工业4.0先进制造技术信息网站!

该视频将向您展示如何使用 Tormach ScanCAD 共享软件和便宜的现成 USB 摄像头开始将您的铣床转变为 2D 扫描和测量系统。 CNC扫描仪入门 在此视频中,数控机械师扫描一个组件,然后对其进行加工。介绍了可用于扫描目的的各种相机。 Tormach数控扫描仪介绍 Tormach CNC 扫描仪将您的 PCNC 变成高分辨率二维光学扫描仪和逆向工程系统。这是一种具有数百种用途的独特工具,包括工具制造、艺术创作、维修和修复、精密测量和质量保证等等。 Tormach CNC 扫描仪如何工作? CNC Scanner 使用 Mach3 插件拍摄一系列照片,其中相机通过 CNC 运

CNC机械师可以从CERATIZIT网站免费下载CERATIZIT刀具目录。 所有森拉天时产品目录均提供多种语言版本,如英语、法语、德语、意大利语、日语、中文、俄语、西班牙语等 CERATIZIT 车削目录 森拉天时车削目录 主目录 (pdf) 美国主要目录(pdf) 超级涂层 CTCP115 – CTCP125 超级涂层 CTPM125 MaxiLock D 创新 – 单面 ISO 刀片(pdf) 创新 – 美国单面 ISO 刀片(pdf) 创新——HyperCoat CTP5115 森拉天时铣削目录 森拉天时铣削目录 主目录 (pdf) 美国主要目录(pdf) MaxiMi

Fanuc G73 高速啄钻循环 Fanuc G73 高速啄钻循环执行高速啄钻。它一边从孔中清除切屑,一边进行到孔底的间歇切削进给。 Fanuc G73高速啄钻循环也称为Fanuc G73断屑钻循环。 Fanuc G73高速深孔钻循环用于Fanuc数控铣床控制。 编程 G73 X Y Z R Q F K G73是模态G代码,取消前一直有效。 参数 参数 描述 XY 孔位数据 Z Z-depth(从R平面进给到Z-depth) R 初始层级到R点层级的距离(R平面的位置) 问 每次切削进给的切削深度(每次啄钻的深度) F 切削进给速度 K 重复次数(如果需要) 循环操作

Fanuc G74 左手深孔攻丝循环 Fanuc G74 用于在数控铣床上进行左手攻丝。 Fanuc G74 攻丝循环的攻丝是通过逆时针旋转主轴来执行的。有关 Fanuc G74 攻丝循环的完整文章,请阅读 G74 左手攻丝循环或反向攻丝循环 Fanuc cnc 控件使 cnc 机械师能够进行左手攻丝,并具有啄式攻丝的额外优势。由于切屑粘附在工具上(丝锥)或切削阻力增加,攻丝深孔可能很困难,因此 Fanuc G74 啄钻循环使数控机械师的整个过程更加轻松。 编程 G74 X Y Z R Q F 参数 参数 描述 X Y 孔位数据 Z Z-depth(从R平面进给到Z-depth)
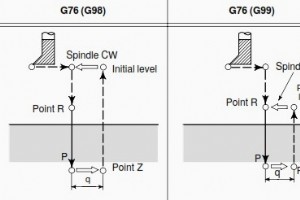
Fanuc G76 精镗循环 Fanuc G76 精镗循环可精确镗孔。当到达孔底时,主轴停止,刀具离开工件的加工表面并退回。Fanuc G76 Fine Boring Cycle 用于扩大带有镗头和端面头的镗孔,发那科G76精镗循环又称发那科G76精钻循环。 编程 G76 X Y Z R Q P F K 参数 参数 描述 XY 孔位数据 Z 绝对孔深位置 R R平面的位置 问 孔底偏移量 P 孔底停留时间 F 切削进给速度 K 重复次数(如果需要) 操作 当到达孔底时,主轴停止在固定的旋转位置,刀具沿与刀尖相反的方向移动并退刀。这样可以确保加工表面不被损坏,并能够进

运行 G76 镗孔循环的卧式镗床视频 Fanuc G76 精镗循环 Fanuc G76 精镗循环可精确地钻孔。当到达孔底时,主轴停止,刀具离开工件的加工表面并退回。 如何编程 Fanuc G76 精镗循环阅读 Fanuc G76 精镗循环 – CNC Mill Fanuc G76 精镗循环视频 Fanuc G76 精镗循环操作 当到达孔底时,主轴停止在固定的旋转位置,刀具沿与刀尖相反的方向移动并退刀。这样可以确保加工表面不被损坏,并能够进行精确高效的镗削。
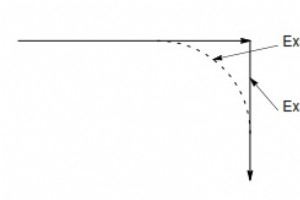
G09 精确停止有许多名称,如精确停止轴减速到零精密转弯 G09 准停 G09 准停或精密拐角 G 代码在其编程的程序段结束时将轴减速至零速度。停止后,轴加速到下一个程序段中编程的进给率。无论编程的进给率如何,这都会导致切削尖角。 G09代码是非模态G代码,因此只影响指定程序段的轴运动。 G09 准停 G09 准停说明 G09 精确停止 G 代码是并且应该只在数控机械师想要在加工时切割尖角时使用。此 G09 g 代码没有其他用途。无论是切槽、车削还是铣削,都可以在任何地方实现精密转角,只需在需要实现尖角的数控程序行中编写G09准停G代码即可。 G09 准停程序示例 N40 G01 X2

