工业4.0先进制造技术信息网站!
如果可能,标准化工具,使它们在一台机器到另一台机器的位置保持相同,并在工具更换器中留下两个开放的“可变”点。 我的第一个建议是标准化工具。这主要是 CNC 车间的一个问题,因为无论如何您都是在手动机器上手动加载工具。标准化工具的第一步是在 CAM 软件中完成的。需要创建工具数据库。我总是建议从头开始。当您对工作进行编程并找出最常用的工具时,情况就会变得清晰。制作一个仅包含您使用的工具的工具数据库——它使编程变得更加简单,而不必使用过滤器和工具类型。决定什么最适合您的车间可能需要一些时间,但如果刀具 1 是机床 1 上的 6mm 单刃立铣刀,则在您的所有铣床上应该都是相同的。我工作的最后一家机
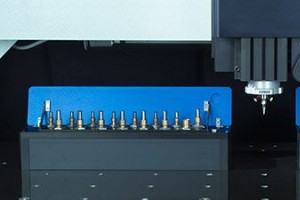
1:DATRON 牙科铣削工具的独特专利设计和几何形状 2:DATRON 牙科铣削工具的寿命和精度 DATRON 为牙科铣刀设计的切削表面可以巧妙地融合各种形状和尺寸,优于当今的许多竞争对手。我们团队创建的精密仪器可以在铬钴 (CoCr)、氧化锆 (ZrO2)、PMMA、WAX、纳米复合材料和钛等材料中实现更长的运行时间。 DATRON 牙科铣刀的运行时间(以米为单位)证明了每把刀具有更多的单位。例如,一组普通(非 DATRON)钛工具平均可生产大约 100 个基台或 10 个杆。相比之下,我们的一些牙科实验室客户看到每套工具的数量在 200 多个范围内。 请注意,下表显示 DATRO

使用 Balanced CNC 工具将您的程序推向极限。 在优化铣削程序时需要考虑平衡的 CNC 刀具,尤其是有色金属材料的粗加工、精加工和深铣。 如果您使用 DATRON 或任何其他 HSC 机床,您可能熟悉我们的单刃立铣刀系列。大多数传统机械师会使用单刃立铣刀来切割软材料,如热塑性塑料或丙烯酸树脂,但 DATRON AG 的天才们开发了一系列单刃立铣刀,专门用于铣削有色金属材料,特别是铝。再加上高转速和快速进给速度,我们的单刃铣刀以惊人的速度吞食铝而闻名。 6mm) 的振动。 DATRON 称之为“特别平衡”。 平衡 CNC 工具,例如这种特别平衡的单刃立铣刀,有助于减轻振动。 正

在制造领域,特别是材料加工领域,正确的 CNC 工件夹持是一门艺术。 您可能拥有有价值的产品或零件的概念和设计,该程序巧妙地使用最佳机器和材料完成。但是,如果您在加工过程中没有办法固定材料,所有表面都保持刚性且无振动,那么比赛就失败了。 “一匹马,一匹马!我的王国只为一匹马!”每个机械师、工具和模具制造商、生产单元主管、项目和工厂经理都完全理解这句话。没有什么能阻止成功的过程,例如材料保持不牢导致工具破损、材料滑落、高废品率、可能的机器损坏以及更糟糕的是,潜在的操作员受伤。一个夹具,一个夹具我的流程需要一个夹具! 在 DATRON,我们多年前就听到了这种呼声,并寻求与我们的机器一起使用的
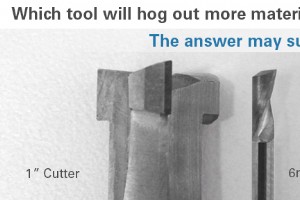
当谈到 CNC 铣削时您可能会问错问题。 作为美国东北部工业 CNC 销售的客户经理,我经常被问到:“您可以在 DATRON 机床中使用的最大工具是什么?”虽然我总是花时间来回答这个问题,但它让我有点笑,因为 DATRON 高速 CNC 铣床都是关于使用小工具的效率!现在,我当然明白,尽管该设备在 RPM 部门拥有巨大的净空,但它必须同时能够加工出更大的特征和更大的零件——我们的大多数设备都可以毕竟工作范围是 30 英寸乘 40 英寸——但在高转速和高速切削策略的世界中,大特征或大块材料去除不一定需要大直径刀具。 一个简单的例子是简单的装袋过程:取出一个工件并铣出一个区域以创建一个开放空间

