

连铸结晶器粉末
连续铸造结晶器粉末
连铸结晶器保护渣主要用于促进钢水通过连铸机结晶器。它也有几个其他名称,例如脱模粉、铸造粉、脱模剂、脱模剂渣或脱模剂粉。结晶器保护渣在钢液连铸过程中发挥着重要作用,是影响连铸过程稳定性和钢液顺利浇注的最重要和最关键的因素之一。
保护渣改善了铸造工艺的性能并减少了表面缺陷。保护渣的主要功能是 (i) 保护钢水免受氧化,(ii) 为凝固钢提供润滑,(iii) 控制、优化和隔离从钢水到模具的热传递,以及水平和垂直方向的环境,(iv)从钢水中吸收夹杂物以生产更清洁的铸钢产品,以及(v)为钢水提供化学保护,使其免受氧化和其他不希望的反应。保护渣的高碱度增加了对非金属夹杂物的同化能力。
1950 年代钢水连铸开始时,钢壳和铸型之间的润滑和传热是通过使用菜籽油提供的。在钢水连铸开始的早期,钢水是在明流中使用菜籽油润滑铸型的。然而,由于菜籽油不能提供足够的隔热、防止钢再氧化以及不能作为氧化铝等杂质的助熔剂,铸造产品的表面质量很差。随着钢连铸中浸入式水口 (SEN) 的出现,油的使用带来了一个新问题,此外,由于冻结的钢片,颅骨会在浸入式水口周围生长,直到它们大到足以破坏 SEN。
为了克服油菜籽油遇到的问题,已经开发了脱模粉。许多人认为这种发展是“试错”发展。 1968 年引入了基于飞灰的脱模粉。最初,脱模粉是粉煤灰、高炉 (BF) 炉渣、萤石、碱金属碳酸盐和冰晶石等材料的物理混合物。这些粉末对热损失有非常积极的影响,并且可以降低钢水的过热温度。还发现这些粉末会“润湿”模具和外壳。这些粉末对铸造参数也有积极影响,从而提高了铸造产品的质量。然而,用于润滑和保护钢水的飞灰基粉末效率不高,因为飞灰具有不同的成分。因此,有必要将粉煤灰与石灰石、纯碱和萤石 (CaF2) 仔细混合,以使脱模粉的成分具有可重复性。这导致了 1980 年代初期合成脱模粉的发展。保护渣自问世以来的不断发展,现已使多种钢种的连铸成为常态。
今天,生产多种不同成分和形状(颗粒、粉末形式和挤压粉末)的保护渣,以适应不同钢种和尺寸的铸造。影响脱模粉性能的因素有 (i) 化学成分,(ii) 矿物成分,(iii) 粒度成分,(iv) 制造工艺,(v) 干燥或烘烤方法,以及 (v) 游离碳含量.每种形状和类型的粉末都有其自身的优点和缺点,例如价格、健康问题、流动性、隔热性和熔化速度。粉末的选择需要深入了解铸造工艺、钢水成分、所需和可行的偏好以及工艺和产品的特性。
模具粉末是各种金属氧化物和氟化物的机械混合物,其中含有少量碳以调节它们的熔化速率。在粉末熔化期间,氧化物和氟化物反应形成液体,冷却后产生复合氧化物和氟氧化物。这些相对熔渣润滑和传热性能的影响程度取决于原始粉末的化学成分。保护渣中的化学成分如此之多,很难从成分的基础上比较不同粉末的性能。
脱模保护粉的成分因应用、钢种和所需产品而异。但是,某些成分被认为是保护渣的主要成分。表征该组合物的组分是 (i) CaO 和 SiO2 的混合物,该混合物约占该组合物的 70%,其中 CaO 在 22% 至 45% 的范围内,SiO2 在 17% 至 56% 的范围内,(ii) CaO/SiO2 比例通常在 1 到 1.3 的范围内,一些粉末的碱度比为 0.8,(iii) MgO 约 0 % 至 10 %,(iv) Fe2O3 约 0 % 至 6 %,(v) Al2O3 约 0 %至 13 %,(vi) Na2O 约 0 % 至 25 %,(vii) K2O 约 0 % 至 2 %,(viii) 氟约 2 % 至 15 %,(ix) TiO2、B2O3、ZrO2、Li2O 和 MnO根据应用需要添加到粉末中,因此数量可能会有很大差异,并且 (x) C 大约在 2 % 到 20 % 之间。