赫克 M 代码 赫克 M 代码(辅助功能)引起与机器相关的操作(例如,冷却剂控制和换刀)。多个 M 代码可以在一个 NC 块中使用。 Hurco M 代码列表 – CNC 铣床 赫克 M 代码列表 以下是 CNC 铣床的完整 Hurco M 代码列表。 M代码定义M00 取消主轴和冷却功能;停止零件程序执行M01 当操作员想要重新固定零件时经常使用程序停止M02 标记程序结束;停止主轴、冷却剂和轴进给M03 开始顺时针旋转主轴M04 开始逆时针旋转主轴M05 关闭主轴M06 请求自动换刀M07 打开二次冷却系统M08 打开一次冷却系统M09 关闭一次冷却剂和二次冷却剂M10 打开
Centroid M系列M代码完整列表。 M 代码用于在 CNC 程序中执行专门的操作。 质心 M 代码 – CNC Mill (M-Series) Centroid M 系列操作手册 CNC 机械师可以免费下载 Centroid M 系列操作手册 来自 Centroid 网站 CENTROID CNC编程操作手册免费下载 数控铣床的质心 M 代码(M 系列) M00 操作员停止M01 操作员可选停止M02 重新启动程序M03 主轴顺时针转动M04 主轴逆时针转动M05 主轴停止M06 换刀M07 雾状冷却剂开启M08 溢流冷却剂开启M09 冷却剂关闭M10 夹具开启M11 夹具关

Centroid G10 – 参数设置 Centroid G10 G代码允许cnc机械师为不同的程序操作设置参数。 许多机床参数也可以通过 Centroid G10 G 代码进行设置。 Centroid G10——参数设置 质心 G10 刀具偏移设置 – CNC 铣床 G10 H5 R-1.3;在偏移量库中将刀具长度偏移量 #5 设置为 -1.3。G10 D3 R.25;在偏置库中将刀具直径偏置 #3 设置为 .25。G10 D5 R.5;在偏置库中设置刀具直径#5为0.5”。 质心 G10 刀具偏置设置 – CNC 车床 G10 P5 Z-1.1;在偏移库G10 P5 X-1.3

Haas M 代码的完整列表。所有 M 代码都被激活或在块上的所有其他所有内容都已完成后导致动作发生。程序中每个块只允许一个 M 代码。如果在 M 代码旁边列出了一个(设置编号),则该设置将以某种方式与该 M 代码相关。 对于 Haas 铣床 G 代码,请阅读 Haas CNC 铣床 G 代码。 哈斯铣床 M 代码 Haas 铣床 M 代码 M-代码 描述 M00 程序停止 M01 可选程序停止 M02 程序结束(设置39) M03 主轴打开,顺时针 (S)(设置 144) M04 主轴打开,逆时针 (S)(设置 144) M05 主轴停止 M06 换刀 (T)(设置 42

哈斯铣床手册 CNC 机械师可以从 Haas 网站免费下载 Haas 铣床手册。Haas 铣床手册包含完整的数控操作和编程详细信息。CNC 机械师可以下载 Haas 车床手册,也可以免费下载 Haas 数控车床手册 Haas 铣床手册 - 操作员和编程 Haas 铣床手册下载 Haas 铣床手册 Haas 网站 (pdf)。 Haas 铣床手册内容 安全 机器安全 最佳实践 警告标签 简介 机器概览 控件说明 选项说明 操作 一般操作 编程介绍 控制功能 编程 编辑菜单 搜索菜单 宏 快速代码 子程序 外部 本地 第 4 和第 5 轴编程