试图决定你长大后想做什么?或者您正在寻求改变自己的职业道路? 你为什么在这里并不重要,我只是希望也许我能说服你考虑进入最进步和最令人兴奋的行业之一——机械车间工作。当我在高中时,试图在汽车修理工和机械车间之间做出选择时,我父亲建议去机械车间,因为这是他做过的事情,而且有很多机械车间的工作。好吧,我不知道什么是加工,更不用说 CNC 机器了,我也没有兴趣。我注册了汽车店。对我来说幸运的是,课程已满,我被迫进入机械车间课程。课程开始后,我很快就坠入爱河。然而,在我完成高中、贸易学校和学徒计划之后,似乎所有机械车间的工作都枯竭了。所以这是我的第一个建议……不要把你的未来寄托在现在。年轻的时候很难理

今天你可以看到的东西很少在某种程度上没有经过机械车间。因此,机械车间的职业既有趣又有益。 只是在机械车间职业生涯中可能出现的几个部分。你能看到 F18 顶出座部件、刀柄或调酒棒模具吗? 答案: F18 弹射座 刀柄 模具 我现在正坐在酒店房间里,所以让我们看一些例子。这台笔记本电脑、我的手机、电视遥控器、让我现在可以观看周一晚间足球赛的电视本身、微波炉、垃圾桶——所有这些东西都有成型的零件。所有这些模具都需要机加工。我现在坐的桌椅有机加工零件。停车场里的出租汽车有太多的机加工零件无法命名。办公桌上的旋钮、台灯、闹钟。好的,你明白了。在我的机械车

“优化 CNC 程序”——当您完成加工程序时,您会在脑海中听到指令。这可能是一个艰巨的过程,如果你像我一样,你就会被奴役。通常有点太多,浪费大量时间在没有实质性改进的更改上。众所周知,时间就是金钱,所以,我会尽量减轻您修改程序的一些工作量。以下是针对您的 DATRON 程序的快速、简单且有效的调整列表。 优化 CNC 程序提示 1 – 保持冷却液开启 听起来可能不多,但这种收益确实可以加起来。如果您在程序中使用冷却液,请考虑将其从定位/切削进给设置从切削 切换到横动 。您可能不容易察觉,但软件中编程了一个非常短暂的停留,以便冷却液有时间开始喷洒。命令的这种变化将使您的冷却液在定位运动之
提到硬铣削通常足以让普通机械师/程序员感到焦虑。好吧,拯救你的 Xanax 朋友,因为硬铣并不像你想象的那么可怕。 播放 成功的硬铣削涉及许多因素,我今天将讨论它们。我希望你能接受我今天给你的信息,去了解更多。在处理任何硬化钢时,您能做的最好的事情就是在切割单个芯片之前先了解自己。 硬铣削的第一个也是最重要的考虑因素是机器的结构。为了通过硬铣获得理想的结果,您需要一台具有高度阻尼能力的极其刚性的机床。 通常,用聚合物混凝土制造的机器的阻尼能力是用铸铁制造的机器的许多倍。拥有一个能够处理恒定和快速加速和减速的动态要求的 CNC 控制器也很重要。 列表中的下一个是主轴和刀具夹持。
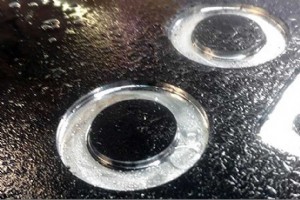
当您每天与 DATRON 一起工作时,您会看到一些非常酷的东西。有很多很酷的事情要观察或参与,以至于你可能会对这些事情有多酷感到有点麻木。所以,每隔一段时间,停下来回顾一下你一直在做的事情,花点时间去欣赏它是件好事。在这种情况下,它是半色调雕刻 . 我认为这可能是一个与读者分享的独特主题,因此您也可以享受您可以使用 CNC 机床(希望是 DATRON!)做的很酷的事情。 播放 什么是半色调? 首先,关于我们主题的一些背景知识。根据维基百科的说法,半色调图像是“一种通过使用点来模拟连续色调图像的复印技术,点的大小或间距发生变化,从而产生类似渐变的效果。” 半色调雕刻是一种模拟连续色调图像

