工业4.0先进制造技术信息网站!

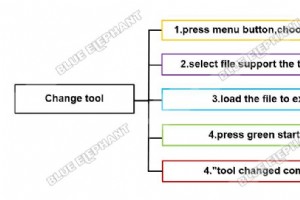
与循环开始相同。 NC 启动用于启动所选程序的执行。用于启动MDI缓冲区中NC程序段的执行。 看到底部的绿色按钮, 西门子SINUMERIK 808D控制器

使用合适尺寸的内六角扳手 始终使用合适尺寸的内六角扳手打开螺丝,否则螺丝头可能会损坏,在这种情况下,您将不得不花费额外的时间和精力来打开损坏的螺丝头。

在 Fanuc TC 上编辑程序后重置 在使用 FANUC TC 数控系统(例如 Gildemeister NEF 560)的数控机床上,CNC 机械师必须始终记住在按下 CYCLE START 之前按下 RESET 按钮,以防他们更改其数控零件程序。

Milltronics Centurion 7 Milltronics Centurion 7 准备功能 (G CODES) 的完整列表。 如果 cnc 操作员在文本模式或 MDI 模式下对 Centurion 6/7 进行编程,则使用 Milltronics Centurion 7 准备功能 (G 代码)。它们也是从 Centurion 对话程序中生成的。 如果您打算使用文本模式编程,请密切注意这些 Centurion 代码。 妙声力百夫长7 Milltronics Centurion 7 G 代码 G代码 函数 G00 快速定位 G01 线性插值 G02 CW圆弧/螺旋插补

Milltronics G 代码适用于在配备 Milltronics CNC 控制器的 CNC 车床上工作的 CNC 机械师。 You might read G codes for Milltronics Centurion 7 CNC control Milltronics Centurion 7 G代码列表 Milltronics CNC控制 Milltronics 车床 G 代码 G代码 函数 G00 快速定位 G01 线性插值 G02 圆弧/螺旋插补 CW G03 CWW 圆/螺旋插补 G04 停留 G09 精确停止 十国集团 开启数据 G11 关闭数据 G12

完整的 Milltronics M 代码列表,适用于使用 Milltronics CNC Control 在 CNC 车床上工作的 CNC 机械师。 用于车床的 Milltronics M 代码 用于车床的 Milltronics M 代码 M代码 函数 M00 程序停止 M01 可选停止 M02 程序结束 M30 程序结束/主轴关闭 M03 主轴在 CW 上 M04 逆时针主轴 M05 主轴关闭 M06 换刀 M08 溢流冷却开启 M09 冷却液关闭 M31 紧急停止 M32 等待通道 M90 图形关闭 M91 图形打开 M98 程序调用语句 M99 程序

完整的 Milltronics G 代码列表,适用于使用 Milltronics CNC 控制在 CNC 铣床上工作的 CNC 机械师。 你可能喜欢 用于车床的 Milltronics G 代码 用于车床的 Milltronics M 代码 Milltronics Centurion 7 G 代码列表 用于加工中心的 Milltronics G 代码 Milltronics 加工中心 G 代码表 G代码 函数 G00 快速定位 G01 线性进给 G02 圆形/螺旋插补 CW G03 逆时针圆弧/螺旋插补 G04 停留 G09 精确停止 十国集团 开启数据 G11 关闭

完成 Milltronics 加工中心的 M 代码。 对于 Milltronics 车床 M 代码,请阅读适用于车床的 Milltronics M 代码 用于加工中心的 Milltronics M 代码 用于加工中心的 Milltronics M 代码 M代码 函数 M00 程序停止 M01 可选停止 M02 程序结束 M30 程序结束/主轴关闭 M03 主轴在 CW 上 M04 逆时针主轴 M05 主轴关闭 M06 换刀 M07 开启喷雾冷却 M08 溢流冷却开启 M09 冷却液关闭 M10 钳式刹车 M11 松开刹车 M19 定向主轴(ATC 选项) M
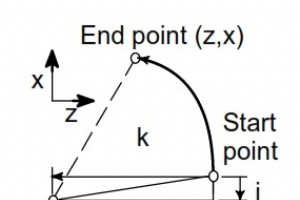
发那科圆弧插补 Fanuc 圆弧插补指令(G02、G03 G 代码)用于沿圆弧移动刀具。G02 – 顺时针圆弧插补。G03 – 逆时针圆弧插补。 如何编程圆弧插补? 在 Fanuc 控制的 CNC 车床上,顺时针圆弧插补(Arc)可以通过以下方式编程。 N10 G02 X Z RorN10 G02 X Z I K 说明 N10 G02 X Z R X – X 轴圆弧终点Z – Z 轴圆弧终点R – 圆弧半径 N10 G02 X Z I K X- X 轴圆弧终点。Z – Z 轴圆弧终点。I – X 轴圆弧起点到圆弧中心点的距离。 K – Z轴上圆弧起点到圆弧中心点的距离。 发那科圆弧