西门子 Sinumerik CYCLE82 钻孔锪孔循环。Sinumerik CYCLE82 适用于 Sinumerik 840D、810D、808D 和类似的 Sinumerik CNC 控制器。 Sinumerik CYCLE82 示例程序 如需了解如何使用 Sinumerik CYCLE82 钻孔锪孔循环的完整数控编程示例,请阅读Sinumerik CYCLE82 钻孔锪孔循环示例程序 Sinumerik CYCLE82 格式 CYCLE82 (RTP, RFP, SDIS, DP, DPR, DTB) RTP 回退平面(绝对)RFP 参考平面(绝对)SDIS 安全距离(无符号输入)
一个 CNC 编程示例,用于说明 Siemens Sinumerik 840D CYCLE82 钻孔扩孔循环的使用和功能。Sinumerik CYCLE82 钻孔扩孔循环适用于 Siemens Sinumerik CNC 控制器,例如, Sinumerik 840D Sinumerik 810D Sinumerik 808D 和类似的 Sinumerik cnc 控件。 Sinumerik CYCLE82 钻孔扩孔循环概述 要完整了解 Sinumerik CYCLE82 循环,请阅读 Sinumerik CYCLE82 钻孔扩孔循环 - CNC 铣床编程。 Sinumerik CYCL
Sinumerik CYCLE81 钻孔、定心循环,适用于使用西门子 Sinumerik CNC 控制的 CNC 车床/车床的 CNC 机械师。 钻孔循环 CYCLE81 适用于 Sinumerik 840D、Sinumerik 808D 和类似的数控系统。 Sinumerik CYCLE81 数控铣床钻削循环 对于使用 Siemens Sinumerik 840D/808D CNC 控制器在 CNC 铣床上工作的 CNC 机械师钻孔循环 CYCLE81 在这里简要说明 Sinumerik 840D CYCLE81钻孔定心循环编程 Sinumerik 车削/车床钻孔定
CNC 编程示例,适用于使用 Siemens Sinumerik 840D/808D CNC 控件的 CNC 车床/车床的 CNC 机械师。易于学习和理解的 CNC 程序。 Siemens Sinumerik CYCLE81 是钻孔循环,在以下文章中有非常简要的描述。CNC 车床 – CYCLE81 钻孔循环 – Sinumerik 840D 车削CNC 铣床 – Sinumerik 840D CYCLE81 钻孔定心循环编程 此数控程序示例展示了在数控车床/车床上使用 Sinumerik CYCLE81 钻孔定心循环。 CYCLE81 钻孔循环程序示例 – Sinum
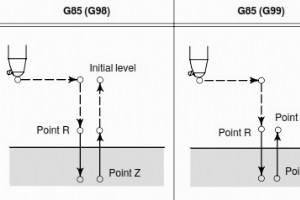
Fanuc G85 Boring Cycle也称为Fanuc G85 Reaming Cycle。因为Fanuc G85 boring cycle可用于铰孔加工。 Fanuc G85 镗孔循环 - 铰孔循环 刀具以进给向下移动到终点深度,并以进给退回退刀平面。 Fanuc G85 镗孔循环格式 G85 X Y Z R F K X Y – 孔位置Z – 钻孔深度(绝对值)。R – 孔上方的刀具起始位置。F – 切削进给率K – 重复次数(如果需要) ) Fanuc G85 镗孔循环 Fanuc G85 镗孔循环操作 1 – 沿X和Y轴定位后,快速移动到R点。2 – 从R点以指定进给F进
一次性 G 代码 A One shot G代码只在编写它的cnc程序段有效。一旦程序开始执行下一个程序段,它就不再有效。 学习G代码编程 一次性 G 代码示例 G4 Dwell是一个One-shot G-Code,所以下面的cnc编程例子展示了G4 One-Shot G代码的使用。 N10 G0 X30 Y40N20 G4 X2N30 X20 Y50 N20 G04 为一次性G 代码,只在本程序段有效。N30 G04 在本程序段不再有效。 G0是。 G04 暂停代码 G4 dwell FanucG4 dwell HaasG4 dwell Sinumerik

模态 G 代码 模态G代码是在cnc程序中一直有效的G代码,直到遇到(编程)同一组中的另一个G代码。 每个G代码都有一个关联组,在cnc程序中一次只能激活一个关联组的G代码。 因为G00,G01,G02,G03 来自同组G43,G49 同组G54~G59 同组G98~G99 同组 学习G代码编程 模态 G 代码示例 N10 G0 X30 Y5 (G0 is effective in this block)N20 X50 Y10 (No G-code specified, G0 remains effective)N30 G1 X30 F200

Hust CNC G 代码列表,适用于使用 Hust CNC 控制器在 CNC 铣床上工作的数控机械师。 以下G代码运行, Hust CNC H4M、Hust cnc H4CL-M 和相关的 Hust cnc 铣床控制器。 Hust CNC G代码清单-数控铣床 Hust CNC G 代码列表 – CNC Mill G代码 功能G00 快速定位(快速进给率)G01 直线切削(切削进给率)G02 圆弧切削,CW(后刀)G03 圆弧切削,逆时针(后刀)G04 暂停命令,暂停G08 清除所有轴的机器坐标G10 数据输入G20 INCH 模式下的系统测量 G21 公制模式下的系统测量G22
数控机床