工业4.0先进制造技术信息网站!

Heidenhain TNC 640/530/410/426/430/320 的 Heidenhain M 代码(辅助功能) 海德汉TNC 320 海德汉 M 代码 M代码 描述 M0 停止程序运行(主轴停止,冷却液关闭) M1 可选程序停止(主轴停止,冷却液关闭) M2 停止程序运行(主轴停止,冷却液关闭,转到块 1,清除状态显示(取决于机器参数)) M3 主轴顺时针打开 M4 主轴逆时针打开 M5 主轴停止 M6 换刀(停止程序运行(取决于机器参数),主轴停止) M8 开启冷却 M9 冷却液关闭 M13 主轴顺时针打开(冷却液打开) M14 主轴逆时针打开(冷却液

NUM CNC 控制器的完整错误代码列表 NUM 1000/1020/1040/1050/1060 T 和 G NUM 1060 CNC控制 NUM 个 CNC 控制错误 杂项错误和机器错误 错误编号 错误的含义 1 未知字符/系统无法识别的轴函数后的数字太多函数后出现不允许符号的符号截断块由? via CLOSE 滴灌模式 2 未知的 G 函数或 G 后缺少强制参数 3 G代码的属性错误定位 4 选项未启用或选项参数冲突:结构化编程、RTCP、同步轴等 5 未启用几何选项编程 6 多项式插值选项缺失系数表全 7 平行于倾斜轴(磨床)的运动编程错误:– 编程不在平面 G20

所有闲置超过 4 天的主轴在以 6,000 RPM 以上的速度运行之前必须进行热循环。这将防止由于润滑沉淀而导致的主轴过热。 这个 20 分钟的预热程序将使主轴缓慢加速并使主轴达到热稳定。这个程序也可以每天用于高速使用前的主轴预热。程序编号为O02020(Spindle Warm-Up)。 主轴预热程序 O02020 (Spindle Warm-Up)S500 M3;G04 P200.;S1000 M3;G04 P200.;S2500 M3;G04 P200.;S5000 M3;G04 P200.;S7500 M3;G04 P200.;S10000 M3;G04 P200.;M30; 参考
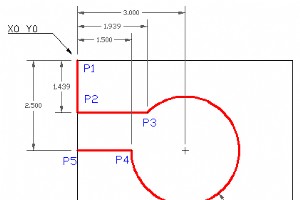
CNC 程序示例代码和图形显示如何在数控铣床上铣削圆弧。G02 顺时针圆弧插补 I &J 用于圆弧加工。 G2 圆弧插补 CW G2 X... Y... I... J... 参数 描述 X 圆弧终点在 x 轴上的坐标。 是 圆弧终点在 y 轴上的坐标。 我 X 轴圆弧起点到圆弧中心点的距离 J Y轴圆弧起点到圆弧中心点的距离。 程序示例 使用G2 I &J铣弧 G0 X0 Y0 (P1)G1 X0 Y-1.493 F... (P2) X1.939 (P3) G2 X1.5 Y-2.5 I1.061 J-1.061 (P4)G1 X0 (P5) G2 I &J计算方法 下图显

完整的 Okuma 车床 G 和 M 代码列表,供在 Okuma 数控车床上工作的数控机械师使用。 大隈数控车床OSP-P200L Okuma 车床 G 代码 G代码 描述 G00 定位 G01 线性插值 G02 圆弧插补(CW) G03 圆弧插补(逆时针) G04 停留 二十国集团 原点命令 G21 ATC 归位指令 G22 扭矩跳过命令 G28 扭矩限制命令取消 G29 扭矩限制命令 G30 跳过循环 G31 固定螺纹切削循环:纵向 G32 固定螺纹切削循环:结束阶段 G33 固定螺纹切削循环 G34 可变导程螺纹切削循环:增加导程 G35 可变导程螺纹

完整的 Okuma Mill G 和 M 代码列表,适用于在 Okuma 数控铣床上工作的数控机械师。 Okuma Mill OSP-P200M Okuma Mill G 代码 G代码 描述 G00 定位 G01 线性插值 G02 圆弧插补 - 螺旋切削 (CW) G03 圆弧插补 - 螺旋切削 (CCW) G04 停留 G09 准确停止 十国集团 取消G11 G11 坐标系的平行旋转移动 G14 轴名指定 G15 工作坐标系选择(Modal) G16 工作坐标系选择(一次性) 17国集团 平面选择:XY 八国集团 平面选择:ZX G19 平面选择:YZ 二十