保护渣中的氟 (F) 对保护渣性能有很大影响,同时对环境也有危害。氟的优点是(i)降低保护渣的熔点,从而增强保护渣的润滑性能,(ii)降低保护渣的粘度,从而有助于形成连续稳定的渣膜, (iii) 促进粉末薄膜的结晶。氟的缺点是(i)有挥发性成分如SiF4和NaF的排放,以及(ii)它与冷却水反应导致形成HF。
粘度、凝固点、熔点和成渣速度被认为是保护渣的重要性能。要求保护渣具有低粘度、低液相线温度和与连铸速度相匹配的熔化速率。在某些等级的钢的铸造过程中,有时需要注意保护渣的密度和化学成分。脱模粉的隔热性能通过堆积密度、粒度和碳类型来控制。化学成分对保护渣部分主要性能的影响见表1。
| 表1化学成分对脱模粉性能的影响 | ||||
| Sl. No. | 复合/元素 | 粘度 | 凝固点 | 熔点 |
| 1 | 氧化钙 | 减少 | 增加 | 增加 |
| 2 | SiO2 | 增加 | 减少 | 减少 |
| 3 | CaO/SiO2 | 减少 | 增加 | 增加 |
| 4 | Al2O3 | 增加 | 减少 | 增加 |
| 5 | Na2O | 减少 | 减少 | 减少 |
| 6 | F | 减少 | 增加 | 减少 |
| 7 | Fe2O3 | 减少 | 减少 | 减少 |
| 8 | 二氧化锰 | 减少 | 减少 | 减少 |
| 9 | 氧化镁 | 减少 | 减少 | 减少 |
| 10 | B2O3 | 减少 | 减少 | 减少 |
| 11 | BaO | 减少 | 减少 | 减少 |
| 12 | 二氧化锂 | 减少 | 减少 | 减少 |
| 13 | 二氧化钛 | 无变化 | 增加 | 增加 |
| 14 | K2O | 减少 | 减少 | 减少 |
对保护渣有特定的要求以适应钢的成分。这些要求如下。
- 低碳铝镇静钢要求脱模粉能够吸收Al2O3夹杂物而不会对粘度产生任何不利影响。脱模粉要求具有良好的绝缘性能、良好的非金属吸收性和稳定的性能。脱模粉的稳定性是指吸收 Al2O3 而对粘度没有任何不利影响的能力。
- 含碳量在 0.1% 到 0.18% 范围内的碳钢容易开裂。结晶器保护渣的高凝固温度减少了通过模具的热量。为了充分润滑,脱模粉需要低粘度。
- 含碳量超过 0.18% 的碳钢还需要低粘度、低密度和低熔点的保护渣。这些粉末应具有良好的绝缘性能、正确的碳含量和良好的润滑能力。
- 超低碳钢需要能吸收非金属夹杂物、提高绝缘性、提供良好润滑性、性能稳定和夹渣最少的保护渣。浇铸粉末不会导致钢中积碳。
今天的模具粉末大致分为三组,即 (i) 粉煤灰基、(ii) 合成材料和 (iii) 预熔或烧结材料。基于粉煤灰的脱模粉是铝土矿、石灰、萤石等原材料的机械混合物,以粉煤灰为主要成分。合成粉末只是粉末原料以所需比例的简单混合物。预熔保护渣通常用于铸造铝镇静深冲优质钢,是在原材料机械混合后熔化并定型的混合物。模具粉末以不同的形式供应,即粉末、颗粒、挤压和膨胀颗粒。每种类型的脱模剂在成本、流动性、隔热性、计量率和健康危害方面都有其自身的优缺点。粉末比颗粒产品便宜,但细粉末存在健康危害问题。由于细粉倾向于沉降到容器底部,因此供应也存在一些不均匀性。下面介绍不同类型的脱模粉。