让我们面对现实吧,有些材料根本不好玩。铬镍铁合金、硬化钢、陶瓷。每个人都喜欢一种会像黄油一样切割的材料,而典型的恐惧与不会切割的材料有关。所以最近,我们收到了后一类的材料。从不锈钢板料铣削层压垫片。 播放 因此,当完成这项艰巨的任务时,我有点畏缩,然后开始工作。幸运的是,DATRON 的技术非常适合加工垫片。但是为什么呢? 真空夹具是铣削层压垫片的理想选择 您典型的垫片加工夹具看起来像这样;一块底板,一层粘合剂,一层垫片,另一层粘合剂,然后在顶部涂上一层铝牺牲层,以防止分层。不用说,设置需要很长时间,而故障则需要更长的时间。使用我们的真空台夹具,设置更易于管理;真空台,一层真空流板,
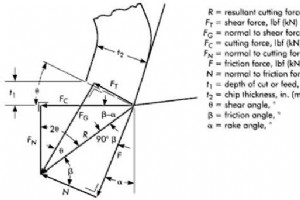
机加工车间数学是 CNC 程序员和机械师的重要考虑因素。 我在机加工车间工作的这些年中遇到的一个更常见的问题是,普遍缺乏关于机加工车间数学的现成和方便的信息——特别是关于进给、速度和相关公式的信息。 无论您是在编程 5 轴 CNC 机床,还是在 60 年历史的膝上铣刀上转动手柄,数字都不会说谎。然而,我学到的一个非常重要的教训是尊重变量。您将在机加工车间使用的任何通用公式都会为您提供适当处理切割所需的信息,但请记住始终将该数字视为起点。任何切割都有不可估量的变量,一直到车间的大气条件。无论是每分钟表面英尺数、每齿切屑负载、每分钟转数、每分钟英寸,工具制造商都会为您提供建议的数字 或这些和

关于使用小型铣刀进行高速铣削及其在制造业中的正确使用的观点与螺母和螺栓一样多。高速铣削的好处是它可以降低切削载荷和切屑率,从而产生更好的表面光洁度。在我们这个高速、高公差、高产量的加工世界中,需要结合许多点来创造一个完美的零件。在 DATRON,我们提倡适当的 DATRON 机器配置、材料夹持和切削刀具以及优化速度和进给的策略来定义该策略。 高速铣削成功的 5 个必备条件: 无振动高速/频率主轴 刚性且无振动的 X、Y 和 Z 轴 刚性、完全支撑、无振动的工件夹持。 无振动工具 使用适当的进给和速度优化程序 本次讨论将涉及第四项,工具。 因此,您的车间已经投资了一台高速铣床,并且您

具有更小的电机和驱动电子设备的节能数控机床每年可为制造商节省数千美元的运营成本。 根据国际计分卡,德国在能源效率方面排名第一,而美国在 16 个主要经济体中排名第 13,仅次于中国、加拿大和印度。 北美公司在采购新设备时应考虑节能数控机床。减少制造产品所需的能源量是一项无私且令人钦佩的事业……而且确实可以带来回报。 北美的制造业如此庞大和多样化,以至于无法描述所有节能和省钱的机会。像西门子这样的公司提供了一系列节能产品,制造商可以采用这些产品来节约能源、减少碳足迹并提高利润。我在这个博客中分享了他们的一些视频。 但首先,让我们来看看节能机床。制造商使用大量能源为各种机床提供动力。其

