

刀具前刀面与后刀面的区别
机加工或金属切削是一种减材制造工艺,用于从预成型坯料中逐渐去除多余的材料,以实现高尺寸精度和精密公差。有各种类型的加工操作可以有效和高效地以不同的精度对各种工件材料完成材料去除任务。此类工艺可大致分类为——传统加工(如车削、端面、铣削、钻孔、镗孔、滚齿等)、磨料切削(磨削、珩磨、研磨等)、非传统加工(AJM、USM、 EDM、LBM、EBM 等)以及微型和精密加工(微型铣削、微型钻孔、金刚石车削等)。所有这些操作在MRR、表面光洁度、可行材料、加工时间、成本等方面都有不同的能力。
传统的加工工艺强制使用楔形切削工具(也称为刀具)通过剪切从工件上去除以切屑形式存在的材料。几何形状、方向和材料是与每把刀具相关的三个重要因素,它们直接影响整体加工性能。为了不间断地去除材料,刀具材料必须比工作材料足够坚硬。另一个关键因素是刀具的几何形状,包括各种特征,例如刀尖表面及其倾斜度、切削刃的位置、切削刃和刀尖的锋利度等。每个刀具至少由两个刀尖表面组成——前刀面和后刀面.
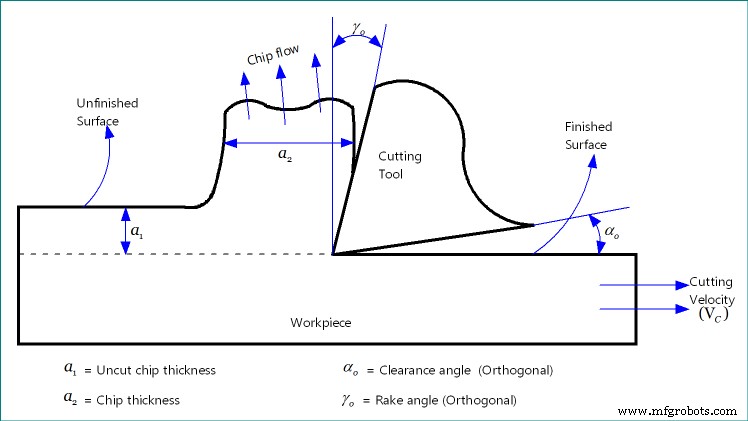
前刀面 是切屑流动面。加工过程中产生的切屑在离开切削区之前不断流过前刀面。因此,在切屑面和前刀面之间会发生严重的摩擦,结果会在该区域(称为二次变形区)产生强烈的热量。其相对于参考平面的倾角,由前角测量,会影响许多相关参数,如剪切变形、切屑厚度、切削力、功耗等。除前刀面外,每把刀具至少应有一个后刀面 .前刀面与后刀面相交产生切削刃。与与流动的切屑保持紧密接触的前刀面不同,后刀面与精加工表面相邻保持开放。然而,由于刀尖半径和刀刃半径的存在,加工表面和后刀面之间可能会发生微小的接触。刀具前刀面和后刀面之间的各种差异以表格形式在下表中给出。
表:前刀面和后刀面的区别
| 前倾面 | 后刀面 |
|---|---|
| 加工过程中,切屑流过前刀面。 | 后刀面与切屑无关。它接触加工表面的一小部分。 |
| 前刀面倾角用前角测量。 | 后刀面倾角用后角测量。 |
| 前刀面的大部分在加工过程中与切屑保持紧密接触。 | 运行期间侧面连续保持自由。 |
| 前刀面对提高表面光洁度没有直接作用。 | 后刀面尖端的微小接触通过压缩扇形痕迹直接有助于提高光洁度。 |
| 由于与流动的切屑摩擦,前刀面周围会产生强烈的热量。 | 由于尖端的微小接触而产生的热量很少。 |
| 由于过度摩擦,前刀面很快磨损(月牙洼磨损);但较小的磨损不会影响加工精度。 | 虽然后刀面磨损较慢,但直接影响加工零件的尺寸精度。 |
接触切屑或成品表面: 在加工过程中,前刀面与流动的切屑保持物理接触;但是,它不接触成品或加工表面。另一方面,由于刀尖半径和刀刃半径的存在,切屑不接触后刀面,但精加工表面会在很小的部分接触后刀面。这种接触有助于平滑扇贝或饲料痕迹;然而,加工表面和后刀面之间较长的接触会影响精加工质量。因此,必须在它们之间强制保持足够的间隙(由间隙角提供)以避免摩擦。
前角和后角: 这些表示工具点表面相对于标准平面或方向的倾斜度。根据定义,前角是刀具前刀面与参考平面的倾斜角,在其他平面上测量。参考平面是垂直于切削速度矢量的平面。根据前刀面相对于参考平面的方位,前角可以为正、负或零。同样,后角是从切削速度矢量测量刀具侧面的量度,并在其他平面上测量。但是,后角不能为零或负数,它必须是正值。在这两种情况下,角度值可能会根据所测量的平面而有所不同。
侧面仍然暴露在外: 如前所述,切屑流过前刀面,因此它与流动的切屑保持紧密接触。但是,后刀面始终保持打开状态,因为它既不接触切屑也不接触成品表面(尖端的一小部分除外)。但是,如果刀具磨损(后刀面磨损),后刀面可能会接触到加工面,在这种情况下,加工面的质量会因为摩擦而急剧下降。
压平提要标记: 由于进给速度的存在而在精加工表面上形成的扇形痕迹会增加表面粗糙度并随后降低精加工质量。更高的进给率导致粗糙的表面;但是,进给不能为零,因为它是每个加工操作必不可少的两个成形运动之一(另一个是切削速度)。由于刀尖半径和刀刃半径的存在,后刀面和精加工表面之间的微小接触本质上有助于通过压缩扇形标记来平滑表面。刀尖半径越大,表面光洁度越好(即扇形痕的高度越低);但是,它可能会对其他参数产生不利影响。前刀面对提高表面光洁度没有直接作用。
热量产生: 当切屑流过前刀面时,会因摩擦而产生强烈的热量。大约 60 – 70% 的总切削热是由于二次变形区的这种摩擦而产生的。然而,大部分产生的热量被移动的切屑带离切削区。这可以保护刀具和工件免受过热和其他热损坏。与此相反,只有一小部分(低于 5%)的总切削热是由于尖端的微小接触而产生的。然而,这些热量部分通过精加工表面流入工件内部,其余部分流入刀具。因此三次摩擦区产生的热量超过一定限度会导致热损伤。
磨损及其影响: 连续摩擦加速了前刀面的磨粒磨损速度,因此月牙洼磨损很快发生。虽然它会改变切屑流向并影响切削力和其他相关参数,但可以容忍小的月牙洼磨损。然而,后刀面磨损直接影响加工零件的精度,少量磨损也会导致加工不准确。因此,刀具寿命通常由后刀面磨损的允许极限确定(根据泰勒的刀具寿命公式,通常限制在 0.3mm)。
本文对前刀面和后刀面进行了科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- A. B. Chattopadhyay 的加工和机床(1 st 版,威利)。
- 什么是刀具后角? Minaprem.com 的衍生品、价值和功能。
- 图片来源:minaprem.com。
工业技术