工业4.0先进制造技术信息网站!
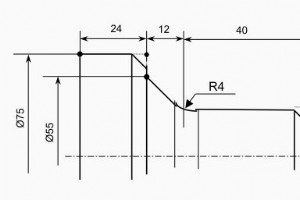
用G01 G代码编程的直线运动可以通过倒角(C)或半径(R)链接到下一个cnc程序段的运动。 相关:G01 倒角和圆角 CNC 程序示例 G01倒角编程 倒角可以通过字母 C 后跟值来识别。 N12 …..N13 G1 X… Z… C…N14 ….. G01倒角编程 G01 半径编程 半径可以通过字母 R 后跟值来识别。 N12 …..N13 G1 X… Z… R…N14 ….. G01 半径编程 如需使用 G01 的倒角和半径的完整数控编程示例,请阅读以下数控编程文章G01 倒角和圆角 CNC 程序示例
有关如何使用 G01 G 代码对倒角和圆角半径进行编程的简要说明,请阅读以下数控编程文章使用 G01 G 代码进行倒角和半径编程。 您可能会阅读其他 cnc 示例程序文章,这些 cnc 编程文章对于在车间工作的 cnc 程序员/cnc 机械师来说是一个很好的 cnc 编程参考。 初学者的 CNC 编程一个简单的 CNC 编程示例 英制简易数控车床程序CNC编程实例 车床数控编程实例 初学者数控铣床编程示例 CNC G02 圆弧插补顺时针数控铣示例程序 以下数控程序示例显示了如何在数控车床程序中使用 G01 实际编程倒角和半径。 G01 倒角和圆角 G01 G代码倒角圆角CNC编程实
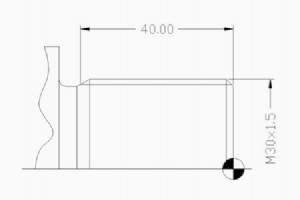
Fanuc 系列 21i 18i 16i 带 G76 螺纹循环的螺纹切削 Fanuc G76循环可用于外螺纹和内螺纹切削。Fanuc系列21i 18i 16i数控系统使用G76螺纹循环两种程序段格式。 对于在 Fanuc 21i/18i/16i 上使用 G76 进行螺纹加工的内螺纹示例,请阅读在 Fanuc 21i 18i 16i 上使用 G76 螺纹加工循环进行内螺纹加工 相关:Fanuc 10/11/15T 的 G76 螺纹循环单行格式 G76 外公制螺纹加工数控程序 在 Fanuc 21i 18i 16i CNC 上使用 G76 螺纹循环进行外螺纹切削 N17 T101N18
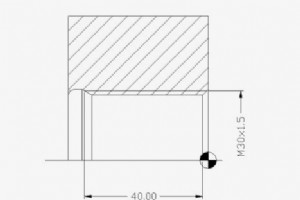
发那科控制21i/18i/16i的G76螺纹循环内螺纹CNC程序。 有关使用 G76 螺纹循环进行外螺纹加工的示例,请阅读在 Fanuc 21i 18i 16i CNC 上使用 G76 螺纹循环进行外螺纹切削 Fanuc 21i/18i/16i 使用 G76 螺纹循环的两种程序段格式。 相关:Fanuc 10/11/15T 的 G76 螺纹循环单行格式 Fanuc G76螺纹循环有多个参数很难记住,但同时G76螺纹循环的多个参数给了cnc程序员/cnc机械师控制螺纹切削的多种选择,下面列出了一些。 G76 螺纹切削循环允许数控机械师控制空切次数、螺纹跳动、进刀角度。 内螺纹加工CN
Run Stop Jog Continue (RSJC) 是 Haas 铣床和车床上的一种数控控制功能。 Haas Run Stop Jog Continue (RSJC) 概述 RSJC 允许您停止正在运行的程序,慢跑离开零件,然后恢复程序执行。一旦工具离开零件,就可以更换磨损的刀片或破损的工具和/或检查关键特征。然后程序可以恢复。 一些注意事项! 请注意,当程序继续运行时,旧的或当前活动的偏移量将用于返回位置,机器将不会通过您慢跑离开的相同路径返回。如果更换刀具,长度必须与之前的刀具相同(推荐使用离线对刀仪)。 Haas Run Stop Jog Continue – 一步一步 要激
