工业4.0先进制造技术信息网站!
Fanuc G73 模式重复循环可帮助 CNC 机械师轻松编程/维护/调试粗糙材料去除程序。其他 Fanuc 固定循环如G71 纵向切削循环或G72 端面循环去除通过直线切割粗材料。但是 Fanuc G73 模式重复循环通过沿轮廓切割去除粗材料。所以从第一次切割开始,G73 模式重复循环切割与精加工部件相同的形状. Fanuc G73 花样重复循环格式 G73 U W RG73 P Q U W F Fanuc G73花样重复固定循环 G73 第一个 CNC 程序块 U – X 轴上的逃逸距离和方向(半径值)。这是将在 x 轴上切割的材料量。W – Z 轴上的逃逸距离和方向。这是将在 z
Kyocera Cutting Tools and Inserts Catalogue可从京瓷网站免费下载http://americas.kyocera.com/kicc/cuttingtools/catalog.html。 以下是京瓷产品目录,2013 年铣削目录2012-2013 年车削目录2013 年钻孔目录 京瓷刀具和刀片目录 您可能会喜欢 2011-2012 京瓷刀具目录 PDF 免费下载 Kyocera 切削工具和刀片目录 2013 您可以下载完整的京瓷产品目录,甚至可以从目录中下载您需要的零件(拆分版本), Kyocera 2013 铣削目录 2013年铣削目录(PD
Korloy 刀具目录 最新版KORLOY“英制公制总目录”和“文摘目录”PDF格式可在KORLOY网站获取 http://www.korloy.com/korloy_en/contents/product/05.htmlhttp://www.korloy.com/eng/catalog/catalogF.html Korloy刀具目录 KORLOY 切削刀具 2013(公制)(pdf)KORLOY 切削刀具 2012(英制)(pdf)KORLOY 切削刀具 2012(公制)KORLOY 切削刀具 2010~2011(英制)KORLOY刀具2010~2011(公制)2005(D-2)
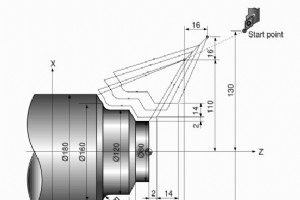
Fanuc G73图形重复循环CNC编程实例。 Fanuc G73 Pattern Repeating Cycle 已经在这里描述了CNC Fanuc G73 Pattern Repeating Cycle You might like other Fanuc G73 pattern repeating cycle examplesCNC Fanuc G73 Pattern Repeating Cycle CNC程序范例Fanuc G73 Pattern Repeating Canned Cycle Basic CNC Sample Program Fanuc G73 花样重复循环编程实例
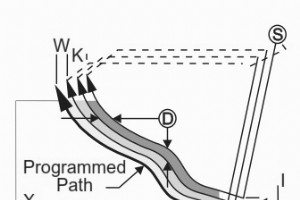
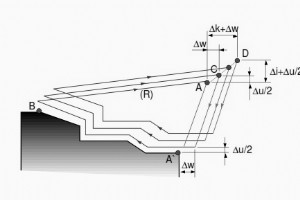
Haas G73 不规则路径切削循环 当您想在 X 轴和 Z 轴上去除一致数量的材料时,最好使用 G73 模式重复循环。 格式 G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012 Haas G73 不规则路径毛坯切削循环数控车床 参数 D – 切削走刀次数,正数I – X轴从第一次切削到最后一次切削的距离和方向,半径K – Z轴从第一次切削到最后一次切削的距离和方向P – 粗加工路径的起始程序段编号Q – 粗加工路径的结束程序段编号U – G73精加工余量的X轴尺寸和方向,直径W – Z轴尺寸和G73 精加工余量的方向F – 在整个 G73 PQ 块

