工业4.0先进制造技术信息网站!
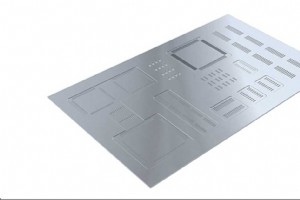
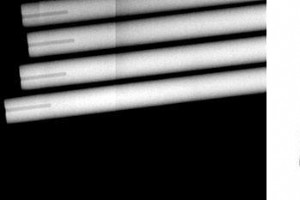
毫无疑问,电子产品越来越小。因此,印刷电路板 (PCB) 等机电部件必须以较小的尺寸生产。因此,对阶梯模板(用于模板印刷)的需求正在增加,以及对精确度和准确性的要求,以便生产出具有复杂细节的模板。本文是关于阶梯式模板铣削以及该工艺相对于激光切割和化学蚀刻的优势。 播放 如果您不熟悉阶梯模板,它们是金属片,有助于在焊膏印刷过程中控制应用于印刷电路板特定组件或特征的焊膏量。由于 PCB 越来越小,板上的组件必须越来越靠近。因此,您可能在这里看到了挑战——更小的组件和更紧凑的空间需要精度。 阶梯式模板生产的铣削与激光 这就是铣削的用武之地……更具体地说,是对非常精确的高速铣床的需求。阶梯模

我不会经常写博客,因为我是一名采购代理。但是,在数控机床业务中,我在购买资本设备和刀具方面确实有一些经验,可以帮助您并节省一些时间。在这种情况下,我想介绍一种购买完美雕刻工具的方法,该工具非常适合您的应用。这可能有点偏向于 DATRON 切削工具和我们的工艺,但这里有一些适用于大多数雕刻工具的很好的一般信息。 播放 订购雕刻工具时的注意事项 当您致电订购雕刻工具时,您应该准备好提供一些基本信息: 您的公司名称 半角 笔尖尺寸 刀柄尺寸 你在雕刻什么?软质材料:铝硬质材料:钢 音量 - 您预计在一个典型的月份使用多少? 此信息为我们提供了我们需要回复您的价格、周转时间和

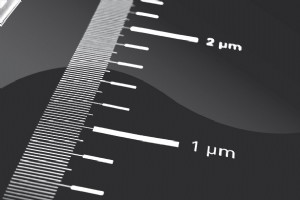
机械师最喜欢的东西是打印出来并看到这个:+/- 0.005”。握住千分之五英寸对于任何优秀的机械师来说都是小菜一碟——他们不妨闭着眼睛铣削零件。但是,还有一些要求更高的工作。再加一个零,现在你得到了:0.0005”。持有十分之五的你是一个完全不同的故事。这是人类头发的粗细和白细胞的粗细之差。当谈到保持严格的公差时,这里有一些建议可以使您的零件保持在规格范围内。 1.主轴预热以保持严格的公差 运行预热程序——虽然这是大多数数控机床的标准程序,但考虑运行一些更费力的东西。典型的程序只会预热主轴,这对于涂抹油脂以防止轴承过早磨损至关重要。但是,您还需要让内部组件达到稳定的工作温度以解决热膨胀问题
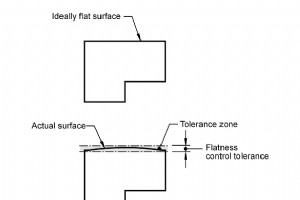
确保切削深度一致的 4 种方法(即使在非平坦表面上): 就您的 CNC 而言,世界充满阳光和玫瑰:您的刀具从不偏斜或磨损,您的夹具刚性且无振动,工件表面完美平整。然而,我们这些在现实世界中有灰质的人知道,情况的真相绝非完美——工具磨损,固定装置弯曲,你要切割的表面与地球本身一样平坦. 播放 上面的视频说明了一切! 视频由#rapiddtm 提供 - 在 Facebook 上访问! 如果您关注我们的博客,您已经知道我们已经讨论了如何解决刀具偏斜问题,并分享了一些关于工件夹持最佳实践的技巧。今天,我们将介绍一些技巧,您可以使用这些技巧在雕刻、标记或铣削不完全是平面度典型代表的表面时保持

