工业4.0先进制造技术信息网站!

Yasnac MX1报警代码完整列表。 Yasnac MX1数控系统 Yasnac MX1 报警代码 0 断电 1 ZR 未就绪 (X) 2 ZR 未就绪(Y) 3 ZR 未就绪 (Z) 4 ZR 未就绪 (4) 5 ZR 未就绪 (5) 第 10 次错误 11 电视错误 12 溢出 (128CH) 13 程序错误(无地址) 14 程序错误(“-”,“0”) 15 程序错误(通道不可用) 16 程序错误(不可用的轴) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 22 程序错误(G02 / 03,G43 / 44) 23 程序错误 (G) 24 程序错误(

Yasnac MX2报警代码完整列表。 Yasnac MX2数控系统 Yasnac MX2 报警代码 0 断电 1 ZR 未就绪 (X) 2 ZR 未就绪(Y) 3 ZR 未就绪 (Z) 4 ZR 未就绪 (4) 5 ZR 未就绪 (5) 第 10 次错误 11 电视错误 12 溢出(128 通道) 13 程序错误(无地址) 14 程序错误(“-”、“0”) 15 程序错误(通道不可用) 16 程序错误(不可用的轴) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 22 程序错误(G02 / 03,G43 / 44)G43) 23 程序错误 (G) 24 程

Yasnac MX3报警代码完整列表。 Yasnac MX3数控系统 Yasnac MX3 报警代码 1 ZR 未就绪 (X) 2 ZR 未就绪(Y) 3 ZR 未就绪 (Z) 4 ZR 未就绪 (4) 5 ZR 未就绪 (5) 第 10 次错误 11 电视错误 12 溢出(128 通道) 13 程序错误(无地址) 14 程序错误(“-”,“0”) 15 程序错误(通道不可用) 16 程序错误(不可用的轴) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 22 程序错误(G02/03、G43/44) 23 程序错误 (G) 24 程序错误(G、G41/42)
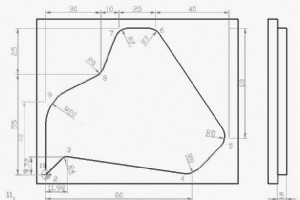
Siemens Sinumerik 810 编程实例展示数控机械师如何加工圆角半径。 Sinumerik 810 CNC 控制使用 U+ 作为半径(参见下面的示例)。Sinumerik 810 CNC 控制使用 U- 作为倒角。U 必须是任何正数值,例如 U5,这将绘制半径 5嗯。 对于 Sinumerik 810 上的刀具偏移设置,请阅读带有 Sinumerik 控制装置的 Hermle UWF 851 CNC 铣床上的工件偏移设置 此 cnc 编程示例适用于, SINUMERIK 810G SINUMERIK 820G Sinumerik 810 编程实例 Sinumerik

802C 是一款低端的西门子 Sinumerik 控制器。 3 轴和主轴。 伺服系统接口是模拟的。 用于文件传输的 RS232C。 中国是目标OEM市场和用户群体。 西门子Sinumerik 802C Sinumerik 802C / 802S /802D 手册 CNC机械师可从西门子网站免费下载Siemens Sinumerik 802C/802S/802D编程操作手册, Sinumerik 802C/802S/802D 手册 如何编写CNC程序sinumerik 802 S/C

与 Siemens Sinumerik 802C 相同,但具有步进驱动器接口 西门子Sinumerik 802S Sinumerik 802C / 802S /802D 手册 CNC机械师可到西门子网站免费下载Siemens Sinumerik 802C/802S/802D编程操作手册,Sinumerik 802C/802S/802D手册
DIN代表“Deutsches Institut für Normung”,意为“德国标准化研究所”。 CNC相关DIN标准 DIN 66025-1 机器的数控,格式;一般要求 DIN 66025-2 工业自动化;机器的数控;格式、准备和杂项功能 Din 66025 数控编程代码 RS-274-D – G代码计算机数控语言的一个版本,由EIA标准化。或者RS-274D是由电子工业协会制定的数控机器标准 按照 ISO (DIN 66025) 和 RS274 进行 NC 编程 Din 66025 G 代码 G00 快速移动 G01 带进给率的线性插补 G02 圆弧插补(顺时针) G0