作为 DATRON Dynamics 的总裁,我经常被问到 DATRON AG(DATRON CNC 机床的制造商)是如何开始的。公司的历史或起源定义了公司的特征,并且是决定投资其产品时的关键信息。简短的回答是,DATRON 偶然进入了机床行业。 1969 年,DATRON AG(或当时的 Datron Electronic)作为电子传感器和测量系统的制造商成立。他们生产了一系列汽车非接触式光学速度和加速装置,以及油耗的流量测量。此外,他们还生产印刷电路板设计、控制系统和轴运动装置。 到 1980 年代后期,他们意识到他们需要能够加工小型机电设备,例如前面板、电子外壳、散热器等,以完成组装
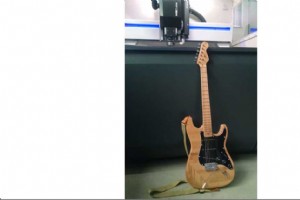
DATRON AG 员工 Marc Reis 使用 DATRON M8Cube 高速铣床制作了一把 CNC 吉他。这把 CNC 吉他是 Fender Stratocaster 复制品,琴体、琴颈、电子口袋、音柱镶嵌和调音器通孔均在德国 DATRON AG 制造的高速 CNC 铣床上铣削。 数控吉他铣削视频 对于这个 CNC 吉他铣削项目,Marc 能够利用 DATRON 的许多独特功能,例如用于在加工过程中固定吉他琴身的真空工作台夹具。 DATRON 真空工作台旨在快速有效地将平面工件固定到加工系统的床身上。以前只有很困难才能固定的稀料,使用这种真空系统可以在几秒钟内固定。这包括薄至 0.0

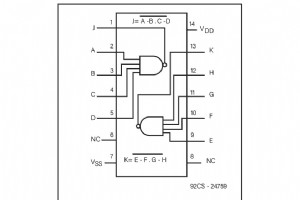
组合刀具 - DATRON 铣螺纹铣刀 因此,您正在以稳定的速度在机器上生产零件。订单正在执行,老板很高兴。生活是美好的。 但是,如果你像我一样,你仍然在为可以节省的时间而苦恼。我之前谈过动态设置在缩短周期时间和提高表面光洁度质量方面的好处,但那又如何呢?在您的过程中节省一些时间的一种可靠方法是减少工具更换。在您组织好操作顺序以尽量减少工具更换后,情况有所改善,但如果我们可以交换两件工具来代替一件工具呢?好吧,幸运的是,DATRON 也有同样的想法。 认识铣螺纹铣刀。这个名字可能听起来多余,但有一个很大的原因。在外部凹槽负责切割螺纹的任务之前,尖端的三个凹槽会去除所有材料。与标准

DATRON M8 与 DATRON M8Cube 10 多年来,DATRON 在安装 M8 龙门式加工系统方面拥有非常成功的历史。这台革命性的机器拥有近 1,000 台机器的安装基础,使 DATRON 成为高速数控加工系统的行业领导者。 DATRON 在德国的才华横溢的研发团队与他们的 M8 客户群密切合作,为下一代机器制定了一份全面的愿望清单。 2012 年秋天,全新 M8Cube 的推出,回应了这些合作努力的所有辛勤工作。 在 2012 年夏天首次向我介绍这台机器时,DATRON AG 研发总监 Matthias Reck 告诉我:“我们成功地开发了一种机器,其零件数量减少了一半,

DC 图形 由 Kevin Brandon 于 94 年创立,如今由总裁 Eugene Prohaske 和副总裁 Kristine Brandon 经营,在雕刻行业拥有悠久的历史。 Eugene 是一位热情的雕刻师,在包装行业的雕刻方面拥有 30 多年的经验。他最初于 1983 年在父亲的公司 Styleart Engraving 开始从事雕刻业务。1994 年父亲退休后,Eugene 与合伙人一起在曼哈顿创办了自己的公司 HAP Engraving。他们一直营业到 2010 年他来到 DC Graphics。 Eugene 最初与 DC Graphics 的前总裁兼创始人 Kevin Br

绝对与增量运动 绝对与增量运动? 这是您在机加工车间会听到或使用的两个术语,并且有很多人并不真正了解其中的区别。当我在客户的商店中培训他们使用新机器时,我有点惊讶有多少人不知道区别是什么。不要误会,不知道也没什么不好——毕竟,如果你已经知道了,你现在就不会读到这里,我的存在也就毫无意义了。 根据我的经验,有几种方法可以传达绝对运动和增量运动之间的区别。说到机器运动,简单地说: 一个绝对 移动到坐标 基于您的零点 . 一个增量 移动 A DISTANCE 基于您的当前职位 .增量运动不考虑您的零件零点。 让我们来看一个例子。我们将假设您在机器上设置了夹具和工件,并且您的零点是左前角,
数控机床