工业4.0先进制造技术信息网站!

Haas 设置和运行模式是 Haas 控制的按键开关附加功能,可提供额外的安全层和功能。在他们 2011 年的机器系列中引入,大多数操作员必须学习熟悉控制的新功能。 Haas 设置和运行模式 Haas 数控机床在操作员门上配备了锁,并在控制悬架侧面配备了一个钥匙开关,用于锁定和解锁设置模式。通常,设置模式锁定/解锁状态会影响机器在门打开时的运行方式已打开。 Haas 运行和设置模式的简短摘要 运行模式 什么都做,但门必须关着。 设置模式 急流最大 25% 主轴最高 750 RPM 必须按住“Cycle Start”才能在门打开的情况下运行机器 Haas 运行模式 大多数

Hurco Mill G 代码列表,适用于使用 Hurco CNC 铣床的 CNC 机械师。 Hurco CNC 是先进的 CNC 机床,包括加工中心、车削中心和 5 轴,均配备 WinMax 数控系统。 Hurco VMX30U 五轴加工中心 下载赫克手册 Hurco 编程手册可从 Hurco 网站免费下载Hurco CNC 手册编程和维护免费下载。 下载赫克 WinMax 软件 CNC 机械师可以从 Hurco 网站免费下载 Hurco WinMax 软件Hurco CNC 软件 WinMax 免费下载。 赫克磨机 G 代码列表 -------------------------

Hurco 车削中心(双屏和 Max 控制台)的 G 代码列表。 Hurco 车床 G 代码列表还指定了哪些 Hurco G 代码是模态的,哪些是非模态的。 赫克车削中心 赫克手册免费下载 Hurco 编程手册可从 Hurco 网站免费下载Hurco CNC 手册编程和维护免费下载。 Hurco WinMax 软件免费下载 CNC 机械师可以从 Hurco 网站免费下载 Hurco WinMax 软件Hurco CNC 软件 WinMax 免费下载。 赫克车床 G 代码列表 Hurco 车床模态 G 代码上写有一个“M”。 ----------------------------
G82带暂停的钻孔循环可用于孔底需要更精确加工的普通钻孔。 否则,如果您只想要一个没有在孔底停留时间的钻孔循环,G81 钻孔循环可以节省大量时间。 下面是一个cnc编程实例,说明了G82钻孔循环的使用。 G82 钻孔循环 CNC 铣削示例程序 G82 钻孔固定循环带暂停 CNC 铣削示例程序 O10076N10 T11 M06N20 G90 G54 G00 X0.5 Y-0.5N30 S1200 M03N40 G43 H11 Z1. M08N50 G82 G99 Z-0.375 P1 R0.1 F7.5N60 X1.5N70 Y-1.5N80 X0.5N90 G80 G00 Z1. M
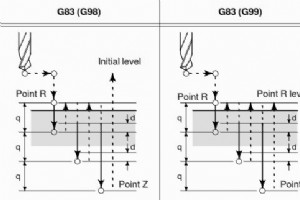
G83 钻孔循环 G 代码是模态的,因此每次 X 和/或 Y 轴移动时都会激活它,它会快速到达该位置,然后再次执行该固定循环(钻孔),直到它被取消 (G80) . G83 深孔深孔钻循环操作 发那科G83深孔啄钻循环 由于G83是深孔钻孔循环,所以G83钻孔循环中每孔深孔钻的深度为Q定义的深度。 刀具将进行啄孔(Q 深)然后刀具将在每次啄孔后快速到达 R 平面然后返回进行下一次啄孔直到达到 Z 深度。 Z轴间隙定位用G98和G99进行孔间定位。 G83 深孔钻孔循环格式 G83 X_ Y_ Z_ R_ Q_ F_ K_; X Y – 孔位置数据Z – Z 深度(从 R 平面进给到
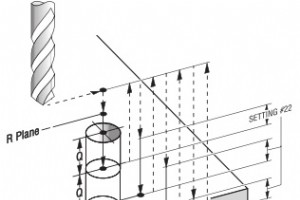