粉煤灰粉 – 这些粉末是机械混合物,其中粉状飞灰是混合物的重要组成部分。在这些粉末中,粉煤灰与不同的矿物质混合。由于粉煤灰成分变化很大,限制了这类粉体的生产和使用。
合成粉末 – 这些粉末是许多细粉状矿物质的机械混合物。这些是用高剪切混合物制成的。希望使用具有相似熔点的原材料。最好使用最少数量的原材料来实现所需的成分,因为它简化了质量保证。也不要使用那些有健康危害问题的原材料。
预熔粉末 – 这些粉末有相当一部分材料已经预先熔化和定型。引入预熔粉末以提高均匀性和化学成分。
颗粒状粉末 – 这些粉末具有球形或挤压颗粒的形状。这些颗粒的粉尘比脱模粉少得多。球形颗粒特别适用于自动应用。粒状模具粉末是通过喷雾干燥生产的,而挤压粉末是通过挤出生产的。这些粉末具有更好的质量控制和更少的健康危害问题。膨胀颗粒含有膨胀剂。在颗粒加热过程中,膨胀剂改变了颗粒的形状,降低了模具顶部粉末的流动性。
发酵粉 – 这些有时在铸造开始时用于提供快速形成的渣池。这些粉末熔点低,氧化钠 (Na2O) 含量高,并且经常含有放热剂,例如硅化钙和少量碳(小于 1%)。只有在必要时才使用发酵粉。
在连铸过程中,钢水不断地从中间包浇注到摆动模具中。铜模用水冷却。为了保护钢水不被氧化和粘在模具上,使用了脱模粉。脱模粉连续添加到模具内钢液的上表面,可以手动或自动完成。该脱模粉形成总深度为100mm至150mm的层。由于钢水的高温,远高于粉末的熔点,因此在垂直方向通过粉末形成温度梯度。在顶部有新添加的脱模剂,形成粉末层。在添加脱模粉时,形成的不同层的脱模粉示意性地显示在图 1 中。下面介绍这些层的形成机制。
- 脱模粉升温并通过与氧气反应损失一些碳。随着温度升高,脱模粉会形成烧结层。
- 脱模粉以一定的速率熔化并形成烧结(糊状)层和液体层。液体层充当储存器以将液体粉末供应到股线。该液池应比行程长度深,以确保良好的润滑。
- 脱模粉通过液体粉末首先渗透到模具/铸坯间隙中形成固体粉末膜。这种固体粉末薄膜本质上是玻璃状的,通常为 2 毫米至 4 毫米厚。该固体薄膜随后在与股相邻的高温区域结晶。
- 脱模粉会形成典型的 0.1 毫米厚的液态粉末薄膜。这种液态熔渣沿着钢壳被吸入缝隙中并润滑钢绞线。这种润滑可以防止钢粘附在模具上,从而消除导致钢绞线断裂的原因。
弯月面上的粉末通常由四层组成,即 (i) 顶部的未反应、未熔化的深色粉末层,(ii) 烧结的半反应层,(iii) 糊状区域,其中保护渣正在熔化,和 (iv) 熔渣层直接在钢水上。润滑过程几乎完全在最后提到的层内进行,并且取决于许多因素。通常,具有较低粘度和/或熔化温度的助焊剂往往会提供较低的摩擦力、更好的润滑性能,从而防止粘连。
从图 1 可以清楚地看出,从钢水到粉末的外表面,可以根据它们的聚集状态和物理状态来定义三个不同的层。它们中的每一个都存在于一定的温度范围内。另一方面,从液态钢向冷却的模具移动,会出现其他层,但可以通过熔化曲线预测。粉末膜的特性决定了铸流润滑和模具传热的主要功能。根据化学成分和物理性质,可以依次发生两种主要机制,即结晶和玻璃化。晶体的形成有利于铸造过程中均匀且受控的(水平)传热,这是防止表面裂纹形成所必需的。
