工业4.0先进制造技术信息网站!
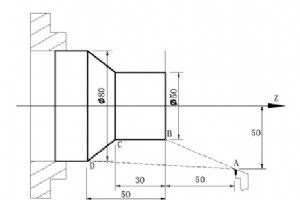
CNC车床简单g代码示例,适合刚开始CNC编程学习之旅的CNC机械师/CNC编程人员。 数控车床简单G代码示例 CNC车床简单G代码示例 O0001N5 M12N10 T0101N15 G0 X100 Z50N20 M3 S600N25 M8N30 G1 X50 Z0 F600N40 W-30 F200N50 X80 W-20 F150N60 G0 X100 Z50N70 T0100N80 M5N90 M9N100 M13N110 M30N120 % 代码解释 N5 夹紧工件N10 换1号刀并执行偏置N15 快速定位到A点N20 主轴600转/分启动N25 冷却ONN30 以600mm/

GSK 980TDb G代码完整列表 GSK 980TDb – 车削数控系统 GSK 980TDb G 代码 G代码 含义 G01 线性插值 G00 快速移动 G01 线性插值 G02 圆弧插补(CW) G03 圆弧插补(逆时针) G04 停留时间预设 G05 三点圆弧插补 G6.2 椭圆插值(CW) G6.3 椭圆插值(逆时针) G7.1 圆柱插补 G7.2 抛物线插值(CW) G7.3 抛物线插值(逆时针) 十国集团 数据输入 G11 数据输入取消 G12.1 极坐标插值 G13.1 极坐标插补取消 17国集团 XY平面 八国集团 ZX平面 G19

G71车削循环 G71 粗车循环示例代码。此 cnc 程序代码适用于 Fanuc 和类似的 cnc 控件。 G71粗车循环参数说明 CNC Fanuc G71 车削循环或切削固定循环 其他 G71 粗车循环示例 Fanuc G70 G71 粗车和精车循环程序示例G71 纵向粗车循环 Mazak CNC 基本编程示例CNC 编程示例与 Fanuc G71 粗车循环和 G70 示例程序 G71 粗车循环示例 O0004G00 X200 Z10 M3 S800G71 U2 R1 F200G71 P80 Q120 U0.5 W0.2N80 G00 X40 S1200G01 Z-30 F100

本文简要介绍了使用 Siemens Sinumerik CNC Control 在 Hermle UWF 851 数控铣床上设置零偏的整个过程。 采用 SINUMERIK 810 CNC 控制系统的 Hermle UWF 851 CNC 铣床 用 5 至 10 毫米深的虎钳夹住作业。 铣刀准备 使用刀架紧固夹具将 Ø 12 mm 的刀具拧紧(夹紧)在刀架中。左手拿起相同的刀架,然后按下换刀按钮以打开位于右侧的换刀机构数控铣床头。将刀架放在机头上并向上推,另一只手按下换刀按钮旁边的关闭换刀按钮。 (下一页按钮)找到 Over Store 页面。选择 Over Store 页面。输入 S
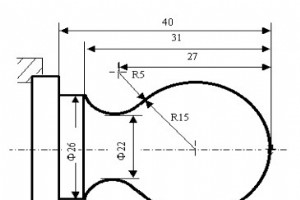
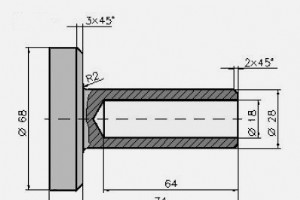
数控圆弧编程实例 本数控程序展示了如何将两条圆弧G03 G02连接在一起。 数控圆弧编程G02 G03实例 CNC圆弧编程G02 G03实例 O0001N001 G0 X40 Z5; (Rapid position) N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 arc)N006 G02 X26 Z-31 R5; (Cut R5 arc)N007 G01 Z-40; (Cutф26)N008 X40 Z5; (Return to s

Haas Automation 的 CNC 车床软爪视频系列 一个非常简短的视频,描述了数控车床软爪切割的正确方法。从爪的选择到爪的镗孔,简要描述了切割软爪时使用的每个动作。 数控车床软爪正确切削方法 此视频回答了以下问题 数控车床为什么要用软爪?切削外径夹持软爪的正确方法。软爪基本原理。什么地方用铝爪,什么地方用钢爪?合适的钳口尺寸。软钳口正确抓握需要多大的压力? 在本视频中,可调式颚式镗孔环用于颚式镗孔。 可调颚式镗环