如果您问任何 DATRON 应用技术人员他们最喜欢的切割工具是什么,您很有可能会得到这个答案:Monoblock 切割工具(又名 Monoblock)。 播放 在我们的高转速主轴世界中,Monoblock 刀具是王道。 Monoblock 与行业领导者 Big-Kaiser 共同开发,是一款 20 毫米双刃可转位刀片刀具,是众多人才的工具。 是什么让 Monoblock 切割工具与众不同? 1. 刚性设计——Monoblock 刀具与我们的标准刀具不同,它没有可夹紧的刀柄——刀具和刀柄合二为一。通过将 HSK-E25 锥度集成到工具本身中,提供了一个非常坚固的工具。 2. 无振动

对于博客文章来说,这似乎是一个奇怪的话题。毛刺,真的吗?打鼾,我说的对吗?我明白,相信我。在你继续下一篇文章之前,让我问你一个问题,你的零件从机器上下来后你会怎么做?根据您清洗它们的冷却液,它们准备好进行检查了吗?不,先生,十有八九他们不是。当零件从机器上下来时,几乎总是会进行某种形式的去毛刺操作。当然,除非程序员在程序中包含小倒角作为去毛刺操作。无论哪种方式,当你花费尽可能多的时间来执行一个无所不在的功能时,它怎么会像每个人想象的那样微不足道?我从 1938 年的印刷品开始工作,即使是那张印刷品上也有一个说明,要求去除所有锋利的边缘和毛刺。这篇文章旨在阐明经常被忽视的毛刺主题,并可能会教您一

无论如何,动态刀具路径都不是一个新概念。长期以来,许多机械师一直使用轻深度(轴向)切削和重侧(径向)切削来实现他们的加工目标,这是有充分理由的。任何从事该行业超过 25 年的机械师都记得 CNC 是少数派的那一天。当前的 CAM 软件允许更复杂和冗长的程序和精度。当您在 Bridgeport 上转动手柄时,保持 10% 的步幅或特定的切屑负载在涉及动态运动的情况下是不可能的。你能想象一个 600,000 行 G 代码程序的手写和打孔吗?已经做到了,但肯定不能称之为高效。因此,动态刀具路径还不是标准实践并不是因为缺乏知识,而是因为缺乏技术…… 使用动态刀具路径最大限度地延长刀具和主轴寿命 动态

大家好,今天我们将讨论多种形式的线程。在大多数情况下,我将讨论我在不同类型的螺纹切割/成型方面的经验,所以如果你正在寻找大量的技术信息,我很抱歉,但在螺纹加工方面有很多变数——也许我可以写一篇关于每种螺纹成型的技术博客。现在,我们将根据我的经验和意见对切割线程进行总体概述。我知道,意见就像......好吧,你明白了,请留在我身边,希望我能提供一些见解。 播放 首先,我们已经切割了水龙头。根据我的经验,切割丝锥是大多数行业中使用最广泛的。切割丝锥相当便宜且用途广泛。您都看过钻孔图,这些图表为您提供了不同螺纹所需的丝锥钻孔尺寸。非常直接 - 将孔钻到正确的尺寸和深度,沉孔,然后敲击它。切割丝

你有没有想过为什么在铣削一个孔或凹槽后,它的顶部比底部大?或者为什么你的量规销在孔的开始处很贴合,但不能完全穿过?简单的答案是工具偏转。一切都弯曲。我的意思是一切。工具偏斜是一个普遍存在但鲜为人知的问题。不要担心我的机械师同胞,因为这不是你的错!没有消除工具偏差,只有控制和最小化它。知识就是力量,希望在这篇文章的最后,您将了解工具偏斜的原因和潜在的解决方案。 简单地说,刀具挠度就是刀具的弯曲。当你削减一个特征时,对于这个例子,我们会说一个深口袋。切割时,您正在对工具和材料施加力。材料给了,这就是你得到筹码的原因。然而,它不会不战而败。当材料向后推时,它会迫使工具的末端与施加在材料上的力方向相

