工业4.0先进制造技术信息网站!

在CNC中为刀具设置禁区,刀具减速停止,刀具即将进入禁区报警。
见“存储行程检查”
在块中指定的运动开始之前执行的行程限制检查。

物理上CNC车床是一种简单的车床,配备了CNC控制面板。在内部,它通过数控控制控制数控车床的所有功能。 您可能会喜欢什么是 CNC?车间新手CNC机械师视角 数控车床主要零件 数控车床主要零件介绍 1 – 琴头 数控车床的主轴箱具有驱动主轴的数控车床的主电机。卡盘装在这个主轴上。 数控车床头架 这是另一台数控车床,主轴箱盖已拆下,因此您可以看到主驱动器(Main Motor),齿轮。齿轮可以用cnc编程指令选择(M41,M42,M43) 2 – 数控车床 刀塔在经过特殊硬化处理的数控车床上移动,因此任何加工都不会影响它们。 3 – 查克 CNC 车床机卡盘夹住要加工的部件。查
CNC 车床机器零件非常简单,图片已在此处前面描述 CNC 车床简介、主要零件及其功能 所以现在是时候测试你对数控车床零件的了解了,让我们开始吧 识别 CNC 车床零件 - 1 你能认出下图是哪个数控车床零件吗, 回答: 这是 CNC 车床 刀塔 数控刀具安装在数控车床刀塔上进行加工操作,刀具首先用零件程序指令分度(在切削位置),然后用该刀具开始切削。 识别 CNC 车床零件 – 2 你能识别这部分的数控机床吗 回答: 这是数控机床控制面板 CNC零件程序可以通过cnc机床控制面板进行添加/编辑/删除,cnc机械师通过控制面板上的按键控制整个cnc机床的运行。 CNC
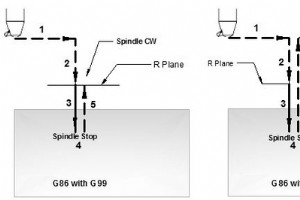
G86镗孔循环用于镗孔。 语法 G86 X... Y... Z... R... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G86 镗孔循环,在每个轴移动时重复,直到在程序中给出 G80 结束该循环。 用法 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M03N170 G99 G86 X60 Y28 Z-15 R2 F120N180 G98 Y12N190 G91 G80 G28 X0
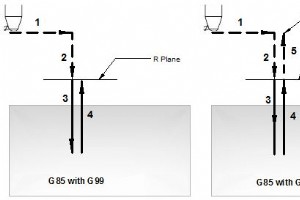
G85镗孔循环用于镗孔。 语法 G85 X... Y... Z... R... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G85 镗孔循环,在每个轴移动时重复,直到在程序中给出 G80 结束该循环。 用法 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M03N170 G99 G85 X60 Y28 Z-15 R2 F120N180 G98 Y12N190 G91 G80 G28 X0
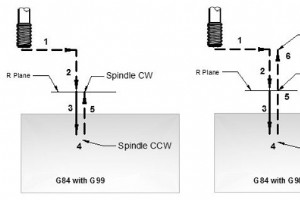
G84攻丝循环进行攻丝操作,攻丝是顺时针旋转主轴进行的,当到达孔底时,主轴反向旋转退刀。这整个操作创建了线程。 语法 G84 X... Y... Z... R... P... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,从 R 平面到 Z 深度。 R R平面的位置。 P 停留时间。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G84 攻丝循环,在每次轴运动时重复,直到在程序中给出 G80 以结束攻丝循环。 注意事项 攻丝期间进给倍率被忽略。在返回操作完成之前,进给保持不会停止机器。 用法 N150 M6
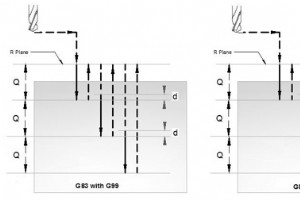