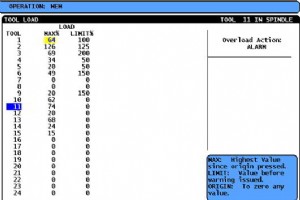
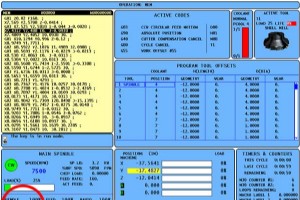
Haas CNC 上的刀具负载监控 Haas CNC 控制器提供了工具(主轴)负载监控功能,便于 CNC 操作员为每个工具设置负载限制,在当前命令显示中找到并按下翻页直到显示屏幕。 根据设置 84 工具过载操作,输入最大值会导致机器发出警报、进给暂停或蜂鸣声。 Haas 刀具负载监控以更好地保护刀具 工具负载监控功能有助于防止机器损坏,因为 工具故障 意外的材料差异(冷点等) 编程错误。 哈斯自动进给 随着 9.43 软件的发布,工具负载监控通过包含 Autofeed 得到进一步增强 – 根据刀具负载自动限制进给速度的功能。 Haas Autofeed 的工作原理! 要使用此

数控刚性攻丝 大多数 CNC 机床现在都提供刚性攻丝功能作为标准功能。在刚性攻丝期间,机器的主轴旋转和进给同步以匹配特定的螺距,因为刚性安装的丝锥被快速驱动进出孔。 刚性攻丝 使用 G331/G332 在 Sinumerik 840D/810D 上进行刚性攻丝 在 Sinumerik 840D / Sinumerik 810D 上,刚性攻丝使用 G331/G332 G 代码完成。 G331 攻丝G332 退刀攻丝。主轴自动改变旋转方向。 编程 N50 G331 Z-50 K2 S500N60 G332 Z5 K2 Sinumerik 840D 810D 刚性攻丝 G331 G

G代码也称为预备代码(预备函数)。 完整的CNC G代码清单 完整的G代码列表 Fanuc 和类似设计的 CNC 控制器上常见的 G 代码列表 G代码 分组 函数 一个 B C G00 G00 G00 01 定位(快移) G01 G01 G01 线性插补(切削进给) G02 G02 G02 顺时针圆弧插补或顺时针螺旋插补 G03 G03 G03 逆时针圆弧插补或逆时针螺旋插补 G04 G04 G04 00 停留 G07.1(G107) G07.1(G107) G07.1(G107) 圆柱插补 G08 G08 G08 高级预览控件 十国集团 十国集团 十国集团 可编程数据输

HAAS 数控车床的其他功能 Haas 数控车床 M 代码 M-代码 描述 M00 程序停止 - 模态 M01 可选程序停止 - 模态 M02 程序结束 - 模态 M03 主轴正转 (S) – 模态 M04 主轴反转 (S) – 模态 M05 主轴停止 - 模态 M08 冷却液开启 – 模态 M09 冷却液关闭 – 模态 M10 卡盘夹具 – 模态 M11 Chuck Unclamp – 模态 M12 自动喷气开启 (P) – 模态/可选 M13 自动喷气关闭 - 模态/可选 M14 主轴夹具 - 模态/可选 M15 主轴松开 - 模态/可选 M17 向前旋转
HAAS 数控车床准备功能 Haas 数控车床 G 代码 G00 快速定位运动G01 直线插补运动或直线运动、倒角和圆角 – 模态 G02 CW 循环插补运动 – 模态G03 CCW 圆弧插补运动 – 模态G04 D well (P) P=秒。毫秒G05 精细主轴控制运动(动力刀具)-可选G09 精确停止G10 可编程偏移设置G14 主轴/副主轴交换-可选 G15 主轴/副主轴交换取消 – 可选G17 圆周运动 XYZ 平面选择动力刀具(G02、G03) – 模态,可选G18 圆周运动 ZX 平面选择(G02、G03)G19 圆周运动YZ平面选择动力刀具(G02,G03)-模态/可选G2