控制变量 关键是,无论您的 CNC 机床、软件、工具或自我多么复杂,您都必须进行调整。有时小,有时大。这一切都取决于你在做什么以及你是如何做的。加工涉及的变量数不胜数,因此我什至不会尝试涉及所有变量。游戏的名称是消除或至少控制这些变量以每次都获得一致的结果。假设您在星期一早上安排了一份新工作。这项工作使用八种工具,大约需要两个小时。这些工具周一一整天都很好,当你周二早上来的时候,二班的人告诉你他必须看起来很忙,所以他换掉了所有的工具。当你问他们是否磨损时,他回答说“我不知道。”你会认为他们足够聪明,可以让一个称职的人上二班,因为监督要少得多,但相信我,我知道这是怎么回事。无论如何,你现在有很

如今,增材制造和 3D 打印机成为热门话题,重要的是要记住为什么像铣削这样的减材工艺对于快速原型制作仍然非常重要。但首先,让我们来看看增材快速成型(或直接数字制造)的一些优点和局限性。 加法快速原型制作的好处 添加剂快速原型制作过程将液体树脂等材料连接和融合在一起,一层一层地从模型数据中生成 3D 对象。增材快速成型通常简单、相对便宜且快速。增材快速成型还允许在零件的型腔或内部区域内产生大量复杂性,这将需要底切,甚至可能无法通过铣削等减材工艺实现。 加法快速原型设计的局限性 增材快速成型的主要缺点是生成的零件通常不是由金属等最终用途材料制成……即使是这样,它也缺乏结构完整性。这是因为一层与
在计算机控制铣削设备的世界中,对于工作范围和精度总是有一些理解:随着机器在位置精度和可重复性方面实现越来越小的数字的能力提高,尺寸工作范围(因此您可以在机器中实际安装的最大部分)必须下降。现在,就像任何经验法则一样,这也有例外——但这些例外通常伴随着一个重要的警告:它们都是昂贵的。进入带有线性标尺的 DATRON MLCube LS 大幅面铣床。 播放 该公约已成为规范有许多正当理由。在滚珠丝杠驱动的机床中,使用具有非常紧密螺距的滚珠丝杠来实现一流的精度和可重复性通常会导致最大快速速率下降——如果您需要机器移动很长的距离,这真是太可惜了。直线电机等技术能够长距离快速移动,但在将电机运动

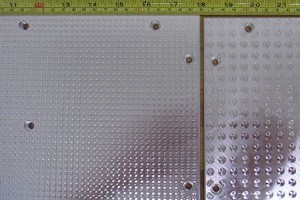
但并不是他们在 Ellis &Ellis 所做的一切都那么大。以寻路标志和建筑标牌所需的盲文为例。这是一项复杂的工作,通常在较小的标志上完成,这些标志必须符合 ADA 的位置和触觉高度等元素。可以使用多种不同的工艺生产盲文。例如,光聚合物盲文使用紫外线和化学工艺去除负空间材料。相比之下,采用光栅盲文的 Route-in-Place 是一种将小的丙烯酸珠子机械压入预钻孔的过程。 使用符合 ADA 标准的盲文进行标志雕刻 在尝试了这两种方法后,Ellis &Ellis 遇到了以下重大障碍: 光敏聚合物盲文: 首先,盲文并不完全是圆形的,因此要承担 ADA 责任。他们还发现必要的原材料价格昂贵。

问题:“我应该使用钻头还是立铣刀?” 答案: 这取决于您要达到的目标。 播放 何时使用钻头与立铣刀 钻头与立铣刀?如果您需要打很多孔,最好使用钻头。 如果您要制作一个非常小的孔,例如直径小于 1.5 毫米,请使用钻头。 1.5mm 以下的立铣刀变得越来越脆弱,因此无法像钻头那样剧烈地运行。 如果您需要钻一个非常深的孔——超过孔直径的 4 倍,请选择钻头。过了这一点,使用立铣刀排屑会变得非常困难,这会很快损坏您的工具和零件。 播放 你是不是打了很多洞?钻孔可能是要走的路。在大多数情况下,使用立铣刀可以实现的最快时间最好是钻头。 需要制作一个极其精确的孔?虽然铣削通
所以微型钻孔从来都不是我的强项。我做了很多钻孔,但从来没有小于 1/64th 或者。好吧,朋友们,如果您也是该俱乐部的一员,那么您将体验到另一个您从未经历过的钻井世界,并且正在发生一些非常惊人的事情。我最近在微钻孔方面所做的一些研究令人大开眼界,而我目前正在从事的项目是我职业生涯中最具挑战性的项目之一——所有这些都是为了钻出比人类头发稍大的孔。我们将讨论许多需要注意的事项和一些基本参数,以开始您自己的一些研究项目。 播放 就像机械加工领域的其他任何事情一样,数字不会说谎。许多相同的公式适用。但是,出错的空间要小得多。从长笛的长度到钻头的几何形状,一切都需要仔细检查,而对于微钻,任何事情

