

压铸:可能的制造问题及其解决方法
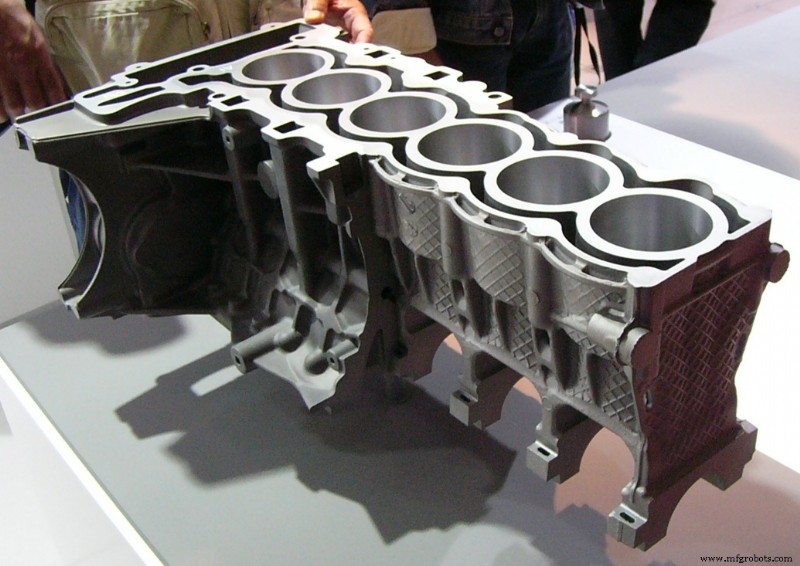
压铸是一种精密铸造方法。压铸生产的零件具有非常低尺寸公差 表面精度高 .
大多数情况下,压铸件无需车削即可组装。螺纹零件也可以直接铸造。一般相机零件、打字机零件、电子计算设备和装饰品等小零件;汽车、机车、飞机等交通工具的复杂部件大多采用压铸制造。
在这篇文章中,我们将从以下3个方面向您介绍控制压铸质量的主要方法:
- 所需的压铸金属
- 重要影响因素:温度 , 和
- 在制造过程中可能会出现一些缺陷以及如何修复它们
看完这篇文章,您就可以避免所有这些缺陷,以确保有效地制作出高质量的产品。
1。所需压铸金属
用于压铸的金属主要包括锌、铜、铝、镁、铅、锡和铅锡合金。更具体的压铸金属包括 ZAMAK、铝锌合金和美铝标准:AA380、AA384、AA386、AA390 和 AZ91D 镁。
1.1 各种金属的特性
各种金属在压铸过程中的特点如下:
- 锌 :锌是最容易压铸的金属,也易于涂层。在制造小零件时,它经济且具有高抗压强度、高塑性和长铸件寿命。
- 铝 :铝质轻、尺寸稳定性高、耐腐蚀性强、机械性能好、导热性好、导电性好。
- 镁 :镁易于加工,是常用压铸金属中最轻的金属。
- 铜 :Cooper具有硬度高、耐腐蚀性强的特点。 Cooper 的机械性能在压铸金属中是最好的。
- 铅和锡 :这两种金属具有高密度和高尺寸精度的特殊防腐蚀零件。出于安全问题,这种合金不能用作食品加工和储存设施。铅锡铋合金(有时还含有少量铜)可用于在凸版印刷中制作手工刻字和烫印。
1.2 各种材料的最小横截面积和最小拔模斜度
每种材料的最小截面积和最小拔模斜度见下表,最厚截面应小于13mm。
| 金属 | 最小截面积 | 最小拔模角度 |
| 铝合金 | 0.89 mm (0.035 in) | 1:100 (0.6°) |
| 黄铜和青铜 | 1.27 mm (0.050 in) | 1:80 (0.7°) |
| 镁合金 | 1.27 mm (0.050 in) | 1:100 (0.6°) |
| 锌合金 | 0.63 mm (0.025 in) | 1:200 (0.3°) |
2。重要影响因素:温度
温度是压铸过程中非常关键的因素。浇注温度和模具温度对最终产品都有重要影响。
2.1 浇注温度
随着铸造温度的升高,气体在合金中的溶解度增加,使压铸过程中不易析出,影响金属的力学性能。
铝合金和镁合金随着温度的升高氧化增加。氧化夹杂物往往会降低合金的性能。
此外,随着温度的升高,金属中的铁含量增加,导致流动性降低,产品性能变差。
2.2 模具温度
模具温度对模具的寿命影响很大。剧烈的温度变化会导致模具早期开裂。
模具温度过低时,合金的收缩应力增大,铸件容易产生裂纹。
但当模具温度过高时,有利于获得光滑的铸件表面,但容易产生缩孔。
3。在制造过程中可能会出现一些缺陷以及如何修复它们
3.1 裂缝
在压铸生产过程中,模具反复受热,成型表面及其内部变形会产生微裂纹。
因此,一方面,在压铸开始时必须对模具进行充分的预热。此外,在压铸过程中,模具必须保持在一定的工作温度范围内,以避免早期裂纹失效。
3.2 碎片化
在注射力的作用下,模具会在最薄弱的地方开裂,尤其是模具成型面上的划线或电加工痕迹没有打磨干净,或者在成型的清晰边角处会先出现细裂纹。
当晶界有脆性相或粗大晶粒时,很容易破碎。脆性断裂时裂纹扩展迅速,是模具失效的危险因素。
为此,一方面必须对模具表面的划痕、电加工痕迹等进行抛光处理,即使是在浇注系统中也是如此。此外,要求使用的模具材料具有高强度、良好的塑性、冲击韧性和断裂韧性。
这就是压铸的质量问题。我们希望它有用!如果您有任何问题,请随时在下方留下您的评论。
注意:
1. 我们不拥有这篇文章中使用的图像。如果它们属于您,请随时与我们联系,我们会尽快将其删除。
2. 统计数据来自:Degarmo, E. Paul;布莱克,J T。 Kohser, Ronald A. 制造中的材料和工艺(第 9 版)。威利。 2003:331。
制造工艺