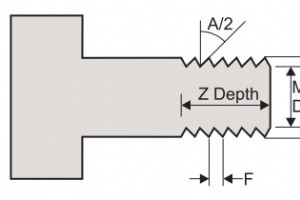
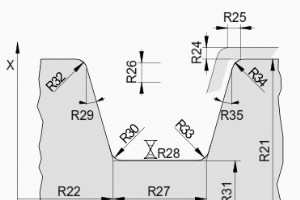
西门子Sinumerik 840C/840 Sinumerik 810/820T循环L97螺纹切削循环可用于外螺纹切削内螺纹锥螺纹横向螺纹。 刀具进给是自动的,并且是递减二次方的。这使切割横截面保持不变。 对于程序示例,请阅读用于外螺纹的 Sinumerik L97 螺纹切削循环程序示例 Sinumerik L97 螺纹切削循环 L97螺纹切削循环参数 R20 – 螺距。R21 – X 轴螺纹起点。R22 – Z 轴螺纹起点。R23 – 空切次数(空走刀) ).R24 – 螺纹深度(正值=内螺纹,负值=外螺纹)。R25 – 精加工余量。R26 – 导入路径。R27 –退刀路径。R28
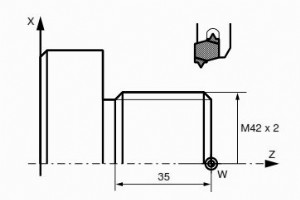
Siemens Sinumerik L97 螺纹切削循环可用于外螺纹、内螺纹、锥螺纹和横向螺纹切削。 这是一个 CNC 程序示例,展示了 CNC 机械师如何使用 Sinumerik L97 螺纹循环切削外螺纹。 Sinumerik L97 螺纹切削循环的完整参数说明请阅读 Sinumerik L97 螺纹切削循环 Sinumerik L97 螺纹切削循环 CNC 程序示例 Sinumerik L97 螺纹切削循环程序示例 %97N05 G95 G0 X50 Z10 D01 T01 S1000 M04N10 R20=2 R21=42 R22=0 R23=0 R24=-1.23 R25=0

SINUMERIK 808D 简介 SINUMERIK 808D简介 该视频介绍了 Sinumerik 808D 并展示了将在本系列视频教程中完成的工件绘图。 此介绍性视频适用于 SINUMERIK 控制系统的绝对初学者。 在 PC 上免费下载 SINUMERIK 808D 西门子提供免费下载 Sinumerik 808D on PC 软件,cnc 机械师可以下载并安装在他们的 PC 上,并可以掌握他们的 Sinumerik 808D cnc 编程和操作专业知识。在 PC 上免费下载 SINUMERIK 808D Siemens Sinumerik 808D 手册 Sinumeri
如何开启和参考轴 开启和参考轴 SINUMERIK 808D 该视频教程展示了如何启动配备 Sinumerik 808D CNC 控制器的 CNC 车床。 由于每台数控机床都需要一种方法来参考其轴,因此轴参考是一个非常关键的过程,一些数控机床配备了绝对编码器,因此无需参考轴。 该视频还展示了如何在配备西门子 Sinumerik 808D 数控系统的数控车床上参考轴。

SINUMERIK 808D 车削 CNC 专为满足现代标准车床的要求而量身定制。智能 CNC 功能,如全伺服控制刚性攻丝或飞轴/C 轴切换,可实现最精确和最快速的车削操作。 Sinumerik 808D车削 典型应用领域 完美定制和预配置: 一个加工通道中最多 4 个轴/主轴 为斜床身全数控和平板手控半数控车床量身定制的系统软件 好处 SINUMERIK programGUIDE BASIC: 广泛的车削和钻孔技术循环,带有图形输入屏幕 手动机加: 使用手轮控制的平板车床轻松进行半自动加工 在 PC 上免费下载 SINUMERIK 808D 西门子提供免费下载 Sinume

SINUMERIK 808D Milling CNC 经过完美预配置,可满足简单标准铣床的要求。SINUMERIK 808D Milling 包含 SINUMERIK MDynamics 技术包中的智能路径控制 Advanced Surface。由于 LookAhead 功能,这允许优化速度控制。 Sinumerik 808D 铣削 典型应用领域 完美预配置: 在一个加工通道中配备多达 3 个轴/1 个主轴的铣床 用于简单标准铣床的系统软件 简单的模具应用 好处 SINUMERIK Operate 基础版 得益于基于对话框的用户支持,简单直观的操作界面 SINUMERIK progr
西门子的这段视频简要介绍了 Sinumerik 808D 控制面板的按键和屏幕区域。观看此视频后,CNC 机械师可以轻松区分 CNC 机床控制面板的不同区域。 控制面板介绍 SINUMERIK 808D Sinumerik 808D 屏幕介绍 活动模式。时间和日期。加载程序。轴数据。 键盘介绍 操作区按键。程序编辑键。 机器控制面板介绍 紧急停止按钮。轴方向键。进给倍率和速度倍率。数控机床模式如JOG模式。自动模式。单块模式。MDI模式。
SINUMERIK 808D 教程车削第 4 部分视频介绍了绘图、切削策略以及如何固定工件。 绘制和固定工件 还给出了一些提示,如当您只有零件图纸时如何选择原材料尺寸?如何以最佳方式在数控车床机爪中夹持零件?

