

车削加工和铣削加工的区别
加工或金属切削是一种减材制造工艺,主要用于从工件上去除不需要的材料,以提高尺寸精度和公差。多年来,已经发展了多种加工工艺,以无数种方式有效地加工更多种类的材料。广义上,此类工艺可分为传统加工工艺、磨料精加工工艺和非传统加工 (NTM) 工艺。根据定义,传统机加工是一种制造工艺,通过该工艺,使用楔形切削工具以切屑形式从预成型坯料上剪下多余材料,以提供预期的形状、尺寸和光洁度。车削、螺纹加工、端面加工、定心、钻孔、镗孔、铰孔、攻丝、整形、开槽、刨削、铣削、拉削、滚齿等都是常规加工操作的例子。
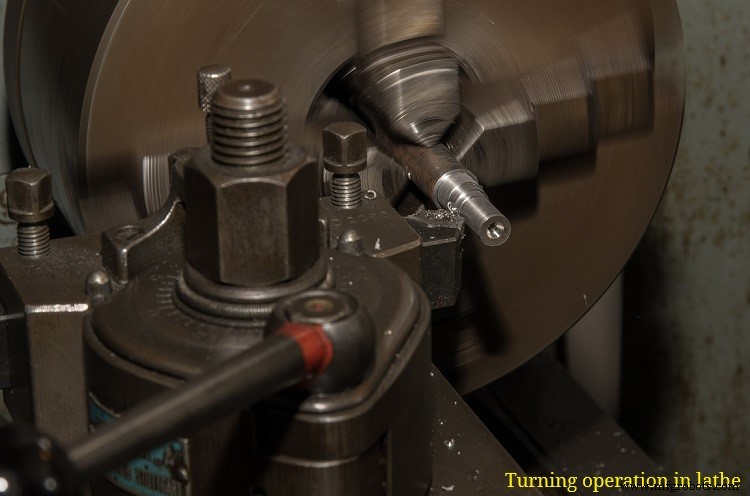
因此,车削和铣削都是常规的加工操作;然而,它们中的每一个都具有不同的能力,因此适用于通过从工件上去除材料来制造不同的特征。 转弯 广泛用于生成圆柱或圆锥表面。在这里,初级毛坯(预加工的原材料)可以是任何形状(基于可用的夹具和机器能力)。它采用单点车削刀具来剪切连续或不连续切屑形式的薄层材料。该操作在称为车床的众所周知的多功能机床上执行。根据加工特征,车削可分为直线车削、锥度车削、内圆车削、阶梯车削等。但在所有情况下,生成的表面要么是圆柱面,要么是圆锥面。
虽然铣削与车削一样也是一种加工操作,但其加工技术、能力和生成特征的形状与车削不同。在车削产生圆柱或圆锥表面时,铣削 可用于生成平面或雕刻表面。它采用多点切削工具,可能包含 2 – 150 个切削刃。因此,铣削是一种更快的过程,可以带来更高的生产率。该操作在可以具有水平主轴或垂直主轴的铣床上进行。根据生成的特征和技术,铣削还可以细分为面铣、侧铣、端铣等。车削和铣削之间的各种差异在下表中给出。

表格:车削和铣削的区别
| 车削 | 铣削 |
|---|---|
| 车削用于产生圆柱或圆锥表面。 | 铣削用于生产平面或雕刻表面。 |
| 在车床机床上进行。 | 在铣床上进行铣削。 |
| 车削采用单点刀具。刀具仅包含一个主切削刃。 | 铣削采用多点刀具。刀具包含多个切削刃。 |
| 切削运动是通过旋转工件来实现的。 | 切割运动是通过旋转刀具来实现的。 |
| 进给运动是通过将刀具靠在工件上移动来实现的。 | 进给运动是通过将工件靠在刀具上移动来实现的。 |
| 车削通常是一种连续切削操作。 | 铣削通常是一种间歇性切削操作。 |
| 除非条件不利,否则车削会产生连续切屑。 | 铣削本身会产生不连续的切屑。 |
| 单点铣刀导致材料去除率低。 | 它提供了高 MRR,从而提高了生产力。 |
生成的表面和特征: 无论原材料的形状如何,车削主要用于生成圆柱或圆锥表面。此过程生成的任何特征都必须是旋转对称的。通常,它可用于制造轴对称零件,如圆柱或圆锥轴、阶梯轴、锥形物体、增加内孔直径(不能产生孔)、切割圆柱形凹槽等。与此相反,铣削可用于生成平面任何方向的表面以及轮廓表面。槽、通道、键孔、凹槽、壁、翅片、腹板等特征在铣削中很常见。
用于操作的机床: 在金属切削领域,机床是一种特定类别的机器,它为工件和/或刀具提供所有必要的运动,并提供安装它们的设施。在不同的机床上进行不同的加工操作;但是,某些机床也能够执行许多类似的操作。车削是在称为车床的多功能机床中进行的。这主要是水平轴机床(主轴是水平的);但是,也可以使用立轴车床,尤其是台式车床。铣床是在铣床上进行的,铣床可以有垂直轴也可以有水平轴(两者都很常见)。
单点和多点刀具: 切削工具(或刀具)可能仅包含一个或多个活动切削刃,这些切削刃可以在加工过程中参与材料去除动作。根据切削刃的数量,刀具可分为单点刀具或多点刀具。使用称为 SPTT(单点车削刀具)的单点刀具进行车削操作。所以它只有一个主切削刃可以主动参与剪切或去除材料。与此相反,铣刀可能包含 2 – 150 个切削刃,有时甚至更多。显然它是一个多点刀具,因为不止一个切削刃同时参与剪切或去除材料。
切割运动和进给运动: 工件和刀具之间有两个相对运动,它们的同时作用会导致工件材料层的剪切。这两个被称为主要运动,因为大部分切割功率被它吸收;但是,可能存在基于要产生的特征或表面的其他次要运动。机床的功能是以预定速率在预期方向上施加这种相对运动。在车削中,工件以固定切削速度旋转实际上提供了所需的切削运动,而刀架(刀具牢固地安装在其上)的运动提供了所需的进给运动。在铣削中则完全相反——切削运动是由刀具以固定转速旋转提供的,而进给运动是通过移动工作台(工件安装在其上)提供的。
连续和不连续切削及相应的切屑: 在车削加工过程中,刀具不断地与工件保持紧密接触,从而产生连续的切屑。尽管切屑类型取决于许多可预测和不可预测的因素,但车削具有在有利的切削条件下产生连续切屑的能力。铣削本身会产生不连续的切屑,因为没有单个切削刃与工件保持接触;相反,切削刃在整个操作过程中反复接合和脱离。
芯片负载和生产力问题: 在任何情况下,切削工具前面的工件材料区域都称为切屑负载。它与材料去除率 (MRR) 成正比。在铣削中,由于每转中参与的切削刃数量更多,因此可以利用更高的切屑负载,因为整个切屑负载将在所有切削刃之间平均分配。因此,更高的切削参数,尤其是进给量和切削深度,可以在一次走刀中使用,因此可以在特定时间内去除更大体积的材料。在车削中,由于刀具失效的变化,切削参数值在一定水平后不能增加。因此,与车削相比,当主要关注材料的大块去除时,铣削的生产率更高。
本文介绍了车削和铣削之间的科学比较。作者还建议您阅读以下参考资料以更好地理解该主题。
- A. B. Chattopadhyay 的加工和机床(1 st 版,威利)。
- 制造工程和技术:S. Kalpakjian 和 S. R. Schmid 的 SI 版(第 7 th 版,Pearson Ed Asia)。
工业技术