安川Yasnac 3000G报警代码完整列表。 安川Yasnac 3000G Yasnac 3000G 报警代码 11 面板温度过高 12 磁带/内存水平奇偶校验错误 13 磁带垂直奇偶错误 14 格式错误 15 数据错误 16 偏移量错误 17 参数错误 18 磁带存储器错误 21 超程 22 参考零返回区错误 23 参考零返回未就绪 24 参考归零位置错误 25 序列错误 26 主轴错误 27 定位错误 28 机器未就绪 31 伺服电源未提供 32 控制单元未就绪 33 紧急停止 34 伺服错误 35 超载 36 反馈错误 37 硬件错误(FG 错误) 38 硬件错误(RPG 错误)
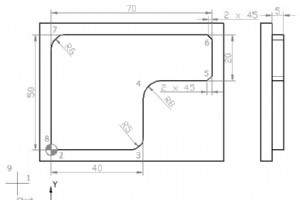
Siemens Sinumerik 810 cnc mill 编程示例,展示了 cnc 机械师如何加工/编程半径和倒角。 Sinumerik 810 半径/倒角编程 U+值用于Radius编程。U-值用于Chamfer编程。 Sinumerik 810 半径/倒角编程示例 Sinumerik 810 数控铣床半径倒角程序 N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5N25 G01 Z0N30 Z-5N35 G42 X0 Y0N40 X40 Y0 U5N45 X40 Y
当按下 Reset 键时,零件程序的执行将停止,程序执行将返回到程序的顶部。如果不按下 NC 启动键,程序将不会重新启动。
西门子 Sinumerik REPOSition代表重新定位。 REPOSition 是数控的一种操作模式。如果工具损坏,或出于任何原因操作员必须中断程序执行并脱离轮廓,工具可以在 REPOSition 模式下返回到轮廓。在此之后,模式可以更改为自动并恢复加工。
西门子 Sinumerik 子程序结束标记。与 M17、M02 和 M30 不同,RET 允许您指定返回的目标。
FANUC Fuji Automatic Numerical Control 的缩写 . 相关: 发那科CNC控制铣车削磨削是如何命名的学发那科编程

安川Yasnac LX1报警代码完整列表。 Yasnac LX1数控系统 Yasnac LX1 警报代码 1 ZR 未就绪 (X) 2 ZR 未就绪 (Z) 5 重置未就绪(编辑后) 第 10 次错误 11 电视错误 12 溢出(128 通道) 13 程序错误(无地址) 14 程序错误(“-,”“”。) 15 程序错误(通道不可用) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 24 程序错误(G、G41 – 44) 26 程序错误 (G41 – 44) 27 程序错误 (G41 – 44) 30 程序错误(F/E) 31 程序错误(R =0) 34 程序

安川Yasnac LX2报警代码完整列表。 Yasnac LX2数控系统 Yasnac LX2 警报代码 1 ZR 未就绪 (X) 2 ZR 未就绪 (Z) 5 重置未就绪(编辑后) 第 10 次错误 11 电视错误 12 溢出(128 通道) 13 程序错误(无地址) 14 程序错误(“-”,“”。“) 15 程序错误(通道不可用) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 24 程序错误(G、G41 – 44) 26 程序错误 (G41 – 44) 27 程序错误 (G41 – 44) 30 程序错误(F/E) 31 程序错误(R =0) 34 程

安川Yasnac LX3报警代码完整列表。 Yasnac LX3数控系统 Yasnac LX3 报警代码 1 ZR 未就绪 (X) 2 ZR 未就绪 (Z) 5 重置未就绪(编辑后) 第 10 次错误 11 电视错误 12 溢出(128 通道) 13 程序错误(无地址) 14 程序错误(“-,”.) 15 程序错误(通道不可用) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 24 程序错误(G,G41-44) 26 程序错误 (G41-44) 27 程序错误 (G41-44) 30 程序错误(F/E) 31 程序错误(R =0) 34 程序错误 (G02/
这是一系列为cnc机械师/程序员讲解圆弧插补的概念和编程方法的文章。毫无疑问,cnc加工车间的每个零件都有某种圆弧、半径、圆,所以它不仅是必要的,而且必须学习如何对这些圆弧、半径、圆进行编程,还必须学习圆和圆弧插补的基本概念、基础知识。 阅读本文的其他部分 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 所以简而言之,我们刚刚陈述了一系列文章/教程,以简化数控机械师/数控程序员

Fanuc 21 报警代码完整列表。 (发那科 21 B 型) Fanuc 系列 21-T CNC 控制 Fanuc 21 报警代码 0 请关闭电源 1 个奇偶校验警报 2 电视奇偶校验报警 3 位数太多 4 地址未找到 5 地址后无数据 6 负号的非法使用 7 非法使用小数点 9 非法地址输入 10 不正确的 G 代码 11 无进给指令 14 无法命令 G95(M 系列) 14 ILLEGAL LEAD COMMAND(T 系列) 15 轴指令太多(M 系列) 15 轴指令太多(T 系列) 20 超出半径公差 21 非法平面轴指令 22 无圆半径 23 非法半径命令(T 系列) 25
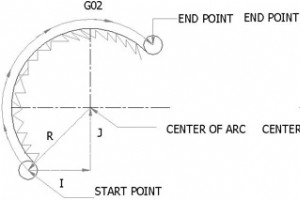
圆弧插补概念和编程系列的第 2 部分,本文解释了在数控机床上编程/加工圆弧插补所需的信息,以及数控机械师如何使用 R(半径)编程圆弧插补。 阅读本文的其他部分 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 五条信息 执行一条圆弧插补指令需要5条信息。 圆周运动 项目 命令 平面选择 G17 =平行于 XY 平面的圆弧 G18 =平行于 ZX 平面的圆弧 G1

与 NC 启动相同。 CYCLE START 用于开始执行所选程序。用于启动MDI缓冲区中NC程序段的执行。 看到底部的绿色按钮, 西门子SINUMERIK 808D控制器
数控机床