermation 的可能替代品。然而,当 Axes 销售人员来访时,他告诉他们 Cybermation 上的加工台

Hytech 为薄膜塑料的热成型、压花和修边提供解决方案。他们主要关注需要精确图形配准的薄膜塑料部件。在非图形应用中,Hytech 成型工艺比其他传统成型工艺更具优势。他们的专利技术被汽车、电器、医疗、航空航天和军事行业的 OEM 使用。 开发专利工艺和推进热成型和匹配金属修剪模具 今天,Hytech 在美国和欧洲拥有提供生产服务和工具的制造设施,并从其位于亚利桑那州凤凰城的美国总部提供工艺开发和设备。 海泰克问罗杰斯为什么圆顶不是塑料做的。他们发现没有人用塑料做圆顶。所以,他们做的第一件事就是发明了一种专门的热成型技术,用于在聚酯上压印圆顶,然后将数百万个圆顶卖给了罗杰斯公司,然后又将数千

当我在新罕布什尔州波图卡威州立公园露营时被介绍给他的新童子军时,我的儿子刚刚从小熊队毕业并加入了童子军。我自愿协助周末郊游,并认为这将是一次很棒的经历,与我的儿子共度时光,并与他刚刚加入的部队见面。我没想到我会学到一些宝贵的领导技能,这些技能会影响我今天的业务管理方式。 我们到达后不久,家长领导告诉我在这片白桦树旁的平坦地区搭起帐篷。我儿子将和其他侦察兵在几百码外的山顶上扎营。我问我是否应该帮助我的儿子,他们说,“他会没事的,其他孩子会告诉他他需要做些什么来进行设置”。所以,我很不情愿地搭起帐篷,整理好东西,而我 9 岁的孩子带着他所有的装备艰难地爬上陡峭的山坡,前往另一个地点。 在与一些
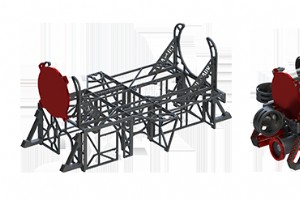
DATRON 的使命是“提供具有质量承诺和合作伙伴关系的完整解决方案,丰富我们的客户、员工和我们周围社区的生活。”在过去的两年里,社区方面包括为康奈尔大学机器人团队生产自主水下航行器 (AUV) 零件。 康奈尔 AUV 团队在 RoboSub 比赛中拥有 7 胜的悠久历史。 用于 AUV 制造的加工与水射流 在为他们最近的设计生产零件期间,该团队认为用于制造它们的水刀工艺既费时又不准确。机械潜艇团队的联合负责人 Cuyler Crandall 解释说:“在过去的三年中,我们使用水刀完成了框架,然后手动钻孔并攻丝所有孔。但是,后加工所花费的时间,加上水刀更宽松的公差,阻碍了框架的设计。”

就 DATRON 而言,Autodesk 直接与德国的 DATRON AG 合作,为 DATRON “next” 控制软件制作了 MCR 和 SIMPL 后处理,用于我们的 M8Cube 等机器,以及一个 ISO 后处理和一个用于 DATRON 的专用后处理器C5 5轴机。 Autodesk 与 DATRON 合作的成果 因此,DATRON 客户可以满怀信心地使用 Fusion360、InventorHSM 或 HSMWorks,因为它们与 DATRON 高速铣床无缝协作。这就是我们的许多应用技术人员如此频繁地推荐 Fusion 360 的原因……因为他们知道这是一款出色的 CAM 软件,开

1984 年,我从大学毕业并获得工业设计学位后,开始为家族企业工作。我们为大型公司办公室和零售购物中心制造建筑标牌和寻路系统。我正在从事产品开发以及生产中使用的制造实践。 1995 年,我参与了一个使用电子触摸屏的项目,该电子触摸屏安装在公共显示器中。该外壳需要带有许多小凹槽、凹槽、钻孔和螺纹孔以及雕刻的大幅面 1/8 英寸铝板。这是一个艰难的制造挑战,它变成了一个永远改变我生活的机会。 我们需要以非常高效和快速的方式准确地加工这些大型铝板,并具有足够的灵活性来快速更改设计。这排除了冲压、成型和铸造,很明显机械加工是唯一的选择。我们的研究确定没有大型、经济实惠的加工中心可以满足我们的需求

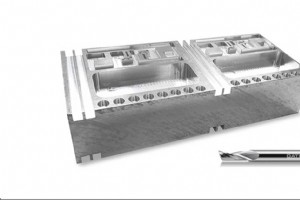
在过去的几个月里,我有幸与一家大公司密切合作,开发了一个高度自动化的系统来制造滚标模具。在我继续之前,您可能会问“什么是滚动标记模具?” DATRON高速铣床加工的带序列号钢卷打标模具。 什么是滚动打标模具? 在制造过程中,使用标记模具(辊或其他)将信息印在零件上。它们用于各种行业——从硬件和枪支到汽车。当一家公司需要将他们的标志、零件代码和可追溯代码压印在每一个出门的零件上,但雕刻或激光打标时间太长时,滚打标就是要走的路。 使用高速铣削生产打标模具 该客户的一个重点是创建非常小的特征,有些小于 0.010”。有一些 DATRON 功能特别适用于创建这样的模具,我想与您分享。 高 RP