Fanuc G94 One Pass Facing Cycle Fanuc G94 G代码用于粗车削。 Fanuc G94 面加工循环用于简单面加工(一次走刀面加工),但通过指定附加走刀的 Z 轴位置也可以进行多次走刀。 相关:Fanuc G72 面对固定循环 Fanuc G94 面加工循环编程和使用非常简单。 G94 G代码参数说明如下, G94 X…Z…X:X轴终点。Z:Z轴终点。 使用 Fanuc G94 Facing Cycle 的 CNC 程序代码 Fanuc G94 端面循环数控实例程序 N10 G50 S2500N20 G96 S180 M03N30 T0100N

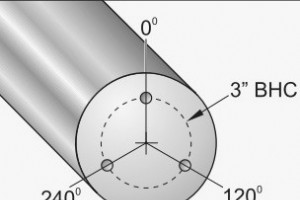
M19 主轴定位 M19 主轴方向。 M19 M 代码将主轴停止在定义的角度位置。 主轴定向的使用 主轴定位通常用于数控车床上的铣削操作(动力刀具)。 主轴和副主轴可定向传送不规则工件。 M19 主轴定位 Fanuc 上的 M19 主轴定位 停止角度通过可选地址S(Fanuc)编程。示例: N22 ……N23 M19 S45N24 …… Haas CNC 上的 M19 主轴定位 M19 调整主轴到固定位置。如果没有可选的 M19 主轴定向功能,主轴将仅定向到零位置。可选的主轴定向功能允许 P 和 R 地址代码。例如, M19 P270 会将主轴定向到 270 度。R 值允许程序
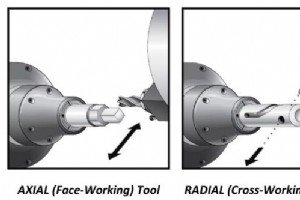
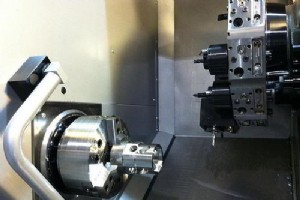
数控车床动力刀具定义 数控车床动力刀具选项允许您驱动轴向或径向动力刀具,以在零件表面和直径周围执行钻孔或攻丝等二次操作。主轴以精确的增量提供分度,以实现零件定位和可重复性。 数控车床动力工具轴向和径向 在数控车床上使用带电工装之前,数控车床必须为带电工装操作做好准备。例如, 使用 G81、G82、G83、G85、G89、G95 循环设置 Haas CNC 参数动力刀具 动力工具驱动器必须接合。 动力工具必须以某个编程速度正转/反转。 操作时主轴的夹紧/松开。 可以使用主轴方向。 C 轴可用于更精确的动力刀具操作。 最后必须停止带电工具 动力工具驱动器必须断开(在某些数控机床上,动力工
现场工装车床编程 这是一个动力刀具车床编程示例,展示了在 Haas 数控车床上使用动力刀具(动力刀具)和主轴定向。 哈斯数控车床机读的动态工装及相关M代码简介 CNC 车床动力刀具定义和相关 Haas CNC M 代码 M19 主轴方向 – M119 副主轴方向 Haas 数控车床 M 代码 Haas 数控车床 G 代码 实时工具程序示例代码 对于使用 C 轴进行主轴控制的同一数控程序示例,请阅读 Haas CNC 上带动力刀具的 C 轴车床编程示例 CNC 主轴定位 M19 Haas CNC 程序示例 O0050N10 T101N15 G54N20 G00 X3.0 Z0.1N
现场工装车床编程 这是一个动力刀具车床编程示例,展示了在 Haas 数控车床上使用动力刀具(动力刀具)和主轴定向。 哈斯数控车床机读的动态工装及相关M代码简介 CNC 车床动力刀具定义和相关 Haas CNC M 代码 M19 主轴方向 – M119 副主轴方向 Haas 数控车床 M 代码 Haas 数控车床 G 代码 实时工具程序示例代码 O0051 N10 T101 N15 G54 N20 G00 X3.0 Z0.1 N25 G98 N30 M154 (C-Axis engage) N35 C0.0 N40 M133 P2000 (Live Tooling Drive Forwa