G83啄钻循环进行多次啄钻操作,这种技术使深孔钻削变得简单和经济。 切削进给间歇进给至孔底,同时排出切屑。 由于钻孔是通过多个小步进给进行到孔底的,每次钻到指定的深度,然后钻头退回,然后钻头进行下一次啄钻,此操作一次又一次地重复,直到达到钻孔深度. 语法 G83 X... Y... Z... R... Q... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 问 每次切削进给的切削深度(啄钻)。 K 循环重复次数(如果需要)。 F 进给率。 一旦在程序中给出 G83
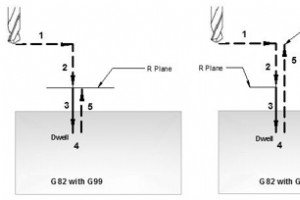
G82钻孔循环也称为G82沉孔循环。 G82是一个普通的钻孔循环,唯一不同的是它在孔底停留指定的时间,一般用于精确深度钻孔。 语法 G82 X... Y... Z... R... P... F... K... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 P 在孔底停留 K 循环重复次数(如果需要)。 F 进给率。 用法 N30 G82 X10 Y30 Z-17 R2 P1000 F75N40 Y10N50 X30N60 Y30N70 G80 一旦在程序段中用参数指定 G82 钻孔循环
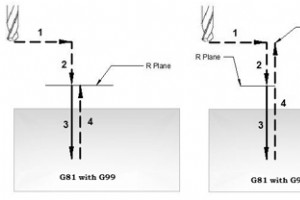
G81钻孔循环用于简单的钻孔/点钻操作。 语法 G81 X... Y... Z... R... K... F... 参数 描述 X x 轴上的孔位置。 是 y 轴上的孔位置。 Z 深度,刀具将从 R 平面开始进给到 Z 深度。 R R平面的位置。 K 循环重复次数(如果需要)。 F 进给率。 一旦定义了 G81 钻孔循环,固定循环将在连续程序段中的每个 X-Y 位置重复。所以G81钻孔循环必须用G80取消。 用法 N30 G81 X10 Y30 Z-17 R2 F75N40 Y10N50 X30N60 Y30N70 X90N80 Y10N90 G80 在上面的示例中,钻孔
M 代码是数控程序指令,可帮助数控机械师/程序员控制数控机床硬件,如卡盘、尾架、套筒、冷却液。这里列出了主要用于 Fanuc 数控车床/铣床的 M 代码。 Fanuc M 代码列表(车床) M代码 描述 M00 程序停止 M01 可选程序停止 M02 程序结束 M03 主轴顺时针启动 M04 主轴逆时针启动 M05 主轴停止 M08 开启冷却 M09 冷却液关闭 M29 刚性敲击模式 M30 程序重置结束 M40 主轴齿轮在中间 M41 低档选择 M42 高档位选择 M68 液压卡盘关闭 M69 液压夹头打开 M78 尾座前进 M79 尾座换向 M94 镜像
CNC 机器按照零件程序中给出的命令或指令(G 代码/M 代码)工作。以下是 Fanuc cnc 控制的 G 代码,这是 cnc 机械师学习理解 cnc 编程所必需的。 Fanuc G 代码列表(车床) G代码 描述 G00 快速遍历 G01 线性插值 G02 圆弧插补CW G03 逆时针圆弧插补 G04 停留 G09 准确停止 十国集团 可编程数据输入 二十国集团 输入英寸 G21 以毫米为单位输入 G22 存储笔划检查功能开启 G23 存储行程检查功能关闭 G27 参考位置返回检查 G28 返回参考位置 G32 切线 G40 刀尖半径补偿取消 G41 左刀尖
G04 暂停 G 代码暂停/延迟当前操作指定的时间(秒或毫秒),但在整个过程中,只有数控机床的轴运动停止,主轴保持旋转。 语法 G04 P... 或 G04 X... 或 G04 U... 参数 描述 P 停留时间以毫秒 (msec) 为单位 X 停留秒数(sec) 你 停留秒数(sec) G代码数据 G 代码 组 模态/非模态 G04 00 非模态 用法 G04 P1000 (wait for 1 second) 上述零件程序指令将延迟当前cnc加工操作一秒钟。 例子 所以要编程 10 秒停留 G04 X10 或 G04 U10 或 G04 P10000 (d
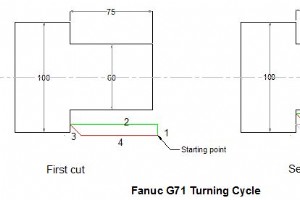