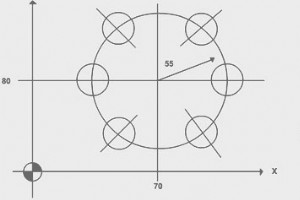
工件设置在 CNC 领域已经走过了漫长的道路。寻边器和摆动器曾经在每个机械车间都很常见,但如今,您很难找到任何当代机械师使用它。测头已成为常态,无论是雷尼绍电子装置还是更基本的 Haimer 百分表。但请不要误会,正确使用这些工具仍然需要很多技巧。询问业内人士,他们会很快告诉你为什么会出现这样的图形: 探测工件设置 那么工件设置从这里开始吗?这是 DATRON 多年来一直在回答的问题(请参见下面的视频)。它始于多年前,将探头集成为 Z 轴附件,而不是一个单独的工具,并在软件中包含一个全面的探测实用程序,使 3D 探测功能变得简单。即使是最新手的用户也可以轻松组装宏来创建完全自动化的解决方案

Hudson Boat Works 是一家位于安大略省伦敦的赛艇壳制造商。 Jack Coughlan 和他的姐夫 Hugh Hudson 于 1981 年创立了这家公司。Hudson 是加拿大国家队的官方船只制造商,自 1984 年以来,他们的船只赢得了 84 枚世界和奥运会奖牌。 2007 年 3 月,哈德逊船厂开始生产他们的“鲨鱼”系列船。他们的 Great White 1x 和 Hammerhead 8+ 炮弹目前由 Steve Killing(加拿大海军建筑师)设计。这些时尚的船更快、更稳定、更适合划船者。自 2005 年以来,运营经理 Glen Burston 一直是 Hudso

大型制造商增加高速加工来制造滑块组件的导轨。 Haydon Kerk 是 AMETEK 高级运动解决方案集团的内部成员,专注于生产全系列组件和精密运动控制系统。这包括线性执行器、丝杠和螺母、线性导轨和导轨、驱动器、电机和其他组件。位于新罕布什尔州米尔福德的 Kerk Products Division 由 Ken 和 Keith Erickson 兄弟在 1970 年代基于他们获得专利的改进型消隙丝杠设计创立。 如今,他们的产品主要用于工业自动化、医疗、航空航天和国防、石化和半导体行业。工厂经理 Stan Brown 说,“无论是用于高公差精密自动化系统的丝杠,还是用于矫形手术(更换心脏瓣

大学毕业不到一年,我就在一家 CNC 制造商工作,并担任大学创客空间的大使???不要误会我的意思,我对此既感激又高兴,但有时“我想,我是怎么到这里的?”由于我刚从与那个 makerspace 的会议回来,我决定追溯我的脚步,并为任何可能会发现我通往这个职位的道路的人写一篇有趣的故事。 UNH 互操作性实验室 (UNH IOL) 是一个大学创客空间,鼓励所有学生跳出框框思考并测试他们的创业能力。 那么,我是如何找到自己的路的到大学创客空间,然后到 CNC 机床公司? 在我高中四年级申请大学时,和许多其他学生一样,我发现很难想象自己的未来会是什么样子。我无法想象自己在高中的砖墙和家乡的边界之外

快速 DTM 由总裁蒂姆·阿拉德(Tim Allard)于 2002 年作为单人商店创立。在为 Hitchiner Manufacturing 等大公司工作后,他有机会在一系列令人印象深刻的设备上磨练自己作为机械师的技能,包括高速 Roku Roku、配备 Heidenhain Controls 的 5 轴 Hermle 机器和一些高端 Makinos。但最初,在他自己的公司,他主要从事工程工作,他购买的第一台设备是三坐标测量机。 Allard 解释说:“我认为我应该从质量方面着手开展业务,这与其他人的做法截然相反。这对我来说真的很成功,因为我们能够获得 ISO 认证。对于我们这样规模
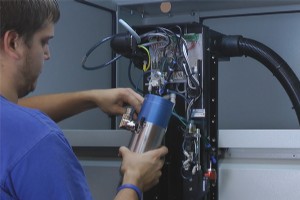
CNC主轴维修还是更换?答案可能都不是。在我看来,DATRON 有一个更好的解决方案,即主轴交换计划,我想用这个博客来解释它是如何工作的。 CNC主轴维修费时,更换主轴费用高! 我认为可以肯定地说主轴是数控铣床的心脏。它“让血液保持流动”,或者至少让芯片飞起来。没有主轴,您的机器就会停机……停机通常意味着浪费宝贵的时间和金钱。浪费的钱是您已经赚到的钱,加上如果您的机器正在生产零件可能赚到的钱。因此,让它恢复运行至关重要。你有什么选择?您的第一个选择是购买一个新的——一项昂贵的努力,介于 $14k 和 $24K 之间。哎呀!您的第二种选择是将其送去进行主轴维修,由于维修周期长,这将导致更

