

电火花加工 - 工作、优势、使用 PDF
今天在机械帖子上,我们将看到什么是电火花加工?它的结构、工作、应用、优点和局限性。
您可以点击末尾给出的按钮下载 PDF 或打印出来。
什么是电火花加工?
电火花加工也称为电火花加工,是一种非传统的加工工艺。 EDM使用电火花从工件上去除少量材料,从而对工件进行加工。EDM 用于加工非常坚硬的材料,这在车床、铣床等传统加工工艺中是无法实现的。它也被称为火花腐蚀 或火花加工 .
放电加工原理
电火花加工的工作原理是由于刀具与工件之间的火花放电而腐蚀工件。两个电极,即阳极(+ve 端子)和阴极(-ve 端子)用于在足够靠近时产生电火花。施加约 20,000 至 100,000 伏的电压。
当两个电极靠近时,即大约 0.05 毫米到 0.005 毫米,会产生强烈的火花,从而产生大量热量。
当两个电极由相同的材料制成时,阳极腐蚀更快,因此工件与阳极连接。
工具由所需的压痕形状制成工件。阳极和阴极都浸入介电流体中以实现高效工作。
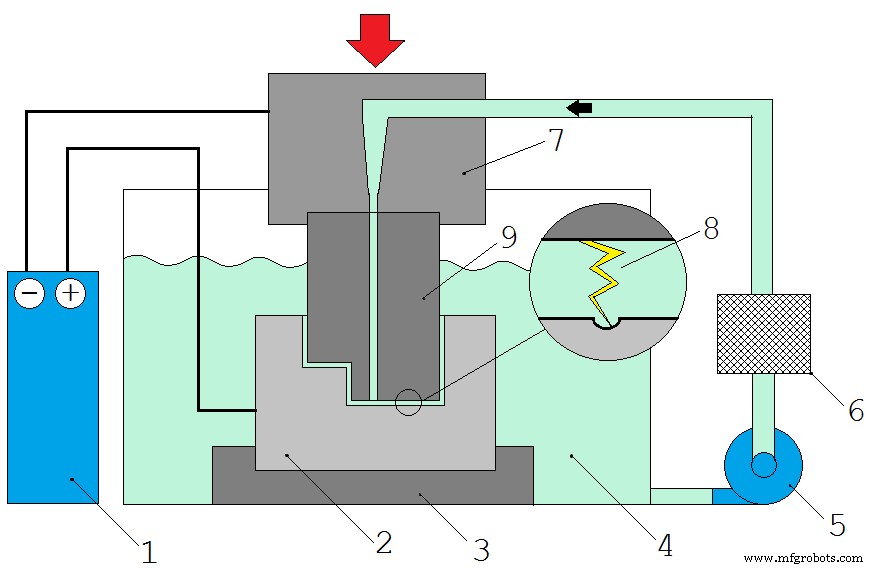
电火花加工的构造
 |
| Frank50 年代,CC BY-SA 4.0,来自维基共享资源 |
- 直流脉冲发生器
- 工件
- 夹具
- 电介质
- 泵
- 过滤器
- 工具架
- 火花
- 工具
直流脉冲发生器
直流脉冲发生器的作用是将交流电源转换成能够产生火花的高压直流电源。工件
待加工的材料是工件。工件接直流脉冲发生器正极。夹具
夹具用于将工件固定到位。夹具可以是磁台、卡盘或虎钳。电介质
介电流体在达到击穿电压之前充当绝缘体,并且在达到击穿电压后充当导体。介电流体带走熔融金属并清洁火花隙。它还通过冷却工具和加工表面作为冷却剂。蒸馏水、石蜡油、硅油等是用作介电流体的液体类型。
循环泵
循环泵用于在整个系统中循环介电流体。过滤器
过滤器用于过滤掉循环过程中进入介电流体的微小金属颗粒或其他异物。工具架
工具架用于牢固地夹持工具。它还装有伺服电机机构,用于提供进给并保持刀具和工件之间的恒定间隙。工具
该工具被制成要在工件上产生的印模的形状。该工具与直流脉冲发生器的负极相连,成为阴极。该工具具有良好的导电性和高熔点。  |
| 英语维基百科上的 NezzerX,公共领域,通过维基共享资源 |
电火花加工的工作原理
- 工具和工件都浸入介电流体中,并由称为火花间隙的小间隙隔开。
- 当电源打开时,会产生数千个火花。但是,每个火花的持续时间都很短。
- 火花会导致附近的介电流体电离,因此介电流体充当导体。
- 火花会产生强烈的热量,导致工件材料熔化。
- 这种熔融材料被介电流体带走,从而冷却工件和工具。
- 然后过滤介电流体,然后再循环。
- 去除材料后,伺服电机会提供合适的进给,以持续保持火花隙。
- 这就是使用放电加工工艺加工材料的方式。
您可能还想阅读:
- 什么是挤压?附PDF详细说明
- 滚动过程 - PDF 的工作、类型、优势和应用
- 什么是 GMAW 或 MIG 焊接?带PDF
电火花加工的优势
电火花加工的优点如下:- EDM 可用于加工任何类型的材料。
- 使用传统加工工艺难以生产的复杂形状可以使用 EDM 生产。
- 可以进行非常严格的公差加工。
- 获得了良好的表面光洁度。
- 由于工具和工件之间没有接触,因此不会产生机械应力。
 |
| Qw5646,CC BY-SA 3.0,来自维基共享资源 |
电火花加工的局限性
以下是电火花加工的局限性:- 高功耗。
- 材料去除率较低。
- 不能产生尖角。
- EDM 只能用于导电材料。
- 有过挖形成。
- 生产锥形孔。
电火花加工的应用
以下是电火花加工的应用:- 它可以用来制造非常小的孔。
- 通过使用旋转主轴,可以生产螺纹。
- 它也用于齿轮制造。
- 它还用于航空航天工业的机械加工。
- EDM 还用于制造挤压模具、冲压工具等。
我们推荐观看这个动画视频(非赞助):
这是电火花加工的概述。如果您喜欢这篇文章或有任何建议,请在评论中告诉我们,我们希望收到您的来信。
也请考虑点击订阅按钮进行订阅,千万不要错过我们的帖子!
在那之前,我们很快就会回来写另一篇有趣的文章继续学习并阅读 The Mechanical 帖子!
工业技术