

商务机
背景
商务喷气式飞机(也称为“商务喷气式飞机”)通常可搭载 5-15 名乘客,主要用作商务主管和政府官员的交通工具。
在飞行的早期,第一次世界大战之前,飞机完全由木头和帆布制成。它们由熟练的工匠塑造和连接,其中许多人来自其他木工行业。每架飞机都是独一无二的,反映了许多不同的想法和不断的设计变化。第一次世界大战的开始带来了对数千架飞机的突然需求。这意味着工厂必须容纳非技术工人大规模制造和组装飞机部件。小公司成长为能够大量生产多种不同类型飞机的主要制造商。
制造飞机的技术在两次战争之间的几年中逐渐发展。木材和帆布改为铝作为主要结构材料,同时设计改进并创造和打破记录。单翼飞机(单翼飞机)比双翼飞机(双翼飞机)更受欢迎。不断开发更强大和更可靠的飞机发动机,以增加有效载荷和航程。由于可靠性的提高和舒适性的提高,飞机成为一种更容易被接受的货运和客运形式。
随着二战的临近,飞机工业不得不再次为飞机的大规模生产做好准备。美国、英国、意大利、德国和日本等主要大国生产的飞机比第一次世界大战期间多得多。飞机工业在全球范围内蔓延,并在五年的冲突中发生了巨大变化。活塞式飞机发动机变得更大、更复杂并大量生产,而喷气发动机也在开发和测试中。雷达和其他精密电子设备的发展也随之发生,最终形成了今天的大型航空电子设备(航空电子设备)产业。
公务喷气飞机行业在 1950 年代中期随着罗克韦尔的 Sabreliner 和洛克希德的 JetStar 机型的推出而开始。 LearJet 于 1960 年代初以其 Model 23 进入公务机市场,随后 Cessna 在 1960 年代后期以其 Citation 500 模型紧随其后。今天,至少有八家不同的美国和国际飞机公司在销售公务机。
原材料
现代飞机制造中使用的主要材料是铝板、铝坯和铸件,但复合材料的使用正在迅速增加。复合材料是由两种或多种对比成分组成的结构材料,通常是粘合树脂中的细纤维或晶须。碳环氧树脂、石墨、玻璃纤维、碳纤维增强塑料 (CFRP)、硼纤维增强塑料 (BFRP) 和玻璃增强塑料 (GRP) 等复合材料使制造商能够制造出比铝制机型更轻、更坚固的飞机。也使用合金钢、钛、不锈钢和镁铸件,但数量要少得多。
制造
过程
飞机有六个主要组件:1) 机身或机身,2) 尾翼或尾翼组件,3) 机翼,4) 起落架组件,5) 动力装置或喷气发动机,以及 6)飞行控制系统和仪器。
就像在汽车制造中一样,飞机工业使用装配线进行制造。飞机的产量要低得多,但想法是一样的。在飞机制造中,用一系列“位置”和“挫折”来表示飞机组装的阶段。例如,如果使用 16 个位置来制造飞机,则第 16 个位置将是组装的开始,从机头部分或机翼梁的组装开始,第 1 个位置将需要安装发动机和机舱组件( “机舱”是装有发动机的流线型机身)。位置 0 表示飞机“出舱”(OTD)并准备好进行飞行前检查和飞行测试。 “后退”表示子组件或“组合件”在某个位置内的阶段。例如,一个机翼组件可能只包含一个位置,但在这个位置内可能会有三个退步。无论位置或挫折,组装工作都在不断进行。即使一个位置可能比其他位置具有更高的优先级,其他位置也会同时组装,以便两个组件都准备好在适当的时间进行配合。飞机内部的油漆和工作(例如添加座椅和机柜)是最后完成的,因为它们可能因飞机而异。
飞机的生产依赖于每个主要组件的精确对齐和配合。对于子装配生产和装配配合,使用了一系列地板装配夹具 (FAJ)。这些夹具固定、支撑和定位单个工件或子组件,直到它们可以铆接、粘合或螺栓连接到位。装配夹具的刚性对于防止错位至关重要,因此这些工具中的大多数都又大又重。一些夹具是永久性安装的,而其他夹具则安装在滚筒上,以便在需要时将它们移至装配线。
机身组装
机身组是第一个生产的主要组件。机身组由机头结构总成、前舱结构总成、后舱结构总成和尾锥总成组成。飞机基本上是从后向前组装的。