但是直接暴露在钢液中的结晶器保护渣也会经历瞬时加热,这能够提供与热力学状态相去甚远的热条件。在这种情况下,粉末通常具有玻璃状行为。
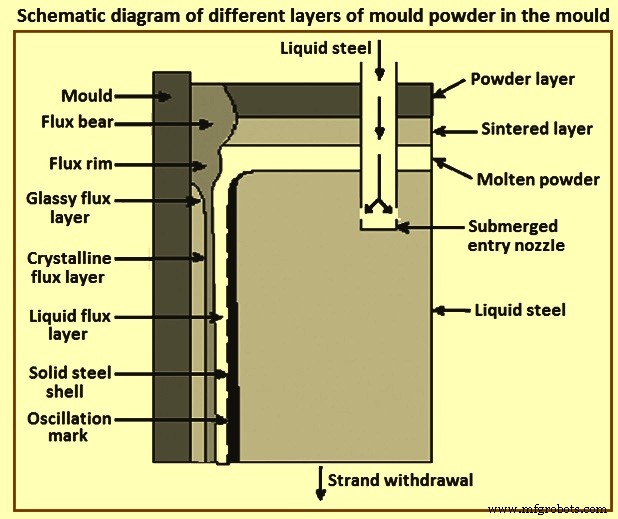
图1模具内不同层脱模粉示意图
脱模粉的作用过程
脱模粉的下部开始烧结并形成烧结层。然而,与钢水最紧密接触的粉末会因高温而熔化,并在模具内的钢水顶部形成液体粉末池。在模具的窄面和宽面处,液体粉末渗入钢弯月面和模具壁之间的狭窄间隙。当液态炉渣在水冷模具壁上淬火时,会形成固体玻璃状炉渣层。如果在该层上添加更多的粉末,或者在进行预热时,则有可能在该层中形成结晶相。由于模具上部的传热率较高,在弯月面顶部和模具周围形成称为边缘的熔渣层。固体渣层结构是控制水平热通量的一部分,即钢的冷却速度,直接关系到最终钢产品上出现的表面缺陷的数量。固体钢表面的温度在整个模具长度上都高于保护渣的熔点。结果,在固体粉末层和钢壳(钢绞线)之间存在液体粉末层。该层对于保持较低的铸坯/模具摩擦至关重要,从而避免粘钢壳
离模具最近的钢水层开始凝固。这种外壳的质量和特性是最重要的。因此,必须控制和优化凝固壳的稳定性和质量。这可以通过调整浇注速度、结晶器振动速度、热传递和结晶器保护渣的特性(如熔化速度、成分和粘度等)来实现。覆盖在钢液上的结晶器保护渣形成液体粉末层。在该层之上是富含碳的烧结层,在该层之上是未熔合的粉末。脱模粉有望实现多种功能,例如(i)保护金属免受空气氧化,(ii)隔热以防止表面部分凝固,(iii)吸收上升到表面的夹杂物,(iv)润滑金属和模具之间的接触,以及(v)根据铸造条件在铸坯和模具之间实现均匀的热传递。
在模具的振动过程中,在钢水表面形成的液态粉末渗入钢绞线和模具之间,起到润滑剂的作用,同时也调节从钢绞线到模具的热量提取。如果热量消散得太慢,钢坯会形成太薄的钢壳,并且可能发生“破裂”,即钢壳在模具下方破裂,因为它无法承受钢水的铁静压力。另一方面,如果排热率过高,铸件会出现纵向裂纹。
霉菌粉末表征
物理特性在选择程序和操作评估中起着重要作用。一般来说,保护渣的表征主要考虑化学成分、粘度(包括结晶开始)和熔融行为。
粘度 – 保护渣的粘度会影响铸造过程中保护渣的渗透。一般来说,对于相同的操作条件,渗透率随着脱模粉粘度的降低而增加。粘度的操作窗口主要基于经验法则,但在定义脱模粉所需的粘度时,其他要求(例如控制粉末截留)也起着重要作用。
熔化行为 – 结晶器保护渣的熔化行为强烈影响液池深度和对边缘/轴承形成的敏感性。熔化行为可以通过熔化轨迹和熔化速度来描述。在这两种情况下,游离碳的添加都被认为是主要因素。另一个主要参数是模具中的流动条件,即铸造过程中的弯液面稳定性。液池深度是由投料和脱模粉渗透的平衡值决定的。
熔化轨迹 – 结晶器保护渣的熔化轨迹使用热台显微镜确定。结果通常以软化温度、熔化温度和流动温度的形式给出。
熔化速度 – 结晶器保护渣的熔化速度使用所谓的软化法确定。使用这种方法,在固定温度(1400°C)下,作为时间的函数测量脱模粉预压缸的位移。该方法产生的定性结果可能与保护渣成分有关,即保护渣的游离碳含量。
制造工艺