适用于 CNC 机械师的 Fanuc 21i Model A 报警代码。 Fanuc 21i Model A 报警代码 Fanuc 21i Model A 警报 程序错误(P/S报警) 程序错误/程序运行报警(P/S报警) 0 请关闭电源 1 个奇偶校验警报 2 电视奇偶校验报警 3 位数太多 4 地址未找到 5 地址后无数据 6 负号的非法使用 7 非法使用小数点 9 非法地址输入 10 不正确的 G 代码 11 无进给指令 14 无法命令 G95(M 系列) 14 ILLEGAL LEAD COMMAND(T 系列) 15 轴指令太多(M 系列) 15 轴指令太多(T 系列) 20

CNC 机械师的 Fanuc 21i 报警代码。 发那科21iMB Fanuc 21i 报警器 程序错误(P/S报警) 程序错误/程序运行报警(P/S报警) 0 请关闭电源 1 个奇偶校验警报 2 电视奇偶校验报警 3 位数太多 4 地址未找到 5 地址后无数据 6 负号的非法使用 7 非法使用小数点 9 非法地址输入 10 不正确的 G 代码 11 无进给指令 14 无法命令 G95(M 系列) 14 ILLEGAL LEAD COMMAND(T 系列) 15 轴指令太多(M 系列) 15 轴指令太多(T 系列) 20 超出半径公差 21 非法平面轴指令 22 无圆半径 23 非法半

适用于 CNC 机械师的 Fanuc 16i 18i 警报代码。 这些发那科报警代码适用于以下发那科数控系统 发那科 16i/18i A 型 发那科 16i/18i B 型 发那科 16iL 模型 A 发那科 16iP 模型 A 发那科 16iP/18iP B 型 发那科18i-MB Fanuc 16i 18i 报警器 程序错误(P/S报警) 0 请关闭电源 1 个奇偶校验警报 2 电视奇偶校验报警 3 位数太多 4 地址未找到 5 地址后无数据 6 负号的非法使用 7 非法使用小数点 9 非法地址输入 10 不正确的 G 代码 11 无进给指令 14 无法命令 G95(M 系列)
完整的数控编程示例,适用于使用电火花线切割机(电火花加工)的机械师 数控线切割介绍 电火花线切割,也称为放电加工,是一种使用通电细线切割金属的工艺。电火花线切割使用从线材到工件的快速、受控、重复的火花放电,从而腐蚀掉金属。工件必须导电。 线切割机 电火花线切割可为紧密配合的零件提供高尺寸精度。该工艺可以制造尖锐的内角。 电火花线切割编程示例 电火花线切割编程实例 G92 X0. Y0.G01 Y1.25 (P1)G02 X.5 I.25 J0. (P2)G01 Y.75 (P3) G03 X1. I.25 J0. (P4) G01 Y1.25 (P5)G02 X1.5 I.25 J

各种数控铣床/车床控制的 G 代码的完整列表。多个cnc控件的G代码用文章和编程实例进行描述。 CNC假人G代码 数控机床 G 代码 CNC 机器 G 代码和 M 代码 – CNC 铣床和车床 发那科 G 代码 Fanuc 和类似设计的 CNC 控制器上常见的 G 代码列表。具有完整 G 代码描述和链接文章的 G 代码列表 Fanuc G 代码列表(铣床/车床) 完整的 G 代码列表(车床) Fanuc 铣床/车床 G 代码列表 Fanuc G 代码列表 Din 66025 G 代码 DIN代表“Deutsches Institut für Normung”,意为“德国标

在CNC等离子切割控制器上切割Quincunx的CNC程序示例。该程序示例是在G91增量编程中编写的。 什么是数控等离子切割机 等离子切割 等离子切割是一种使用等离子炬切割不同厚度的钢和其他金属(有时是其他材料)的工艺。在此过程中,惰性气体(在某些装置中为压缩空气)从喷嘴高速喷出;同时,通过从喷嘴到被切割表面的气体形成电弧,将部分气体转化为等离子。等离子的温度足以熔化被切割的金属,并以足够快的速度移动以将熔融金属吹离切口。 数控等离子切割机 数控等离子切割机 “CNC 等离子”系统是一种带有等离子割炬的机器,可以在 CNC(计算机数字控制)指示的路径上移动该割炬,这意味着计算机用于根据

