工业4.0先进制造技术信息网站!
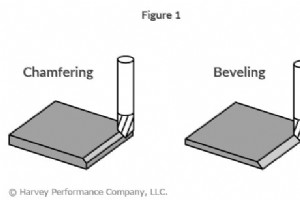
倒角铣刀或倒角铣刀是机械师日常使用的最常用工具之一。创建零件时,加工操作通常会在工件上留下锋利的边缘。倒角铣刀消除了锋利的边缘,而是留下倾斜的表面或倒角。这样一来,零件会更坚固,对最终用户更具美感。 这种独特的工具可以为机械师提供许多节省成本的好处。除了在零件上执行的同名操作外,倒角铣刀还可用于多种加工操作,包括坡口、去毛刺、锪孔和定位。 斜切倒角铣刀 术语“倒角”和“斜角”经常互换使用。这两个特征虽然相似,但实际上有两个不同的定义。虽然倒角会影响工件侧面的一部分 - 特别是零件的边缘,但斜角会影响方形零件特征的整个侧面。因此,零件的侧面可以有两个倒角,或者只有一个倒角(图 1)。 然

断屑槽立铣刀具有独特的缺口轮廓,形成锯齿状切削刃。这些分隔器将原本又长又粘的切屑分解成易于管理的小切屑,这些切屑可以从零件中干净地排出。但是,为什么某些工作需要断屑槽,而其他工作则不需要呢?这种独特工具的几何形状如何影响其正确的运行参数?在这篇文章中,我们将回答这些问题和其他问题,以发现这种独特切割几何形状的真正好处。 断屑槽工具的工作原理 当工具旋转并且其切削刃撞击工件时,材料会从零件上剪下,从而产生切屑。当切削过程中断时,例如刀具切削部分的断裂,切屑的长度会变小,因此更容易排出。 由于断屑槽是排屑槽错位的,因此每个排屑槽都会清除之前通过的排屑槽留下的任何多余材料,从而获得适当的平面光洁
键座铣刀,也称为半圆铣刀、键槽铣刀和 T 型槽铣刀,是许多机械师经常使用的一种切削工具——如果没有它,有些操作是不切实际的,甚至是不可能的。如果您的工作需要其中一种工具,那么了解何时以及如何选择合适的工具以及如何正确使用它是值得的。 键座刀具几何形状 选择和使用正确的工具通常比确定正确的直径和调整速度和进给更复杂。应仔细考虑键座的强度,尤其是在棘手的应用和困难的材料中。 与任何工具一样,更长的范围将使该工具更容易偏斜和破损。应使用允许范围最短的工具,以确保尽可能使用最强的工具。 键座铣刀的颈部直径会极大地影响其性能。较薄的颈部允许相对较大的径向切削深度 (RDOC) 和更大的间隙,但会导

平底工具或具有平底几何形状的工具可用于具有典型切削几何形状的工具所不具备的各种情况和操作。钻头或立铣刀的标准特性对其主要功能很有用,但不适用于某些用途。如果使用得当,以下平底工具可以区分拙劣的工作和完美的零件。 平底钻 平底钻头非常适合棘手的钻孔情况或无需二次精加工即可创建平底孔。考虑将这些专门的练习用于以下操作。 薄板钻孔 在薄板上钻孔时,尖头钻头可能会将一些材料推出出口孔并产生底部毛刺。平底钻遇到这个问题的可能性要小得多,因为它们的平底几何形状会产生更均匀的向下力。 跨孔钻孔 当钻一个穿过另一个孔的路径的孔时,重要的是要避免产生毛刺,因为在这种横截面中它们很难去除。与带尖的钻
Harvey Tool 广泛的孔加工解决方案产品包括几种不同类型的微型钻头选项及其补充。选项范围从微型定位钻到微型高性能钻 - 深孔 - 冷却液通过。但是哪些工具适合您打算在您的零件上留下的漏洞?您当前的轮播可能缺少哪个工具,从而使效率和性能落后?了解如何正确填充刀具库以获得所需的孔加工结果是迈向成功的第一步。 预钻注意事项 微型定位钻 根据您所需加工孔的深度及其公差要求,以及您将要钻孔的机器表面,首先选择微型定位钻可能是有益的。该工具可精确定位孔的确切位置,以防止常见的深孔钻孔事故,例如行走或偏离所需路径。在首次接触时零件表面不平坦的情况下,它还可以帮助提高精度。一些机械师甚至使用定位钻在
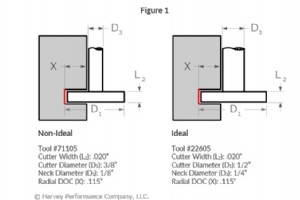
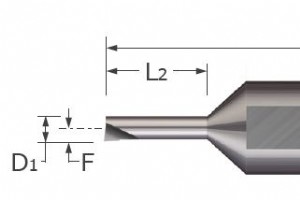
圆角立铣刀通常用于为工件添加特定半径,或在精加工操作中去除锐边或毛刺。在选择您的工具之前,请仔细考虑以下注意事项。选择正确的工具将产生具有较长使用寿命的强大工具,以及您所需的尺寸质量。选择错误可能会导致部分不准确和低于标准的体验。 为圆角立铣刀选择合适的导向直径 导向直径(上图中的 D1)决定了工具的限制。当导向直径较大时,工具能够以较低的速度运行。但是对于较小的导向直径,由于其较大的有效刀具半径,刀具可以运行得更快。有效刀具直径由以下等式确定,具体取决于半径与导向比: 对于半径/先导比 <2.5,有效刀具直径 =先导直径 + 半径 对于半径/先导比 ≥ 2.5,有效刀具直径 =先导直径