该视频介绍了如何在采用 Siemens Sinumerik 808D cnc 控制的 CNC 车床上为不同的加工操作选择刀具和刀具设置。 通常车间里有很多工具可供使用,因此选择合适的工具进行正确的操作也是cnc机械师必须学习的工作。 数控车床对刀 相关 – CNC 加工的 CNC 刀具选择技巧 在本视频教程中,以下刀具用于零件加工,1 – 刀尖半径为 0.8 毫米的车刀。2 – 刀尖间距为 1.25 毫米的螺纹刀具。3 – 切槽刀尖端半径为0.1 mm,宽度为3.1 mm。 车刀用于面加工和轮廓加工,螺纹加工用于螺纹切削,最后一个插刀用于切槽操作。最后,西门子的这段视频还介绍了在数
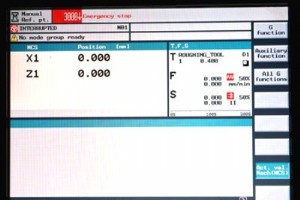
正如您在之前的 Sinumerik 808D 车削视频教程系列视频中看到的那样,数控车床已完全设置组件(数控车床钳口已调整,所有必要的刀具已固定在刀塔中)。 数控坐标系统介绍 西门子的这段视频介绍了 CNC 坐标系统 MCS 和 WCS, 机器零点或机器坐标系 (MCS) 工件零点或工件坐标系 (WCS) 以及这些零点在数控车床中的位置。 Sinumerik 808D坐标系介绍 机器零点 (MCS) 机器零点由机器制造商固定,不能更改。 工件零点(WCS) 工件零点由cnc机械师设置,他可以随意设置此点,但大多数工件零点位于位于工件正面。所有编程尺寸都是在cnc时从工件零点开始

西门子Sinumerik 808D操作面板介绍。 Sinumerik 808D操作面板 1 – 垂直和水平软键(调用特定菜单功能)。2 – 返回键(返回到下一级菜单)。3 – 菜单扩展键(保留供将来使用。4 – 字母和数字键。5 – 控制键。6 – 警报取消键(取消标有此符号的警报和消息)。7 – 车载助手键(提供有关基本调试和操作程序的分步指南)。8 – 帮助键(调用帮助信息)。9 – 光标键。10 – 操作区键。11 – USB 接口。12 – 状态 LED。
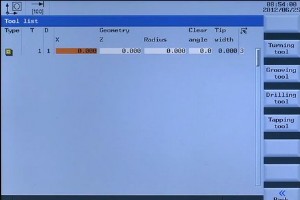
该视频非常简要地介绍了使用西门子 Sinumerik 808D 数控系统在数控车床上进行刀具偏移设置或刀具设置的每一个细节。 由于刀具的实际选择以及如何将刀具安装到车床的转塔上,在之前的视频教程中介绍了刀具在机器上的设置 – Sinumerik 808D 视频教程车削第 5 部分 虽然这台机器没有机内测刀头,但是这个视频展示了如何使用机器内置的刀具测量系统(西门子称之为 - 刀具测量屏幕)进行刀具测量, Sinumerik 808D 刀具偏置设置分步程序 下面给出了手动工具设置的分步过程, 1 – 按偏移区域按钮(用于工具列表)。2 – 按软键新建工具创建新工具。3 – 输入工具编号(
Haas 设置介绍 Haas 设置是影响机器操作的 Haas 机器条件。通常,设置允许操作员或设置人员锁定、打开或指定功能。 哈斯设置 哈斯铣床设置 1 – 自动关机定时器 2 – 在 M30 时关闭 3 – 3D 图形 4 – 图形快速路径 5 – 图形钻点 6 – 前面板锁定 7 – 参数锁定 8 – 程序内存锁 9 – 尺寸标注 10 – 将快速限制在 50% 11 – 波特率选择 12 – 奇偶选择 13 – 停止位 14 – 同步 15 – H &T 代码协议 16 – 试运行锁定 17 – 选择停止锁定 18 – 块删除锁定 19 – 进给率覆盖锁定 20 – 主轴超控锁
适用于使用 Haas 车床的 CNC 机械师的 Haas 设置的完整列表。 Haas 设置介绍 Haas 设置是影响机器操作的 Haas 机器条件。通常,设置允许操作员或设置人员锁定、打开或指定功能。 哈斯设置 Haas 车床设置 1 – 自动关机定时器 2 – 在 M30 时关闭 3 – 3D 图形 4 – 图形快速路径 5 – 图形钻点 6 – 前面板锁定 7 – 参数锁定 8 – 程序内存锁 9 – 尺寸标注 10 – 将快速限制在 50% 11 – 波特率选择 12 – 奇偶选择 13 – 停止位 14 – 同步 16 – 试运行锁定 17 – 选择停止锁定 18 – 块删除锁