在使用三菱数控系统(三菱数控系统 700/70 系列)的数控机床上工作的数控机械师可以免费下载三菱数控系统的手册。 三菱M70系列CNC控制 三菱数控手册 从三菱官网下载三菱CNC说明书。 三菱CNC说明书下载 英文版本 M700 M70 使用说明书 (9 MB) M700 M70 编程手册(适用于车床)(5.8 MB) M700 M70 编程手册(铣削)(5.9 MB) M700 M70 单一编程功能 NAVI LATHE 使用说明书(车床用)(2.6 MB) M700 M70 单一编程功能使用说明书 NAVI MILL(铣削)(1.6 MB)

完整的 Mitsubishi CNC G 代码列表,供使用 Mitsubishi CNC 控制器(700/70 系列)的 CNC 加工中心工作的 cnc 机械师使用。 三菱数控手册 CNC机工可免费下载三菱CNC 700/70系列编程手册(加工中心系统)三菱CNC 700/70系列编程手册(车床系统) 三菱M700系列CNC 三菱CNC G代码 G代码 函数 G00 定位 G01 线性插值 G02 CW圆弧插补(顺时针) R指定圆弧插补CW 顺时针螺旋插补 螺旋/圆锥插补 CW(类型 2) G03 逆时针圆弧插补 R指定逆时针圆弧插补 逆时针螺旋插补 CC

三菱数控车床的三菱 G 代码(三菱 700/70 系列)。 此处列出了用于加工中心的三菱 G 代码三菱 CNC G 代码 – 加工中心 700/70 系列 三菱手册 CNC机工可免费下载三菱CNC 700/70系列编程手册(加工中心系统)三菱CNC 700/70系列编程手册(车床系统) 三菱M70系列车床数控系统 三菱车床 G 代码 G代码 函数 G00 定位 G01 线性插值 G02 顺时针圆弧插补/顺时针螺旋插补 G03 逆时针圆弧插补/逆时针螺旋插补 G02.3 指数插值CW G03.3 逆时针指数插值 G04 停留 G07.1 圆柱插补 G107 圆柱插补

Fanuc M 代码,适用于配备 FANUC 系列 18i–MB5 CNC 控制器的 Fadal 加工中心。 法达尔加工中心 Fanuc M 代码 M00 程序停止 M01 可选程序停止 M02 程序结束 M30 程序结束 M98 子程序调用 M99 子程序结束 M03 主轴正向顺时针启动 M04 主轴逆时针启动 M05 主轴停止 M06 换刀 M07 冷却液开启 – 喷雾冷却液/冷却液贯穿主轴 M08 冷却液开启 – 溢流冷却液 M09 冷却液关闭 M11 将工具转盘位置设置为 1(仅限 ATC 工具更换器) M19 FANUC固定循环定位,(不适用于主轴定向

Fanuc 报警代码列表 CNC 机械师的 Fanuc 报警代码。 发那科控制 这些fanuc报警对以下fanuc cnc控制有效 0i 模型 A 0i/0iMate B 型 16/18 型号 PB 16/18 C 型 16i/18i 型号 A 16i/18i B 型 16iL 模型 A 20i 21 模型 B 21i 型号 A 21i B 型 21i 型号 A Fanuc 报警代码 发那科报警器 程序错误(P/S报警) 0 请关闭电源 1 个奇偶校验警报 2 电视奇偶校验报警 3 位数太多 4 地址未找到 5 地址后无数据 6 负号的非法使用 7 非法使用小数点 9 非法地址输