Keyseat 刀具,也称为半圆刀具、键槽刀具和 T 型槽刀具,常用于机械加工车间。许多机械师选择使用这种工具以有效的方式在零件的侧面放置一个槽,而不是旋转工件并使用传统的立铣刀。交错齿键槽刀具具有交替的右手和左手剪切槽并且是右手切削,而传统的键槽刀具具有所有直槽并且是右手切削。简而言之,交错齿键槽铣刀的独特几何形状赋予了该工具自己的一系列优势,包括能够在槽内进行分度、提高进给率和获得更好的零件光洁度。 三大优势 索引 Harvey Tool 交错齿键槽刀具的左右交替凹槽在其头部的两侧都被释放,这意味着它允许端切和背切。这增加了交错齿键槽刀具的多功能性,其中一个单一的工具可以在槽内轴向转
虽然表面上相似,但半圆雕刻刀和打标刀实际上有很大不同。这两种工具在它们拥有的几何形状、它们提供的好处以及它们的特定用途方面都是独一无二的。以下是所有机械师必须了解的主要区别,因为零件上的雕刻通常是加工过程中的关键步骤。 雕刻机和打标机有不同的用途 所有打标刀都是雕刻刀,但并非所有雕刻刀都是打标刀。这是因为打标刀是一种“类型”的雕刻工具。凭借其更坚固的几何形状,这些工具适用于需要重复的应用,例如将序列号雕刻到零件上。 Harvey Tool 能够为黑色金属和有色金属应用定制特定的刀具几何形状,提供用于特定材料用途的打标刀具。 另一方面,雕刻刀适用于需要复杂设计的更精细的应用,例如雕刻结婚
您知道单型螺纹铣刀和多型螺纹铣刀的主要区别吗?您知道哪种工具选项最适合您的工作吗?这篇博文探讨了几个因素,包括工具的形式和最大螺纹深度,对最终做出适当的 Harvey Tool 决策很重要。 螺纹铣刀产品供应 单一表格 单形螺纹铣刀是 Harvey Tool 提供的最通用的螺纹解决方案。这些刀具磨削到一个锋利的尖端,能够铣削 60° 螺纹样式,例如 UN、公制和 NPT 螺纹。凭借超过 14 种联合国和 10 种公制尺寸的工具,Harvey Tool 的单一形式选择让机械师有机会加工多种不同类型的螺纹。 Harvey Performance Company, LLC. 用于淬硬钢的单面

机械师在为其工作选择合适的工具时面临许多问题。必须做出的一个关键决定是特定材料的工具对于将要执行的应用程序是否合适和必要——使用这种工具的好处是否超过了设计用于各种材料。在确定特定材料的刀具是否是您的最佳选择时,需要考虑四个主要类别:内部刀具几何形状、涂层、材料去除率 (MRR) 和成本。 何时使用材料专用工具 您是一家主要处理一种材料的商店的机械师吗?或者,您通常全天经常更换材料吗?此外,您一次制作多少个零件?这些是您在做出工具决定之前必须问自己的问题。 材料专用工具最适用于使用相同材料加工多个零件的情况。例如,如果您的车间正在加工 1,000 个塑料零件,那么选择专为这种材料设计的工具