- 1 要组装的机身的第一部分是后机舱筒组件(参见标有“位置 4,后退 0”的插图)。机舱桶在地板组装夹具中沿垂直方向组装。客舱筒体夹具包含完成后客舱筒体组件所需的所有框架组件、蒙皮和支撑结构。细节和子组件带有工具孔和定位器,这些定位器设置为轮廓模板,这些模板定义了飞机的 阁楼 或轮廓。接下来,使用后舱中间夹具组装三个主要部件:后舱筒、后压力舱壁(作为机身加压部分的边界)和机翼连接配件。
- 2 接下来组装机头和前舱结构(参见“位置 3,后退 1”)。机头部分夹具组装前车架轮舱组件、蒙皮组件和支撑结构。前舱组装夹具组装挡风玻璃框架、舱门框架、前压舱壁、支撑结构和蒙皮。
- 3 现在使用客舱配合夹具将前舱和后舱部分配合。两个机舱部分都通过使用与前后压力舱壁协调的工具孔位于夹具中(参见“位置 3,后退 0”)。
- 4 在建造机舱部分时,上、下尾锥部分
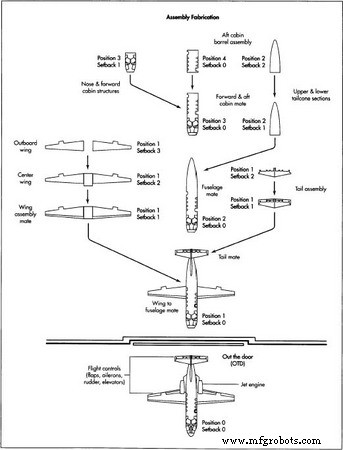 也正在组装中。尾锥配合夹具用于连接和对齐上下尾锥组件(参见“位置 2,后退 2”和“位置 2,后退 1”)。
也正在组装中。尾锥配合夹具用于连接和对齐上下尾锥组件(参见“位置 2,后退 2”和“位置 2,后退 1”)。 - 5 机身的三个主要部分、机头、前后舱组件和尾锥使用机身配合夹具定位和组装。首先将前舱和后舱部分装入夹具,然后是机头和尾锥部分。发动机安装支架,前后,现在安装在从机身伸出的结构发动机梁上。安装孔也对齐。这些将用于将垂直安定面连接到尾锥和尾部倾斜舱壁(尾部倾斜舱壁“盖住”尾锥部分的末端)。 (参见“位置 2,后退 0”)。
尾翼或尾部组件
尾翼或尾翼组件是下一个要组装的部分。它由垂直尾翼、方向舵、水平安定面和升降舵组成。方向舵是 偏航 的主要控制面 或左右移动通常用于转动飞机。两个升降舵安装在水平安定面的后缘,用于控制俯仰 或飞机的上下运动。
- 1 水平安定面框架组装夹具用于组装前缘和翼梁组件,以及垂直连接配件、纵梁(用于为钣金蒙皮提供结构支撑的铝挤压件)、蒙皮和支撑结构(参见“位置 1,后退 2”)。
- 2 电梯框架组装、修剪标签组件和蒙皮夹具用于组装右手和左手电梯。配平片是安装在升降舵后缘的可移动控制面,用于在巡航条件下使飞机保持水平飞行(有点类似于汽车的巡航控制)。在构造升降舵框架和装饰片之后,然后使用蒙皮夹具将框架和装饰片组件与尖端、前缘和后缘蒙皮一起组装。
- 3 垂直尾翼组装夹具用于组装前缘、翼梁和粘合蒙皮组件,以及完成垂直尾翼部分所需的水平连接侧板和支撑结构。尾锥中的紧固件位置由机身对齐夹具确定,以确保垂直尾翼与机翼和发动机连接点的关系。
- 4 方向舵框架组装、配平片组件和蒙皮夹具用于组装方向舵组件。在完成舵框架和配平片之后,蒙皮夹具然后用于组装框架和配平片组件以及前缘和后缘蒙皮。
- 5 升降舵、水平安定面、垂直安定面和方向舵组装完成后,飞机尾翼部分就完成了(方向舵通常与飞控系统一起安装在最后)。 (参见“位置 1,后退 1”)。然后将尾翼部分与飞机尾锥部分配合(参见“位置 1,后退 0”)。
机翼组装
接下来是机翼组件,通常由中央机翼部分、外侧机翼部分以及副翼和襟翼组件组成。副翼是可移动的控制面,通常铰接在外机翼上,有助于在 滚转 中提供控制 围绕平面的纵轴。襟翼是可移动的控制面,安装在机翼内侧,能够向下铰接。这些增加了低速升力并增加了阻力,使飞机能够在不增加空速的情况下进行陡峭的进场着陆。
- 1 副翼框架组装件和蒙皮和铆钉夹具用于组装左右手副翼组件。副翼框架完成后,使用蒙皮和铆钉夹具加载副翼框架、蒙皮和倍增器(用于额外强度),然后铆接组装完成。副翼框架通过销钉铰链轴承和内侧和外侧肋腹板(肋骨是穿过副翼的主要结构部件)定位。副翼通常与飞行控制仪表和襟翼一起安装在最后。
- 2 襟翼框架组合和蒙皮夹具用于构建左右手襟翼组件。首先完成襟翼框架。然后襟翼蒙皮夹具组装粘合的上蒙皮和后缘蒙皮、襟翼翼梁截面、前缘组件和端肋和互连U形夹。