用于 CNC 机械师的 Haas 报警代码(错误代码)。 Haas 报警代码 Haas 报警代码 101 – 通信。 MOCON/MOCON 内存故障导致故障 102 – 伺服关闭 103 – X 伺服误差太大 104 – Y 伺服误差太大 105 – Z 伺服误差太大 106 – 伺服误差太大 107 – 紧急关闭 108 – X 伺服过载 109 – Y 伺服过载 110 – Z 伺服过载 111 – 伺服过载 112 – 无中断 113 – 刀塔解锁故障 – Haas 车床 113 – 穿梭机故障 – Haas Mill 114 – 刀塔锁故障 – Haas 车床 114 – 穿梭
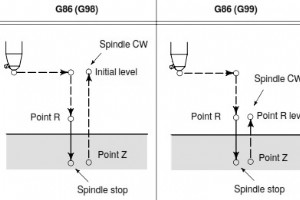
G86 镗孔循环 Fanuc G86 镗孔循环用于钻孔。刀具以进给速度移动到孔的底部,然后以快速进给率从孔中退回。 G86 镗孔循环格式 G86 X Y Z R F K 参数 X Y – 孔位置数据。Z – 钻孔深度(绝对值)。R – 孔上方的刀具起始位置。F – 切削进给速率。K – 重复次数(如果需要)。 G86 镗孔循环 G86 镗孔循环操作 1 – 沿X轴和Y轴定位后,快速移动到R点。2 – 从R点钻孔到Z点。3 – 当主轴停止在孔底,快速退刀。 刀具返回位置 返回平面取决于G98、G99 G代码。如果指定G98和G86镗孔循环,则刀具返回到初始平面。如果指定G99,则刀具

Tormach Duality Lathe的完整G代码列表。 Tormach PCNC 双元车床 Duality 车床安装在 Tormach PCNC 1100 床身上,将您的 CNC 铣床变成轻型 CNC 车床,用于原型制作和小型车削项目。 Tormach PCNC双元车床 Tormach 对偶车床 G 代码 G00 快速定位 G01 线性插值 G02 顺时针圆弧/螺旋插补 G03 逆时针圆弧/螺旋插补 G04 停留 十国集团 坐标系原点设置 17国集团 XY 平面选择 八国集团 XZ平面选择 G19 YZ平面选择 G20/G21 英寸/毫米单位 G28 回家(小心

Tormach M代码,这些m代码适用于以下Tormach PCNC Torch PCNC 1100 Torch PCNC 770 Tormach PCNC 双元车床 托马赫 PCNC 1100 Tormach M 代码 M 代码 含义 M0 程序停止 M1 可选程序停止 M2 程序结束 M3 顺时针旋转主轴 M4 逆时针旋转主轴 M5 停止主轴旋转 M6 换刀(通过两个宏) M7 喷雾冷却剂开启 M8 开启洪水冷却 M9 关闭所有冷却液 M30 节目结束并倒带 M47 从第一行开始重复程序 M48 启用速度和进给倍率 M49 禁用速度和进给覆盖 M98

Tormach G04 停留 Tormach G04 Dwell 命令将使轴在 P 指定的秒数内保持不动 G04 暂停 G04 停留 G 代码格式 G04 P Tormach G04 停留示例 停留半秒 G04 P0.5 注意 Tormach G04 Dwell P值不能设置为负数。

适用于在 ISO 方言模式下工作的 CNC 机械师/CNC 程序员的 Siemens Sinumerik 808D G 代码的完整列表。 CNC 机械师可能会喜欢 Siemens Sinumerik 808D 手册 在 PC 上免费下载 SINUMERIK 808D(Sinumerik 808D 培训软件) Siemens Sinumerik 808D 铣削概述 西门子 Sinumerik 808D 铣削 Siemens Sinumerik 808D G 代码(ISO 方言模式) G代码 描述 G00 快速遍历 G01 直线运动 G02 顺时针方向的圆/螺旋 G03 逆时
数控机床