转向节粗铣刀和断屑槽是粗加工立铣刀上常见的轮廓,虽然外观非常相似,但实际上具有不同的功能。断屑槽是指沿刀具切削刃的槽口,用于分解切屑以防止常见的疏散事故。 Knuckle Roughers 是指刀具的锯齿状切削刃,其作用是增强切削作用,使整体操作更顺畅。 确定合适的刀具样式是成功粗加工应用非常重要的第一步。 了解两种风格 断屑铣刀 为了帮助排屑,Chipbreaker 立铣刀沿切削刃具有缺口轮廓,可将长切屑分解成更小、更易于处理的碎片。这些工具通常用于铝材加工,只要铝材常见长而细的切屑。 每个槽口都在槽到槽之间偏移,以提高零件的表面光洁度。这是通过确保每个凹槽旋转并撞击零件来实现的,随后
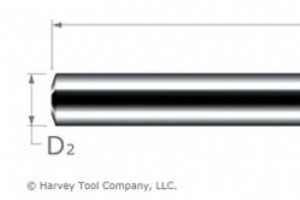
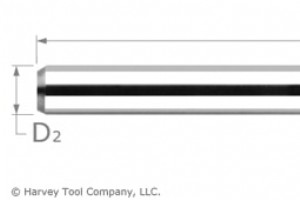
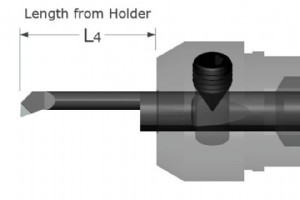
大多数机械师都熟悉 CNC 钻孔,但您知道钻孔的常见做法是始终使用铰刀吗?如果操作正确,铰孔可以是一种快速且高精度的操作,可以产生精密孔。 关键铰刀几何形状 通过检查 Harvey Tool 微型铰刀及其关键尺寸,我们可以更好地了解这个有用工具的功能。在上图中的直槽铰刀中,D1 指的是铰刀直径,即适用于您的孔的特定尺寸; D2 指向刀柄直径。在 Harvey Tool,铰刀柄尺寸过大,有助于保持刀具强度、刚度和精度。刀柄还具有 h6 公差,这对于热缩夹头等高精度刀柄至关重要。铰刀的其他关键尺寸包括其总长度 (L1)、余量长度 (L2)、总范围 (L3) 和倒角长度 (L4)。 Harve

加工不同类型的塑料时会出现许多挑战。在不断变化的塑料行业中,需要在选择工具之前检查工件夹持、材料的熔点以及可能在工件上产生的任何毛刺。为您的工作和材料选择正确的工具对于避免浪费时间和金钱至关重要。 Harvey Tool 提供具有上切和下切几何形状的一刃、二刃和三刃塑料切削立铣刀。以下指南旨在帮助您在刀具选择过程中避免常见的塑料切割错误。 选择工件夹持方式 在工件夹持方面,并非所有塑料零件都可以通过夹具或虎钳固定。根据材料的特性,这些工件夹持选项可能会损坏零件或使零件变形。为了解决这个问题,经常使用真空台或其他较弱的保持力,例如双面胶带。 由于这些工件夹具不能将零件固定得那么紧,如果使用了

底切立铣刀,也称为棒棒糖刀具或球形球头立铣刀,是加工底切的常见选择。底切是一种常见的零件特征,其特征是工件的一个部分“悬挂”在另一个部分上。使用标准刀具加工底切通常很困难,甚至不可能,尤其是在 3 轴机床上。在许多情况下,需要专用工具来解决此功能。尽管它们经常与单一用途相关联,但底切器实际上是非常通用的工具,值得随身携带以进行各种操作。 底切 不出所料,这些工具非常适合底切操作。在零件上创建底切可能既棘手又耗时,尤其是在被迫旋转工件时。幸运的是,这可以通过底切器大大简化。 具体使用什么工具取决于特征和零件的几何形状。这些工具可提供各种包角,如 220°、270° 和 300°。更大的包
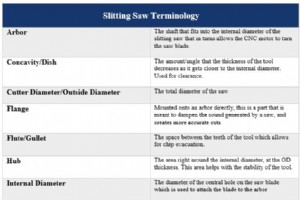
当机械师需要将材料切割得比宽度更深时,纵切锯是完成工作的理想选择。它们的独特之处在于它们的成分和刚性,使其能够承受各种简单且难以加工的材料。 什么是纵切锯? 纵切锯是一种扁平(带或不带盘子)圆形工具,中间有孔,外径有齿。该工具与心轴配合使用,适用于需要在小直径内去除大量材料的加工用途,例如开槽或切断应用。 其他名称包括(但不限于)分切刀、开槽刀、珠宝锯和分切刀。珠宝商锯和纵切刀都是特殊类型的锯。珠宝商锯的齿数很高,可以切割出微小、精确的特征,而分切刀根本没有齿。在珠宝商锯上,为了使切割尽可能准确,齿数通常比其他类型的锯高得多。 关键术语 为什么要使用纵切锯? 这些锯设计用于切割黑色金属
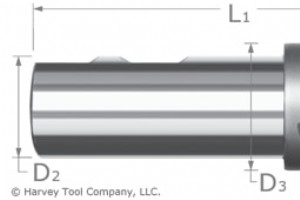
镗孔是一种车削操作,允许机械师通过多次内孔迭代来使预先存在的孔更大。与传统的孔精加工方法相比,它具有许多优点: 能够以经济高效的方式加工标准钻孔尺寸之外的孔 创建更精确的孔,因此公差更小 更高的完成质量 在孔内创建多个维度的机会 整体硬质合金镗刀杆,例如 Micro 100 提供的镗刀杆,具有一些标准尺寸,可提供刀具从内孔去除材料的基本功能。其中包括: 最小孔径 (D1) :使刀具的切削端完全嵌入内部而不会在相对两侧接触的孔的最小直径 最大孔径 (L2) :刀具在不与柄部接触的情况下可以到达孔内的最大深度 刀柄直径 (D2) :工具与刀架接触部分的直径 总长度 (L1) :工具