Fanuc主轴报警代码及Fanuc主轴驱动故障。 发那科交流主轴驱动型号A06B-6052-H002 交流主轴驱动故障 A06B-6052-Hxxx 的报警列表 以下驱动器的报警列表: 型号 1 A06B-6052-H001 型号 2 A06B-6052-H002 3 型 A06B-6052-H003 报警# 显示屏 报警内容 8 4 2 1 1 o 电机过热 2 o 速度偏离指令速度 3 o o 再生故障 6 o o 模拟电机超速 7 o o o 电机超速数字 8 o 电压高于规定值 9 o o

CNC 机械师用的六角扳手或内六角扳手 内六角扳手(也称为六角扳手或六角扳手或内六角扳手)具有六角形横截面,以安装带有六角形凹槽的螺钉头。 页数:1 2 3 4 5 6 7 8 9 10 11 12
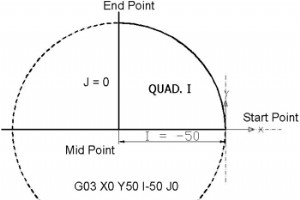
多系列文章“圆弧插补概念与编程”的第 3 部分。这部分简要说明数控机械师如何计算和编程 使用 I J 和 K 的圆弧插补 G02 G03 . 阅读本文的其他部分 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 圆弧插补 G02 G03 I、J、K 概念与编程 Arc 的轴必须平行于机器坐标系的 X、Y 或 Z 轴。使用 G17(Z 轴、XY 平面)、G18(Y 轴、XZ 平面)
Haas M88 主轴中心内冷开启 M88 代码用于打开主轴中心冷却液 (TSC) 选项,M89 关闭冷却液。在使用 TSC 系统之前,必须准备好带有通孔的适当工具。不使用正确的工具会使主轴头充满冷却液并使保修失效。不建议在 TSC 打开的情况下运行 M04(主轴反转)命令。 程序示例 注意:M88指令必须在主轴转速指令之前。 T1 M6; (TSC Coolant Through Drill)G90 G54 G00 X0 Y0;G43 H06 Z.5;M88; (Turn TSC on)S4400 M3;G81 Z-2.25 F44. R.03;M89 G80; (Turn TSC
Haas M89 主轴中心冷却液关闭 M89 用于关闭主轴内冷 (TSC) 选项。调用 M89 时,主轴停止,TSC 泵关闭。在参数 237 中指定的时间量内打开吹扫,然后关闭吹扫。 相关 Haas 设置 Haas 设置 32 冷却液覆盖 此设置控制冷却液泵的运行方式。 “正常”选项允许操作员手动或使用 M 代码打开和关闭泵。如果尝试手动或通过程序打开冷却液,“关闭”选项将生成警报。 “忽略”选项将忽略所有编程的冷却剂命令,但可以手动打开泵。 (哈斯设置 32)

Haas M95 休眠模式 睡眠模式本质上是长时间停留(暂停)。当用户希望机器开始预热以便在操作员到达时可以使用时,可以使用睡眠模式。 编程 M95指令格式为: M95 (hh:mm) 紧跟在 M95 之后的注释必须包含机器休眠的小时数和分钟数。 M95 示例 例如,如果当前时间是下午 6 点。并且用户希望机器休眠到第二天早上 6:30,将使用以下命令: M95 (12:30) M95后面的行应该是轴移动和主轴预热命令。
Haas M109 交互式用户输入 M109 M 代码允许 G 代码程序在屏幕上放置一个简短的提示(消息)。 500 到 599 范围内的宏变量必须由 P 代码指定。该程序可以通过与 ASCII 字符的十进制等效值进行比较来检查可以从键盘输入的任何字符(G47,文本雕刻,有一个 ASCII 字符列表)。 如何清除 Haas 机床上的所有偏移 M109 示例程序 以下示例程序将询问用户是或否的问题,然后等待输入“Y”或“N”。所有其他字符将被忽略。 N1 #501= 0. (Clear the variable)N5 M109 P501 (Sleep 1 min?)IF [ #501 E

Haas M34 冷却液龙头位置向下 M34 冷却液栓位置向下,增量 (+1) M34 将当前轴颈位置向下增加一位。增加轴颈位置会导致轴颈从原始位置向下移动一位。起始位置指定为零。 M34 冷却液增量 – M35 冷却液减量 M34 示例 M34 如果当前起始位置指定为 5 并执行 M34,则当前轴颈位置将向下移动到位置 6。轴颈起始位置是轴颈可以到达的最正 Z 轴位置。增加龙头然后降低冷却剂流方向。 相关警报 Haas 加工中心:使用可编程冷却液喷嘴Haas 报警器 196 冷却剂套管故障 – Haas 铣床 Haas 可编程冷却液喷嘴
数控机床