- 3 外侧机翼部分的建造涉及使用许多不同的夹具进行钻孔、铆接和组装。使用的主要工具是外侧机翼组装夹具,它组装前外侧机翼总成、后翼梁总成、后缘粘合蒙皮总成和支撑结构(参见“位置 1,后退 3”)。
- 4 中央机翼部分的构建还需要使用许多不同的组装夹具。此处使用的主要工具是中央机翼组装夹具,用于组装中央部分子组件、轮舱结构、肋骨和蒙皮组件以及支撑结构(参见“位置 1,后退 2”)。
- 5 机翼组装配合夹具将左右外侧机翼与中心机翼组装在一起。机翼部分和中心部分通过定位器和轮廓板定位在夹具中。首先加载中间部分,然后加载左右外侧机翼(参见“位置 1,后退 1”)。然后将完成的机翼组件与机身部分配合(参见“位置 1,后退 0”)。
起落架总成
有两种不同的起落架组件:前起落架和主起落架。两者都使用电动控制和液压驱动的收回系统。主起落架 (MLG) 通常是后连杆式,并缩回到机翼内侧。前起落架 (NLG) 向前缩回到机身前部,并被门封闭。起落架在远离主装配线的地方组装,并在需要时带到生产线上,通常是在机身和机翼配合时(参见“位置 1,后退 0”)。
动力装置-喷气发动机
公务机通常由位于机舱组件中后机身每一侧的两个涡扇喷气发动机提供动力。机舱组件包括入口部分、整流罩或外壳、排气喷嘴部分和引气系统,该系统将热空气转移到机翼和机舱前缘以进行除冰。引气也用于机舱加热和加压。形成整流罩的大金属板通常是滚压成型的。其他一些钣金零件,例如机舱入口部分的鼻盖,是使用拉压力机中的阴模成型的。机舱组件与生产线分开建造,然后带回安装(参见“位置 1,后退 0”)。
飞行控制系统
飞行控制系统通常与副翼、襟翼和方向舵一起安装在最后。现代飞机有许多不同的飞行控制系统。以下是主要系统的部分列表:副翼控制系统;副翼配平系统;刹车系统;襟翼互连系统;舵机控制系统;舵配平控制系统;电梯控制系统;电梯配平控制系统;增压系统;挡风玻璃防冰系统;机翼防冰系统;氧气系统;皮托管静系统。 (参见“位置 1,后退 0”)。
出门
在飞机出厂前,所有电气和机械系统都经过功能测试。检查项目的示例包括燃料校准、液压系统、齿轮放空和锁定、警告灯和喇叭以及航空电子设备。发动机和飞控系统安装完毕后,飞机就可以出门进行发动机测试和试飞了。这架飞机在获准交付给客户之前经过了大量的性能和系统测试。交付前,飞机被送去喷漆,然后内部完成。 (参见“位置 0,后退 0”)。
质量控制
飞机的质量取决于良好的设计、文档和电子记录保存,以满足联邦航空管理局 (FAA) 的规定和认证要求。在飞机获得商业用途认证之前,挡风玻璃、机翼前缘、发动机和其他关键部件必须满足 FAR 25(联邦航空法规)的鸟击要求。在整个制造过程中使用了许多不同的表格和清单来详细说明每个零件的历史。专门为飞机开发了各种实验室测试和标准化的航空航天材料规范。为了检查粘合面板的粘合程度,将它们放置在水箱中进行超声波测试。压力测试被广泛使用。飞机的一部分被组装起来,然后放置在一个测试夹具中,该夹具模拟在不同条件下的实际使用。一些测试会一直运行到部件出现故障为止,以查看设计安全系数是否可接受。
副产品/废物
环境保护法制定了严格的法规,限制飞机制造设施的水流量和排放。根据联邦法律,飞机公司一直在使用更少的溶剂并寻找更好的方法来清洁零件,例如蒸汽蒸汽脱脂系统。铝屑和废料是航空工业的主要副产品,并被回收利用。
未来
技术变革是飞机制造发展的主要推动力。许多正在进行的开发涉及旨在提高经济性和质量以及降低能源消耗和污染的计算机控制和自动化。更多的装配操作,例如铆接,可能会变得完全自动化。 “智能”传感器——具有涉及模糊逻辑和人工智能的预测能力的传感器——正变得越来越普遍。人工智能或“模糊控制”使传感器能够预测由于负载或产量变化而导致的设置变化。除了这些发展之外,不断增长的经济和环境需求将为飞机制造带来进一步的技术改进。
制造工艺