工业4.0先进制造技术信息网站!

G72 沿角度的螺栓孔命令使数控机械师可以轻松地沿角度钻孔/钻孔/攻丝均匀间隔的孔。 G72 沿角螺栓孔 G72为非模态G代码。 G72 沿角度格式的螺栓孔 G72 I J L I – 沿角度的螺栓孔之间的距离J – 从三点钟方向逆时针方向的孔的角度,0 到 360.0 度。L – 沿角度均匀分布的孔的数量 带J的负号将CW倒角。G72代码按指定角度(J)在直线上钻L孔。 要使 G72 正常工作,必须激活固定循环以执行所需的钻孔、攻丝或钻孔循环。固定循环 G73、G74、G76、G77 或 G81-G89 可与 G72 螺栓孔一起使用一个角度命令。
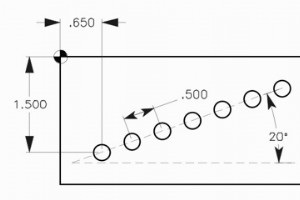
以下cnc编程代码显示了沿角度使用G72螺栓孔。 顾名思义,G72 G 代码使沿指定角度钻孔/钻孔/攻丝变得非常容易。 固定循环G73、G74、G76、G77或G81-G89可与G72螺栓孔沿角度指令一起使用。 G72 沿角度格式的螺栓孔 G72 I J L I – 沿角度的螺栓孔之间的距离J – 从三点钟开始的孔的角度,0 到 360.0 度逆时针。L – 沿角度均匀分布的孔的数量 更多信息 G72 沿角度的螺栓孔 - CNC 铣削编程 CNC 程序示例 G72 沿角度的螺栓孔 G72 沿角螺栓孔 O0009N10 T3 M06N20 G90 G54 G00 X0.65 Y-1.

发格自动化网站可以轻松免费下载所有发格数控系统手册和目录。 CNC 机械师甚至可以免费下载多个相关软件,例如, WinDDS WinDNC 绘图软件 法格 CNC 手册 法格数控手册可免费下载 Fagor 目录/手册有 10 种不同的语言版本。 法格数控 CNC 机械师可以下载以下列出的手册,也可以从 Fagor Automation 网站下载多个其他手册/目录。 CNC 8065 编程,CNC 8065 T 车削固定循环,CNC 8065T 示例CNC 8065TC 操作,CNC 8065 M 固定循环,CNC 8065M 示例CNC 8055-i T 操作,CNC 805
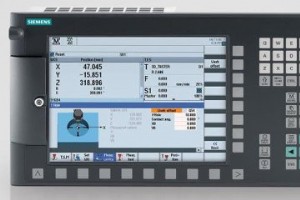
使用 Siemens Sinumerik CNC 控件的 CNC 机械师可以找到在线 Sinumerik 手册,可从西门子网站免费下载 http://www.usa.siemens.com/cnc4you 这是一个包含多个 Sinumerik CNC 控制器的编程/操作文档的大型网站。 在下面,数控机械师可以找到 Sinumerik 840D 手册(如操作员手册和编程手册)之类的链接。 Sinumerik数控系统 Siemens Sinumerik 手册 下载 Sinumerik 手册 由于有多个其他 Siemens Sinumerik 手册可用,例如 Sinumerik 84