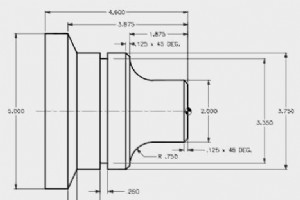
在任何机械车间、装配车间或业余爱好者的车库中都可以找到倒角铣刀或倒角铣刀。这些刀具是简单的工具,用于对各种材料的任何零件进行倒角或斜切。对零件进行倒角的原因有很多,从流体流动和安全性到零件美观。 由于需求的多样性,刀具制造商提供了许多不同角度和尺寸的倒角刀,以及不同类型的倒角刀尖几何形状。例如,Harvey Tool 提供 21 种不同的角度,范围从 15° 到 80°,刃数为 2 到 6,刀柄直径从 1/8” 到 1 英寸。 在找到具有他们正在寻找的精确角度的工具后,客户可能必须选择最适合其操作的特定倒角刀尖。倒角刀尖的常见类型包括尖头、平头和端面切削。 Harvey Tool 提供

众所周知,钛是一种难以加工的材料,尤其是在腐蚀性刀具路径中,例如与高效铣削 (HEM) 相关的刀具路径。 Helical Solutions 的新刀具系列 HVTI-6 系列钛立铣刀专门针对此目的进行了优化,并且经证明,其刀具寿命比竞争对手的类似刀具长 20% . 在端面水平,这些用于钛合金的新型螺旋立铣刀具有圆角半径几何形状、6 个刃口,并采用 Aplus 涂层,以实现最佳的刀具寿命和更高的切削性能。但这些立铣刀的功能远不止标准 6 刃刀具的典型几何形状。 HVTI-6 的设计结合了独特的前角、核心和刃口设计,使其在切削 HEM 刀具路径的同时铣削钛的标准 6 刃刀具具有优势。点击此处观看

Helical Solutions 的高进给立铣刀为机械师提供了许多机会,并具有特殊的端部轮廓以提高加工效率。高进给立铣刀是一种高效铣削 (HEM) 型刀具,具有专门的端部几何形状,利用切屑变薄,可在某些应用中大幅提高进给率。虽然标准立铣刀具有方形、圆角半径或球型轮廓,但这款 Helical 刀具具有专门的、非常特殊的设计,可充分利用切屑变薄,从而使刀具比传统立铣刀更能推入。 以下是所有机械师都应该了解的关于这个令人兴奋的 Helical Solutions 产品的 5 件事。 1.它们在轴向切削深度较小的应用中表现出色 高进给立铣刀设计用于采用较大的径向切深(刀具直径的 65% 至 1
在任何 CNC 机床上进行手动换刀从来都不是及时或有益的过程。通常情况下,标准刀柄中的刀具更换最多需要 5 分钟。把它加起来几次,你的制作时间突然增加了几分钟。 随着数控机床和刀具技术的进步,有更多的多功能工具可以帮助您避免换刀。然而,有时它只是不可行,需要多次更换工具。幸运的是,Micro 100 开发了一种革命性的新方法,可以显着加快换刀速度。 什么是 Micro-Quik 工具系统? Micro 100 Micro-Quik 刀具系统由位于爱达荷州 Meridian 的 Micro 100 世界一流的磨削工厂开发,与所有 Micro 100 硬质合金刀具具有相同的标准和严格的公差。
数控机床