发那科 G71 车削循环 G71 车削循环用于从数控车床零件上去除毛坯材料。 G71 车削循环使大直径切削变得容易。既可以简单的直线切削,也可以很容易地加工复杂的轮廓。通过G71车削循环参数cnc机械师可以控制 切削深度。 缩回高度。 x 轴和 z 轴的精加工余量。 循环切削进给,主轴转速。 编程 G71 U... R...G71 P... Q... U... W... F... S... 参数 第一块 参数 描述 你 切割深度。 R 缩回高度。 第二块 参数 描述 P 轮廓起始块号。 问 轮廓结束块号。 你 x 轴的精加工余量。 W z 轴精加工余量。 F
cnc机床G代码和M代码的完整列表。 此G代码和M代码表可作为编程或学习数控机床编程时的参考。 G 和 M 代码的完整列表,这些代码在世界各地的数控机床车间中使用的几乎所有数控控件中都很常见。 CNC 铣削 G 代码列表 G代码 描述 G00 快速遍历 G01 线性插值 G02 圆弧插补CW G03 逆时针圆弧插补 G04 停留 17国集团 X Y平面选择 八国集团 Z X平面选择 G19 Y Z平面选择 G28 返回参考位置 G30 第2、3、4参考点返回 G40 刀具补偿取消 G41 刀具补偿左 G42 刀具补偿权 G43 刀具长度补偿+方向 G44 刀具
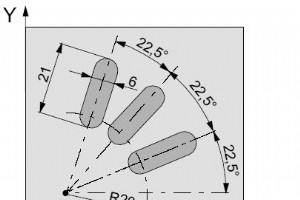
CNC 程序示例代码展示了如何在子程序中使用 Fanuc G68 坐标旋转 g 代码以充分利用其功能。 G68 坐标旋转示例 主程序 N5 G54N10 G43 T10 H10 M6N15 S2000 M3 F300M98 P030100 ; Subprogram callN25 G0 Z50N30 M30 子程序 O0100N10 G91 G68 X10 Y10 R22.5N15 G90 X30 Y10 Z5N20 G1 Z-2N25 X45N30 G0 Z5N35 M17

完整的 Bridgeport G 代码列表,适用于在数控铣床上工作的数控机械师。 布里奇波特数控铣床 Bridgeport 铣床 G 代码 G代码 描述 G00 快速移动(编程的进给率保持在寄存器中) G01 线性插值(在线性路径中进给) G02 CW 圆弧插补。圆弧 G03 CCW 圆弧插补。圆弧 G04 停留 G08 MODAL 减速覆盖关闭 G09 MODAL 减速覆盖开启 G12 顺时针螺旋插补 G13 逆时针螺旋插补 17国集团 X Y 平面选择 八国集团 ZX平面选择 G19 YZ平面选择 G22 圆弧插补,圆角输入CW G22 圆弧插补,圆角逆时针
数控机床简介 数控机床和数控机床主要零件介绍,每个数控机床零件都非常简要地描述,还有一个练习将测试您可以正确识别多少数控机床零件。 什么是 CNC? 数控车床主要零件 识别 CNC 车床零件 数控机床操作模式和控制 每台数控机床都有几种工作模式,如果数控机床操作员想要运行数控机床零件程序,他必须选择自动模式,如果操作员想要手动移动轴,他必须选择点动模式。数控机床有多种模式,以下文章简要介绍了各种数控机床模式及其功能。 CNC 操作模式 CNC 编程入门 CNC 机械师的 CNC 编程 如何制作 CNC 程序? CNC 程序块 CNC 编程基础 CNC G代码介绍 CNC M代

DIN/ISO 功能概述 Heidenhain TNC 640/530/410/426/430/320 G 功能。 海德汉 TNC 640 数控 海德汉 ISO G 代码 工具移动 G代码 描述 G00 直线插补、直角坐标、快速移动 G01 直线插值,直角坐标 G02 圆弧插补,直角坐标,顺时针 G03 圆弧插补,直角坐标,逆时针 G05 圆弧插补,笛卡尔坐标系,无方向指示 G06 圆弧插补,直角坐标,切线轮廓逼近 G07 近轴定位块 十国集团 直线插补、极坐标、快速移动 G11 直线插值,极坐标 G12 圆弧插补,极坐标,顺时针 G13 圆弧插补,极坐标,逆时针
数控机床