西门子为使用西门子 SINUMERIK 数控系统的数控机械师提供了极大的帮助。 从免费下载 Sinumerik CNC 控制文档到免费下载网络研讨会。 SINUMERIK 数控系统 您甚至可以注册有关 Sinumerik cnc 控件的新网络研讨会。 或者,数控机械师甚至可以免费下载以前的网络研讨会,这些网络研讨会深入讨论了 SINUMERIK 数控系统的功能/编程/优势以及更多详细数据。 SINUMERIK CNC4you 网络研讨会 SINUTRAIN 概述 动画元素,加工循环视图记录的终极帮助 集成机器安全的最佳实践 如何从 DXF 文件查看记录对您的 SINUMERIK C
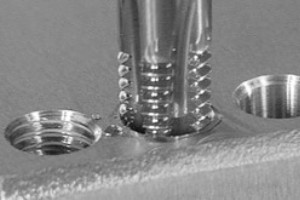
由于切屑粘附在工具(丝锥)上或切削阻力增加,在刚性攻丝模式下攻丝深孔可能很困难。 啄式刚性攻丝 为了让 CNC 机械师轻松进行这种深孔攻丝操作,Fanuc 数控系统上有一个循环 G84 Peck 刚性攻丝循环。 对于使用 Haas CNC 控制器的 CNC 机械师,您也很幸运地阅读了带断屑的深孔攻丝或 Haas CNC 上的啄式攻丝 在 Fanuc G84 Rigid Peck Tapping Cycle 中,进行多次切削(Pecks)直到到达孔底。 Fanuc G84 Peck 刚性攻丝循环格式 G84 X_ Y_ Z_ R_ P_ Q_ F_ K_;X Y – 孔位。Z – Z
借助 PC 版 SINUMERIK 808D,西门子为 CNC 机械师提供了适用于初学者和专家级 CNC 机械师的 CNC 培训实践解决方案。 自始至终,PC 上的 808D 使 CNC 机械师能够扩展他们在 SINUMERIK 808D 中发现的创新数控功能的编程和操作专业知识。 PC 上的 SINUMERIK 808D Siemens SINUMERIK 808D on PC 直观、基于 PC 的解决方案包含完全相同的控制软件,可完美满足 CNC 机床车间的需求。 相关:Sinumerik CNC 培训软件 Siemens SinuTrain 免费下载 该文档随软件(PC 上
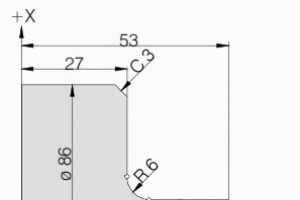
CNC 编程示例代码演示如何使用 G01 G 代码编写倒角和半径(圆角)。 易于编程和理解,即使是初学者水平的 CNC 机械师也可以理解和编程此类示例代码。 主要在 Fanuc 和类似的 CNC 控制器上工作。 不需要额外的 G 代码或技术。只需在带有 G01 G 代码的 CNC 程序块中放置一个“C”表示倒角和一个“R”表示半径。倒角为45°(45度)。 有关如何使用 G01 G 代码编程倒角和圆角半径的简要说明,请阅读以下 cnc 编程文章使用 G01 G 代码进行倒角和半径编程。 另一个这样的程序示例在这里 G01 倒角和圆角一个 CNC 程序示例 使用 G01 G 代码的倒角
ANILAM CNC 控制文档 CNC 机械师可以从 ANILAM CNC 网站免费下载 Anilam CNC 控制手册,用于编程、操作、循环编程。 ANILAM CNC 网站有多个 cnc 控件的文档,例如 3000 突击队数控系统 3000M数控 4200T数控 5000M 数控 6000M数控 所有 ANILAM 手册、文献和培训演示文稿均采用 ADOBE Acrobat PDF 格式。 安尼拉姆CNC ANILAM CNC 控制手册 CNC 机械师可以从 ANILAM CNC 网站免费下载 Anilam CNC 控制手册。 3000 COMMANDO 编程操作手册42

CENTROID CNC 控制手册 CENTROID CNC 控制器适用于铣床、车床、刳刨机、雕刻机、膝铣刀。 CENTROID 有多个 CNC 控件,例如, 用于铣床的 M-400 CNC 控制 适用于所有类型铣床的 M-39 CNC 控制:铣床、雕刻机、膝铣床 车床和车削中心的 T-400 CNC 控制 车床和车削中心的 T-39 CNC 控制 CENTROID M400 数控 CENTROID CNC 网站为使用 CENTROID CNC 机器的数控机械师免费下载编程和操作手册。所有 CENTROID 控制操作手册均为 PDF 格式。 CENTROID CNC 手册 CE