G83深孔深孔钻固定循环说明 G83 钻孔循环 G 代码是模态的,因此每次 X 和/或 Y 轴移动时都会激活它,它会快速到达该位置,然后再次执行该固定循环(钻孔),直到它被取消 (G80) . Haas CNC 控制的 G83 钻孔循环 G83 深孔钻孔循环 在处理深孔啄钻 (G83) 时,Haas CNC 控制为我们提供了更大的灵活性。 Haas CNC有两种格式的G83深孔啄钻循环。 第一个也是广泛使用的是 Fanuc CNC 控制格式,如下所述这种 G83 钻孔循环格式在这里简要描述 G83 Peck Drilling Cycle (Deep Hole) for Fanuc
G83 啄钻循环的 CNC 编程示例代码。 G83深孔深孔深孔钻循环,让深孔钻削变得轻而易举。 与 G81 钻孔循环一样,您可以快速轻松地进行简单的钻孔。 但是 G83 啄钻由于其啄钻的特殊性,每次切削或啄钻后都会将切屑扔掉,这样冷却液也可以自由到达孔底,从而保持钻头和零件的冷却和清洁。 下面的G83深孔钻循环示例代码以通俗易懂的方式说明了深孔钻循环的使用,即使是初学者级的cnc程序员/cnc机械师也能轻松理解。 要完整了解 G83 啄钻循环,请阅读 Fanuc 的 G83 Peck 钻孔循环(深孔) Haas CNC 的 G83 啄钻循环(深孔) G83 钻孔循环示例程序 G
Haas CNC 加工中心允许精确地重复刚性攻丝操作。 因此,可以使用标准的G84攻丝循环对同一孔或多个孔进行重复攻丝。 这样就可以对同一个孔重复 G84 攻丝循环,深度逐渐增加,就像啄钻一样。 这使得数控机械师可以轻松进行深孔攻丝,因为这种技术可以延长丝锥寿命,有助于断屑。 深孔攻丝 G84 深孔深孔攻丝 G00 X0.5 Y-0.5G43 H04 Z0.1S650 (G84 Turns on spindle)G84 G99 Z-0.375 R0.1 F32.5 (Hole 1)G84 Z-0.75G84 X1.5 Y-1.5 Z-0.375 (Hole 2)G84 Z-0.75
G84丝锥循环是CNC加工中心最常用的功能之一。 该G84攻丝循环示例程序以通俗易懂的方式说明了攻丝的使用。 G84攻丝循环是一个模态G代码,所以用G80取消,否则它会在每一个X和/或Y运动中执行攻丝操作。 G84攻丝循环格式 G84 X_ Y_ Z_ R_ F_ X Y – 孔位置数据Z – Z 深度(从 R 平面进给到 Z 深度)R – R 平面的位置F – 切削进给速度 关于 G84 的完整文章阅读 G84 攻丝循环 – CNC 铣床编程另一篇相关文章使用 G84 的深孔攻丝或深孔攻丝 G84 攻丝循环示例 CNC 程序 G84攻丝循环示例 O100 (G84 R.H. Ta

山特维克可乐满在线产品目录不仅仅是一个在线刀具和插入相关数据,但它不仅如此。 山特维克可乐满在线目录网站也有免费进给、速度、切削数据计算器(切削数据推荐模块或切削数据计算器),甚至您还可以下载 3D 模型。 如果您想下载山特维克可乐满产品目录,请阅读山特维克可乐满产品目录 pdf 免费下载 山特维克可乐满在线产品目录 (CoroGuide) 山特维克可乐满在线目录 浏览山特维克可乐满 30,000 种金属加工产品的全系列。 您还将找到有关匹配插件、适配器和备件的信息。 每个刀片和刀具数据都有指向切削数据计算器的链接,该计算器可以计算推荐的进给量、速度等,以实现平稳的加工操作。