Tormach 数控机床手册可从 Tormach 网站下载。 Tormach PCNC 1100 和 PCNC 770 操作和编程手册可供下载。 Tormach PCNC1100系列3 Torch 手册 Tormach CNC 机器的手册可以从 Tormach 网站下载 Tormach 手册。 可以下载以下手册和更多内容。 PCNC 1100 系列 3 铣床手册PCNC 1100 系列 3 手册 (6913 kb) PCNC 770系列I手册PCNC 770手册(4277 kb) PCNC 1100 系列 II 铣床手册PCNC 1100 系列 II 手册 (3745 kb)
完整的Tormach G代码参考。 CNC 机械师可以下载 Tormach PCNC 1100 和 Tormach PCNC 770 手册 Tormach 手册下载。 托马赫PCNC Tormach G代码列表 G00——快速定位 G01——直线插补 G02 – 顺时针圆弧/螺旋线插补 G03 – 逆时针圆弧/螺旋线插补 G04 – 暂停 G10 – 坐标系原点设置 G12——顺时针圆形口袋 G13 – 逆时针圆型腔 G15/G16 – G00和G01极坐标移动 G17 – XY 平面选择 G18 – XZ 平面选择 G19 – YZ 平面选择 G20/G21

瓦尔特提供用于车削、钻孔、切槽、螺纹加工和铣削的全系列刀具。 瓦尔特工具目录 瓦尔特工具目录可从瓦尔特工具网站免费下载。 瓦尔特工具手册有多种语言版本。 瓦尔特工具目录 设计您的设想需要正确的工具。用于车削、铣削、钻孔和螺纹加工的工具。但它也需要全心全意。从最初的灵感到最终的应用。 产品创新 2013-1 (pdf) 总目录 2012 (pdf)
Haas G76 螺纹循环可用于外螺纹、内螺纹、直螺纹、锥螺纹。 借助 Haas G76 螺纹加工循环,编程人员可以轻松地控制沿螺纹长度的多次切削走刀。 刀具负载和磨损的性质可以通过使用 P 代码来控制。 P 代码可以指定刀具在哪一侧切割,并且可以指定将切割多少材料。 Haas G76 螺纹加工循环应用 海思G76螺纹切削循环可用于, 内螺纹(内径螺纹切削)。 外螺纹(外径螺纹切削)。 直螺纹。 锥形螺纹。 Haas G76 螺纹加工循环 Haas G76 螺纹加工循环格式 G76 X(U) Z(W) K D A F(E) I P Q 参数 X – X 轴绝对位置,最大螺纹深度
Sinumerik L93 凹槽循环允许加工纵向槽、端面槽、外槽和内槽。也称为 L93 切入循环。 Sinumerik L93 切削循环应用 Sinumerik 凹槽循环 L93 允许加工 纵向凹槽。 脸上有凹槽。 外侧凹槽。 内部凹槽。 刀具偏置 切槽刀具的两个切削刃都必须存储在相邻的刀具偏置号中(例如 D21 和 D22)。 Sinumerik L93 切削循环格式 Sinumerik L93 切削循环 Sinumerik L93 切削循环参数 R10 – 加工类型:纵向切槽 R10 =0;端面切槽 R10 =1R21 – 起始长度的外径/内径(绝对值)R22 – Z 轴起始
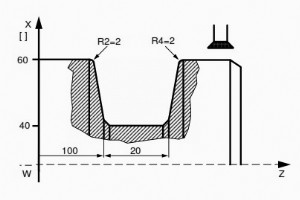
CNC 编程示例代码,展示了如何对 Sinumerik L93 切削循环进行编程。 Sinumerik L93 切削循环 Sinumerik L93 凹槽循环允许加工凹槽或凹槽。Sinumerik L93 凹槽循环允许加工 纵向凹槽。 脸上有凹槽。 外侧凹槽。 内部凹槽。 Sinumerik L93 切削循环程序示例 Sinumerik L93 切削循环程序示例 %1N05 G95 G0 X65 Z105 D03 T03 S500 M04N10 G01 F0.2N15 R10=0 R21=60 R22=100 R23=-1N20 R24=1 R25=1 R26=5 R27=20N25
什么是停留? 通过指定暂停(G04),下一个cnc程序段的执行将延迟指定的时间。 发那科Dwell G04指令 可以在程序中的任何点创建程序停留时间。Fanuc G04 停留时间是非模态 G 代码。G04 停留时间来自 G 代码组 00。 一些 CNC 编程循环在循环本身内有自己的驻留设施。 Fanuc Dwell G04Format G04 X… (sec)G04 U… (sec)G04 P… (msec) 暂停时间从刀具移动速度为零的那一刻开始。地址P不允许有小数点。 Fanuc Dwell G04 实例 G04 P1000 (equals 1 second) 例子 所以要编
数控机床