C 轴动力车床编程 这是一个动力刀具车床编程示例,展示了动力刀具(动力刀具)和 C 轴在 Haas 数控车床上的使用。 哈斯数控车床机读的动态工装及相关M代码简介 CNC 车床动力刀具定义和相关 Haas CNC M 代码 Haas 数控车床 M 代码 Haas 数控车床 G 代码 此 CNC 程序示例使用 C 轴命令控制主轴,但可以在此处找到使用主轴定向 M19 的相同程序示例Live Tooling Lathe Programming Code – Spindle Orientation Haas CNC C轴车床编程实例 C轴车床带电刀具编程实例 O0050N10 T101
带动力刀具的 Haas CNC 循环 G81、G82、G83、G85、G89、G95 在使用带有端面或轴向动力刀具的 G81、G82、G83、G85、G89、G95 固定循环之前,必须确保正确设置了 haas cnc 参数 315 位 1(NO SPINDLE CAN CYCLE)。 Haas 参数 315 通用开关 4 – Haas 车床 Haas CNC 参数 315 位 1(NO SPIND CAN CYCLE) Haas CNC参数315位1 Haas 数控车床参数 315 位 1 设置为 1 如果 Haas 数控车床参数 315 位 1 设置为 1,则在固定循环期间不会激活
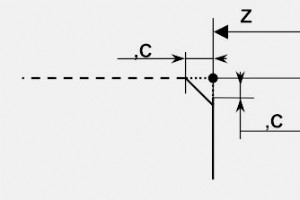
CNC G01 A…角度编程 使用 G1 (G01) G 代码指令以及运动终点坐标 X 和/或 Z 时,除了半径 (G01 R…) 或 在最终点上倒角 (G01 C...),程序员可以指定移动角度 (G01 A...)。 有关如何使用 G01 G 代码对倒角和圆角半径进行编程的简要说明,请阅读以下数控编程文章使用 G01 G 代码进行倒角和半径编程。 G01 角度编程 角度编程时,A值可正可负,取值范围为0°~360°。 要定义角度值,请参见想象将“十字”与中心放在直线的第一个点上的图。直线的角度是通过想象将十字零(Z轴)正方向或负方向与直线相交来确定的。
每转进给 (G95) G95 每转进给 G95(每转进给)是一种模态 G 代码,它指示控件将进给命令解释为主轴每转毫米数 (mm/rev) 或每转英寸数。 G01 F0.02 上述 cnc 程序代码会使主轴每转一圈轴前进 0.02mm。 当 G95 激活时,进给值将按如下方式编程:F0.05、F0.15、F0.3、F0.5 等等。 N11 ……N12 G95 ; Program with G95 (F= mm/rev.)N13 G1 Z-20 F0.2N14 …… CNC 示例程序,每转 G 代码 G95 进给 初学者的 CNC 编程一个简单的 CNC 编程示例 车床数控编程实例

每分钟进给 (G94) G94 G 代码是模态 G 代码。 G94 指示控件将进给命令解释为 线性移动的英寸/分钟或毫米/分钟。 旋转运动的度数/分钟。 对于线性和旋转移动的组合,英寸/分钟或毫米/分钟。 当对线性移动和旋转移动的组合进行编程时,旋转移动与进行线性移动所需的时间相匹配。 G94 功能选择以毫米/分钟或英寸/分钟为单位的进给 F。当此功能激活时,进给值将按如下方式编程:F50、F150、F500、F2000 等。 G94(每分钟进给)G 代码用于在主轴静止时或当需要从主轴旋转中释放轴进给时(例如:当使用电动工具或动力工具进行铣削时)以工作进给执行运动. 相关:Haa
数控机床