毫无疑问,Fanuc 是使用最广泛、理解最广泛的数控系统。Fanuc 用于各种机器,如铣床、车床等。 发那科 21TB 因此,有时在处理 G 代码时会发生有趣的事情,例如 Fanuc G 代码组(或 Fanuc G 代码组类型)A、B、C。 cnc控制。但是在另一个Fanuc控制模型上你看到G78螺纹循环。大部分工作与G76螺纹循环相同,表现与G78螺纹循环相同。 如需包含 A、B、C 组 G 代码的完整 Fanuc G 代码列表,请阅读完整 G 代码列表 . G78 螺纹加工循环格式 G78 P010060 Q100 R0.05G78 X30 Z-20 P1024 Q200 F2
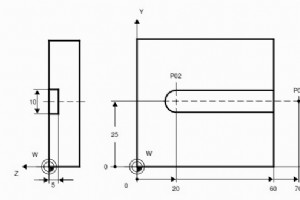
一个非常简单的数控铣削程序示例,展示了如何加工一个简单的槽。 另一个这样的程序示例以相同的方式铣削型腔,但在锥度中是这里的初学者数控铣床编程示例。 铣槽程序示例 铣槽样例CNC程序 N10 G00 G90 X70 Y25 Z1 S800 M3N20 Z-5N30 G01 X20 F150N40 G00 Z100N50 X-25 Y50N60 M30 N10 主轴以 800 转/分钟的速度顺时针旋转,刀具快速移动到 P01。N20 在 Z 方向进给。N30 刀具移动 P01 到 P02,进给率 150 毫米/分钟。N40/N50快速回退。N60 程序结束。