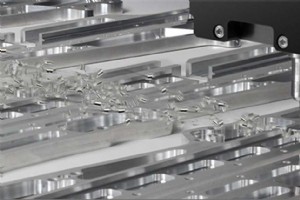
当有人试图在没有洪水冷却剂的情况下铣削如何工作时,我总是会收到一个问题——那些切屑呢?这是一个公平的问题,而且考虑到铣削过程中可能有多少严重的切屑堆积,以及清理或清除机床上的切屑需要做多少工作,这是一个重要的问题。在这篇博文中,我们将详细说明在铣削过程中产生的切屑会发生什么情况,冷却液以细雾形式喷洒并在切割完成时蒸发。 切屑堆积及其对铣削过程的影响 除了明显的冷却和润滑切削本身外,溢流冷却液的主要功能之一是将产生的切屑从切削过程中冲走,从而防止它们被重新切削或堵塞切削工具。知道这一点后,许多传统机械师担心,将蒸发冷却剂作为细雾应用时,他们会在铣削过程中遇到他们刚刚产生的切屑的严重干扰。幸
这篇关于加工策略的博客基于我与 DATRON 的应用项目经理一起举办的单刃立铣刀网络研讨会。该网络研讨会的视频如下,其中部分采用了此处详述的策略。网络研讨会和这篇文章的目的都是为了证明单刃立铣刀确实是一种“实用”切削工具,无论他们是运行像 Haas 还是高速等传统 VMC,都应该在每个机械师的工具箱中DATRON 等加工中心。为此,作为网络研讨会的一部分进行的现场铣削演示以 15,000 RPM 的速度进行,以模拟您使用传统 VMC 可能获得的结果,并以 35,000 RPM 的速度进行,以显示您可以通过高速铣削获得的结果机器。其目的不是将传统加工与高速加工进行比较,而是将单刃作为两种铣床的可

机械师总是问我,“单刃立铣刀什么时候走快,什么时候应该慢?” 好吧,正如您可以想象的那样,关于单刃立铣刀的进给率有很多变量在起作用,但让我们尝试将其分解。 播放 DATRON 单刃立铣刀:非常适合高效排屑和高进给率。 单刃立铣刀的慢进给率 慢速 (60 英寸/分钟) – 精加工 – 如果您需要出色的地板或墙壁精加工质量,它有助于降低机器速度以获取细切屑并减少刀具负载/刀具偏转。 单刃立铣刀的中等进给率 中等 (120 英寸/分钟) – 开槽 – 单刃特别擅长的部分是开槽,这是一种刀具路径,刀具直径 100% 接合在材料中。使用适当的深度切削(刀具直径的 25%),您可以以合适的速度

在过去的 20 年中,我们将业务建立在实施高速加工系统上,以提高产品效率和质量。我们的声誉在过去二十年积累的成功案例和参考公司中得到了提升。诚然,DATRON 铣削系统只是成功实施的一部分。另一部分是机器安装完成后的CNC操作员。 为什么选择合适的 CNC 操作员对成功至关重要 作为机床经销商,我们的责任不仅是确保您拥有满足您需求的正确机床配置,而且还确保您准备好通过为 DATRON 机床分配合适的 CNC 操作员来充分利用您的资本投资。正如预期的那样,我们进行了极端的测试和审查,以使我们的机床符合给定的应用程序,但有时,没有足够的审查或考虑来确定哪个 CNC 操作员将对安装的设备负责。不幸

1985 年,Danny Strippelhoff 成为其祖父 1943 年在肯塔基州乔治敦创立的企业的合伙人。现在,他负责监督 Carbide Products, Inc. 的日常运营 作为总裁/首席执行官。 1987 年,创始人的另一个孙子 Paul Strippelhoff 加入了公司,现在作为副总裁负责所有制造业务。 特别是,该公司擅长生产小批量的非常小的零件,以达到严格的公差要求,并要求出色的表面光洁度。根据 Paul Strippelhoff 的说法,“我们的大部分工作都是 2 到 50 件,就尺寸而言,在许多情况下,您可以将十几个零件放在手掌中。”他们的客户通常会向他们提供打

DATRON neo 专门设计和制造,旨在为高速铣削提供简单且经济实惠的介绍。这是一个即插即用系统,具有新的 DATRON next 软件 这使您无需多年的机械师经验即可完全控制 3 轴铣削。也就是说,客户一直问我这台机器的 CNC 工作流程,以及它是否真的像我们所说的那样易于使用。 好吧,我不是机械师,我是推销员,但在详细介绍下面的 CNC 工作流程时,我自己操作了机器(正如我在触摸屏上的反映所证明的那样)。请记住,我已包含有关许多可选功能和特性的说明 DATRON neo 的实际 CNC 工作流程可以短至 4 个简单步骤。无论如何,这里是: DATRON neo 的 CNC 工作流程 完
数控机床