G74反向攻丝循环 有许多名称,如G74 左旋攻丝循环、G74 反攻丝循环、G74 反向攻丝循环等。但工作方式与G84 攻丝循环相同。因为G84 攻丝循环是仅适用于右手攻丝,因此数控机械师可以使用 G74 攻丝循环进行左手攻丝。 编程 G74 X_ Y_ Z_ R_ F_ 参数 参数 描述 X Y 孔位数据 Z Z-depth(从R平面进给到Z-depth) R R平面的位置 F 切削进给速度 操作 G74 攻丝循环的攻丝是通过逆时针旋转主轴进行的。当到达孔底时,主轴顺时针方向旋转退回。此操作创建左旋螺纹。 饲料计算 使用刚性攻丝时,必须计算进给率和主轴速度之间的比率以
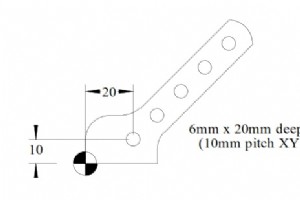
再举一个G81钻孔循环编程实例,说明在G91增量编程模式下重复钻孔的使用。 其他 CNC 程序示例在这里 G81 钻孔循环 - 在 G91 增量模式下重复钻孔示例代码 使用 G81 钻孔循环重复钻孔 G81钻孔循环和G91重复钻孔 O1000T1 M6G00 G90 G40 G21 G17 G94G54 X20 Y10 S1000 M03G43 H1 Z100Z3G81 G99 R3 Z-20 F350 M08G91 X10 Y10 K4G80G00 G90 Z100M30
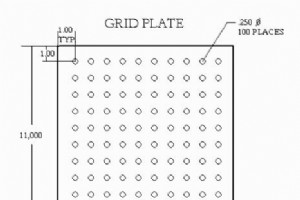
CNC 机床车间处理各种组件,当然,cnc 机械师对它们进行编程和加工。但 cnc 机械师还应该了解和实践新的和经济的方法来加工组件。 下面的cnc编程实例可以采用多种方式进行编程,本cnc程序实例所采用的cnc编程方式采用G81钻孔循环配合G91增量编程方式,使编程变得容易。 Fanuc cnc控制使用K和G81钻孔循环重复钻孔循环。Haas cnc控制使用L重复G81钻孔循环。 以下数控程序是为 haas 数控机床编写的,但可以轻松转换为发那科数控机床。 您可能会阅读其他 cnc 编程示例,其中显示了 Fanuc cnc 控件的相同技术 G81 钻孔循环 – 在 G91 增量模式
PCD 钻头——复合材料的下一步 凭借 PCD 钻头系列 CX1 和 CX2,山高刀具在复合材料加工刀具的开发中迈出了下一步。 新的 PCD 技术提高了刀具寿命、生产率和孔质量(特殊几何形状可防止分层和未切割纤维)。这将为您提供高质量的孔并减少加工时间。 CX1 几何形状减少了额外工作的需要,因为分层和未切割纤维被最小化,而 CX2 几何形状是钻堆叠材料时的最佳解决方案。标准的 30° 螺旋角确保切屑/灰尘排出。锋利度和出色的尺寸公差,加上 PCD 切削刃,在表面光洁度和孔公差方面提高了工件质量。 PCD 钻头相对于传统钻头的全部潜力和价值体现在提高生产率和刀具寿命上。为了全面提高成本

想在圆上钻孔或攻丝,但你只知道圆的半径和孔数。 G70螺栓孔圆 那么不用担心 G70 螺栓孔圆会为您完成所有数学运算。 G70 螺栓孔圆循环适用于 G73、G74、G76、G77 和 G81 – G89。 G70属于0组,因此是非模态的。 G70螺栓孔圆格式 G70 I J L I =螺栓孔圆的半径 (+CCW / – CW)。J =第一个孔的起始角度(在 3 点钟位置从水平方向逆时针 0 到 360°)。L =螺栓孔圆周等距孔数。 要使 G70 正常工作,固定循环必须处于活动状态,以便在每个位置执行钻孔或攻丝功能。刀具必须位于前一个程序段或 G70 中的圆心块。 跳过圆心钻孔
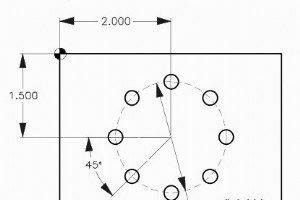
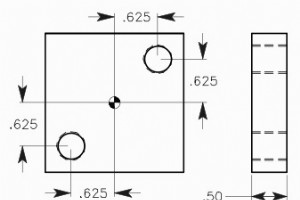