Haas Automation 为 CNC 机械师制作的一段非常简短且内容丰富的视频,解释了如何正确切割 CNC 车床软爪以进行 ID 抓取。 数控车床软爪切割用于 ID 抓取 注意: 强烈建议您先观看第 1 部分视频,该视频解释了如何正确切割软钳口以进行 OD 外夹持,并介绍了数控车床钳口切割的许多基础知识, 第 1 部分: CNC 车床软爪正确的钻孔/切削方法 – Haas 视频 数控车床饼爪 该视频解释了许多有关数控车床夹爪和软夹爪切割的有趣基础知识,像该视频一样,简要说明了在数控车床机器上何时何地使用 Pie Jaws 进行组件内径夹持。 夹持力均匀分布,饼形夹爪可防止
Centroid M 代码的完整列表,适用于使用 Centroid CNC 控件在 CNC 车床上工作的 CNC 机械师。 Centroid M Codes – CNC车床(T系列) 质心 M 代码 – CNC 车床(T 系列) M00 操作员停止 M01 操作员可选停止 M02 重启计划 M03 主轴顺时针转动 M04 主轴逆时针转动 M05 主轴停止 M07 喷雾冷却剂开启 M08 溢流冷却开启 M09 冷却液关闭 M10 夹紧 M11 钳位关闭 M26 设置轴首页 M29 为 G84 设置点击模式 M50 C 轴禁用 M51 C 轴使能 M91 移动到负数首页 M92 移至 Plu
西门子 Sinumerik 840D 报警列表(840D/840Di/810D 和类似控件),适用于在配备 Sinumerik 数控控件的数控机床上工作的数控机械师和维护人员。 西门子 Sinumerik 报警器 Sinumerik 840D 报警列表 1000 系统错误 %1 1001 系统错误 %1 1002 系统错误 %1 1003 此自清除警报 %1 的警报指针为零 1004 对 NCK 报警的报警反应配置不正确 1005 操作系统错误 %1 参数 %2 %3 %4 1010 通道 %1 系统错误 %2 操作 %3 1011 通道 %1 %3 %4 系统错误 %2 1012 通

完整的 Centroid CNC 警报错误消息,适用于使用 Centroid cnc 控制(T 系列/M 系列)的数控铣床/车床的 CNC 机械师。 质心警报错误消息 Centroid CNC 报警错误信息 CNC 软件启动错误和消息 102 初始化 CPU 时出错…无法继续。 103 发送设置错误 104 发送 PID 设置错误 105 mpu.plc 文件读取错误..无法继续 106 PC 时钟似乎有误。 199 CNC 启动 退出 CNC 软件时发出的消息 201 由于已知错误退出 CNC 202 由于数学错误退出 CNC 204 Exiting CNC…正常退出 222 自动
适用于使用 Fanuc cnc 控制(或类似的 cnc 控制)的数控车床机械师的 CNC 编程练习。 此数控编程练习使用Fanuc G71 车削循环Fanuc G74 Peck 钻孔循环 数控车床编程练习 CNC 车床编程练习 Fanuc G71、G74 循环 N10 G40 G00N20 G99N60 T0101N70 G50 S3500N80 G96 S0240 M4N90 G00 X72. Z0.1N100 G01 X-1.6 F0.12 M7N110 G00 X150. Z150.N120 M5N130 M9N140 T0303N150 G97 S2500 M3N160 G00
使用Fanuc固定循环的Fanuc车床编程实例 G71 车削循环 G70 完成循环 G74 啄钻循环 这个Fanuc车床编程实例说明了谁使用G71车削循环、G70精加工循环、G74啄钻循环进行ID加工(内加工、镗孔操作) Fanuc 车床编程实例 使用G71、G70进行ID加工的发那科车床编程实例 N10 G40 G00N20 G99N30 M5N40 M9N60 T0101N70 G50 S3500N80 G96 S0240 M4N90 G00 X102. Z0.N100 G01 X-2. F0.15 M7N110 G00 X150. Z150.N120 M9N130 T0707N

Centroid M系列G代码(CNC Mill)的完整列表。 程序的给定行可能包含多个 G 代码。如果在同一行中使用一组中的多个 G 代码,则只有最后指定的 G 代码将保持活动状态。 质心G代码M系列 Centroid M 系列操作手册 CNC 机械师可以免费下载 Centroid M 系列操作手册 来自 Centroid 网站 CENTROID CNC编程操作手册免费下载 质心 G 代码 M 系列 G代码描述G00 快速定位G01 线性插补G02 顺时针圆弧或螺旋插补G03 逆时针圆弧或螺旋插补G04 暂停G09 减速和停止(以前称为准停)G10 参数设置G17 圆弧插补平面选

Centroid数控车床G代码完整列表。 程序的给定行可能包含多个 G 代码。如果在同一行中使用一组中的多个 G 代码,则只有最后指定的 G 代码将保持活动状态。 质心数控车床 质心车床操作手册 CNC 机械师可以免费下载 Centroid 车床操作手册 来自 Centroid 网站 CENTROID CNC编程操作手册免费下载 质心数控车床G代码 G代码 说明G00 快速定位G01 直线插补G02 顺时针圆弧或螺旋线插补G03 逆时针圆弧或螺旋线插补G04 暂停G10 参数设置G20 选择英制单位G21 选择公制单位G22 工作范围打开G23 工作范围关闭G28 返回参考点G29
数控机床