商店安全? 前进。翻白眼。现在把它弄出来。我们都看过那些表演糟糕、血腥的俗气的安全电影。不过别担心,这不是那样的——我是一个了不起的演员。不过说真的,我上课了。 我们为什么不从我最喜欢的基本规则开始——如果你在开车的时候不这样做,就不要在加工的时候这样做。不要在运行机器时睡觉、吃饭、喝酒精饮料、吸毒、给奶奶打电话、给朋友发短信或进行不安全的变道。无论是高端 CNC 还是发动机车床,都需要您始终全神贯注。所有这些机器都是没有大脑的非常强大的工具——不要争论,即使你价值 50 万美元的五轴 VMC 也不会为你考虑。机器做你告诉他们做的事情,确保你知道你在告诉他们什么。常识不是最终销售的一部分,您

位于康涅狄格州斯塔福德斯普林斯的威灵顿铭牌为从航空航天和国防到吉列体育场的广泛客户制造金属雕刻铭牌和识别标签——他们实际上为“Casa de Brady”生产了所有座椅标签。他们的金属铭牌和 ID 标签由多种材料制成,包括铝、黄铜和不锈钢。 播放 Willington Nameplate 由 Marcel Goepfert 于 50 多年前创立,自 1990 年以来,日常运营一直由他的儿子 Mike Goepfert 负责。从那时起,发生了许多变化和增长。这包括 1999 年购买第一台 DATRON 高速铣床的关键决定。 Willington Nameplate 的制造小组负责人 J
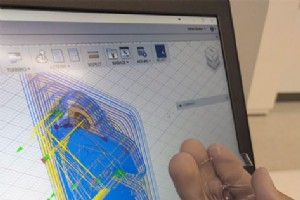
恰当地命名为 AUTODESK Fusion 360 CAM 挑战赛,参与者被要求将 Fusion 标志制作成钥匙链。 Autodesk 在他们的软件中为所有参与者提供了相同的文件。 Autodesk Fusion 360 CAM 挑战赛只有 3 个要求: 使用 Autodesk Fusion 360 进行编程 为自己编程部件拍张照片 提供最终产品的照片 Autodesk Fusion 360 CAM 挑战赛的所有参与者都有 1 周的时间来完成他们的样品零件并提交他们的照片。 在那一周有 56 人参与并标记了 152 张照片,129,000 人浏览了这些照片 . DATRON Dy

当面对需要在末端或末端进行加工的长零件时,这始终是一个挑战。同样具有挑战性的是您必须加工大部分零件的侧面。除非您的工厂配备了足够大的机床以将这样的零件安装在机床床身上方的工作空间内,否则您几乎不走运。即使您的机器物理上足够大以容纳超大零件,通常固定或安装零件也可能非常具有挑战性。传统上,由于桥下间隙有限,任何龙门式机器或路由器式机器都会立即被取消资格。除非那台机器是 DATRON M8Cube。 播放 德国设计的龙门式 M8Cube 的加工面积为 1,020mm (40”) x 830mm (32 ½”) x 245mm (9 ½”)。当必须加工不大于 9 英寸高或深的大型精密零件时,这
因此,如果您一直在阅读此博客,或浏览我们的网站,那么我相当确定您已经知道我们制造了功能强大的 CNC 真空工作台。它是许多行业必备的固定装置——快速原型制作、标牌、前面板等。真空台真正发光的地方是容纳非常小的零件。 播放 我曾经为一位潜在客户进行过演示,该演示表明您可以将整个 12 英寸 x 18 英寸 0.020 英寸厚的铝板切割成 6 毫米的圆盘,而不会让它们从真空台上飞出。请参阅下面的视频作为示例。您可以看到,这些小部件周边的最后一道切口穿过了板材,露出了位于板材和真空台之间的 VacuCard 纸——作为牺牲层,您可以切割工件但不能切入真空台的顶部。 播放 综上所述,真
数控机床