G70 螺栓孔圆命令使以均匀距离在圆上钻孔/攻丝/钻孔变得容易。无需知道或计算每个孔的位置。您只需要知道半径圆周长、第一个孔的起始角和总孔数。 G70螺栓孔圆格式 G70 I J L I =螺栓孔圆的半径 (+CCW / – CW)。J =第一个孔的起始角度(在 3 点钟位置从水平方向逆时针 0 到 360°)。L =螺栓孔圆周等距孔数。 CNC 铣削 G70 螺栓孔圆程序示例 以下 cnc 程序示例使用 G81 钻孔循环结合 G70 螺栓孔圆 G 代码在 1(英寸)半径的圆上均匀分布地钻 8 个孔。 G70螺栓孔圆程序示例 O0009N1 T1 M06N2 G90 G54 G00 X
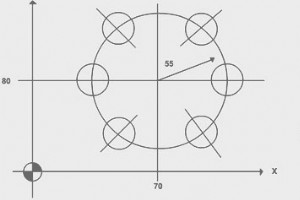
下面的 cnc 示例程序说明了使用 G83 啄钻循环和 G70 螺栓孔圆 G 代码来加工圆形均匀间隔的深钻。 尽管 G70 螺栓孔圆循环适用于 G73、G74、G76、G77 和 G81 – G89。相关: G70 螺栓孔圆 - CNC 铣床编程 Fanuc 的 G83 Peck 钻孔循环(深孔) Haas CNC 的 G83 啄钻循环(深孔) CNC程序示例代码 G83 钻孔循环 G70 螺栓孔圆 O001N10 T5 M06N20 G90 G54 G00 X70. Y80.N30 S1451 M03N40 G43 H05 Z50. M08N50 G83 R2. Z-25. Q2.
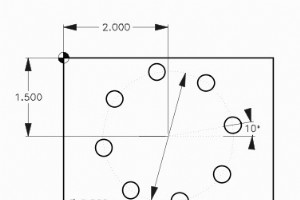
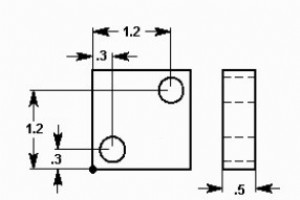
G70螺栓孔圆G代码(固定循环)参数少,编程非常简单。 G70螺栓孔圆参数很容易解释,但本数控编程实例着重于起始角参数(G70 J)。 G70 起始角度参数 J – 这是第一个孔的起始角度值(3 点钟位置从水平方向逆时针旋转 0 到 360°)。 CNC 程序示例 G70螺栓孔圆示例 O1009N10 T15 M06N20 G90 G54 G00 X2. Y-1.5N30 S1620 M03N40 G43 H15 Z1. M08N50 G81 G99 Z-0.45 R0.1 F8. L0N60 G70 I1.25 J10. L8N70 G80 G00 Z1. M09N80 G53 G4
与 G70 Bolt Hole Circle 一样,cnc 机械师可以在圆上加工钻头/丝锥/钻孔等距的孔,有时您必须以弧形钻孔/攻丝/钻孔等距的孔,因此 G71 Bolt Hole Arc haas cnc命令。 G71 螺栓孔圆弧 借助 G71 螺栓孔圆弧,数控铣床机械师可以轻松地在已知半径的圆弧中钻孔/钻孔/攻丝均匀间隔的孔。 参数少,易于编程。 G71 螺栓孔圆弧非模态。 G71螺栓孔圆弧格式 G71 I J K L I – 螺栓孔圆弧的半径J – 第一个孔的起始角(在 3 点钟位置从水平方向逆时针旋转 0 到 360°)。K – 孔之间的角间距(+或-)L——螺栓孔圆弧周围
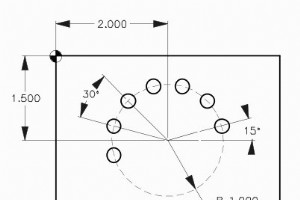
G71螺栓孔圆弧指令的CNC程序示例代码。 G71 螺栓孔圆弧命令可以轻松地在圆弧上钻孔/攻丝/钻等间距的孔。 固定循环G73、G74、G76、G77或G81-G89可与G71螺栓孔圆弧G代码一起使用。 G71螺栓孔圆弧格式 G71 I J K L I – 螺栓孔圆弧的半径J – 第一个孔的起始角(在 3 点钟位置从水平方向逆时针旋转 0 到 360°)。K – 孔之间的角间距(+或-)L——螺栓孔圆弧周围均匀分布的孔数。 阅读全文 G71 螺栓孔弧 - CNC 铣床编程 G71螺栓孔圆弧编程实例 G71螺栓孔圆弧示例程序 O005N10 T2 M06N20 G90 G54 G00
数控机床