想在配备 Siemens Sinumerik 840 / 840C cnc 控制的机器上铣削圆形凹槽。那么 L930 铣削圆形凹槽就在这里,无疑易于编程。 对于程序示例代码,请阅读程序示例 L930 铣削圆形口袋 Sinumerik 840C Sinumerik 840C L930 铣削圆形口袋概述 使用 L930 循环对圆形凹槽的一些主要要求是R01 每次切削的进刀深度(您可以使用 R16 指定进给深度)。使用 R03 的凹槽总深度。圆形凹槽的位置有R22和R23。铣刀进刀同时铣R15型腔。铣削方向为G02/G03顺切或顺切R06,如R06=02,R06=03最重要的是带R24的圆形
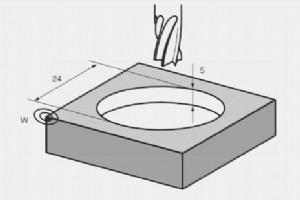
对于使用 Siemens Sinumerik 840 840C 控制器的数控机械师,这里有一个程序示例,用于在他们的数控铣床上铣削圆形凹槽。 尽管 Sinumerik L930 铣削圆形凹槽循环有许多 R 参数,但大多数都是不言自明的,您可以在此处找到有关 L930 循环的简短文章 L930 铣削圆形凹槽 - Sinumerik 840 840C 编程。 L930 铣削圆形口袋 CNC 程序示例 L930 铣圆口袋 N10 G90 G0 X50 Y30 Z20 D05 T04 S600 M03N20 R1=2.5 R2=2 R3=-5 R6=3 R15=300 R16=100 R22=5
Fanuc G72 端面循环单行格式 Fanuc cnc control有许多版本,具有各种不同的cnc编程技术和风格。 面对固定循环 由于某些 fanuc cnc 控件(Fanuc OT/16T/21T)使用两行格式用于固定循环(G71、G72 等)。 但是其他的 fanuc cnc controls (Fanuc 10T/15T) 使用 One-line format for canned cycles (G71, G72)。 以下是对 Fanuc G72 端面循环单线格式版本的详细描述。 编程 G72 P… Q… U… W… D… F… S… 参数 参数 描述 P 轮廓起始
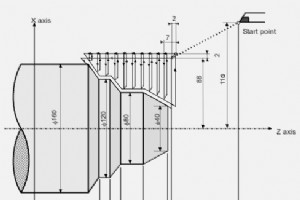
由于数控机床的固定循环对于初学者水平的数控机械师来说看起来很难学习和编程,但从长远来看,他们会得到回报。 由于固定循环使数控机械师的生活变得轻松,因为只需更改几个参数,您就可以根据加工需要完全改变他们的行为。 这是一个cnc程序示例代码,演示了Fanuc G72 Facing Cycle的使用和编程。 Fanuc G72 端面循环 Fanuc G72 端面加工循环用于通过沿横向(X 轴)方向进行切削来去除零件表面多余的材料。 相关: Fanuc 10T 11T 15T 的 G72 Facing Cycle 单线格式 Fanuc G72 Facing Cycle – Facing do
这是另一个 cnc 编程示例,它显示了 Fanuc G72 Facing Cycle 的使用。Fanuc G72 facing cycle 有两种格式用于不同的 fanuc cnc 控制。 Fanuc G72 端面循环单行格式 如果您的 Fanuc 控件使用单线格式固定循环,那么这里是 Fanuc G72 面对循环的完整描述Fanuc 10T 11T 15T 的 G72 面对循环单线格式这里是单线示例( single-line) formatSample Program Example Fanuc G72 Facing Cycle 单线格式 Fanuc G72 端面循环两行格式 对于 G7
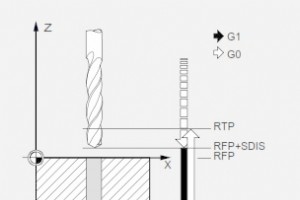
对于使用 Siemens Sinumerik 840D(及相关)数控控制器的 CNC 机械师,这里有一篇关于 Sinumerik 840D CYCLE81 钻孔循环(定心循环)的简短文章。 这是cnc编程示例Sinumerik 840D钻孔循环CYCLE81 CNC编程示例代码 毫无疑问,钻孔循环是数控机床车间中最常用的循环之一。 对于在 Fanuc 和 Haas 数控系统上工作的数控机械师,有一个等效的 G81 钻孔循环阅读 G81 钻孔固定循环 - CNC 铣床编程。 Sinumerik CYCLE81 钻孔定心循环格式 Sinumerik 840D CYCLE81

业界最流行的车削刀片是80度金刚石(CNMG刀片)。 山特维克可乐满 CNMG 刀片 它以多功能性和边缘强度的平衡而著称,通常是 CNC 编程人员的首选。 相关:山特维克可乐满目录 pdf 免费下载 山特维克可乐满 CNMG 刀片以其多功能性和切削刃强度的平衡而著称 然而,许多客户使用 CNMG 刀片的四个 80 度角,而丢弃了 100 度角上的其他四个切削刃。 相关:CNC 假人的通用车削刀片命名法 虽然应用 100 度角比较困难,因为它不能面向肩部并且需要单独的工具(DCRNR 工具、DCKNR 工具或 DCBNL 工具),但在某些应用中,这样的工具可以为您提供帮助。
35 岁的 April Senase 是一名开拓者。 13 年来,她在许多工厂工作过,通常是生产车间的第一位或唯一一位女性。 制造业不仅仅是男人的工作——现在女性在车间工作 她的日常工作是在一家制造专业工业零件的工厂经营高科技机械 (CNC),每小时赚近 40 美元,加班费。 3 月,她在 Symbol Job Training Inc. 担任第二份工作,成为第一位计算机辅助加工女性讲师。 在她的新角色中,她希望激励更多女性追随她的脚步。 制造业正在迅速从劳动密集型领域向高科技领域转变。这一变化以及国内制造业的兴起在全国范围内创造了数千个工厂工作岗位,专家表示,越来越多的女性开始寻
数控机床