工业4.0先进制造技术信息网站!

沿控制轴移动指定刀具。
CNC内存用于存储刀具偏置值。
以H或D地址开头的数字指定刀具偏置值。
刀具长度补偿、刀具补偿和刀具偏置功能使用的偏置值。
手动操作,其中参考工具和待测工具被一个接一个地压在机器上的固定点上,工具之间的长度差被设置为 CNC 中的工具长度偏移值。
补偿编程期间假定的刀具与用于实际加工的刀具之间的长度差异。
判断一个字符中1位的总数是偶数还是奇数。
可以被另一个程序的控制部分重复调用的程序。
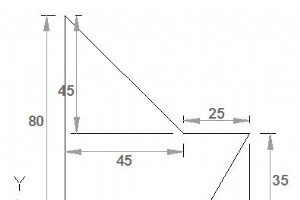
面向数控机械师的非常基本的数控铣床编程练习。 此 cnc 示例代码显示了 G90 绝对编程 G91增量编程 CNC 铣床编程练习 使用G90绝对式编程G91增量式编程 G90绝对编程 G90 G01 X0 Y0X50.0X70.0 Y35.0X45.0X0 Y80.0Y0M30 G91 增量编程 G91 G01 X0 Y0X50.0X20.0 Y35.0X-25.0X-45.0 Y45.0Y-80.0M30
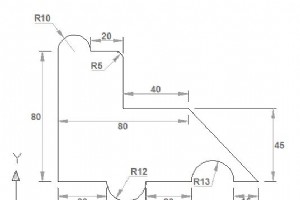
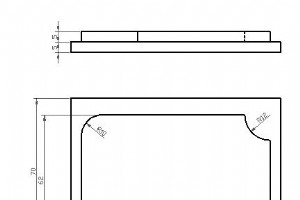
CNC铣床程序展示使用 G02 圆弧插补 CW G03 逆时针圆弧插补 CNC 铣床程序 数控铣床G02 G03圆弧插补编程实例 G90 G01 X0 Y0X30G03 X54 R12G01 X82G02 X108 R13G01 X123X80 Y45X40Y75G03 X35 Y80 R5G01 X20G03 X0 Y80 R10G01 Y0M30

Hurco 车床 M 代码的完整列表。 CNC 机床 M 代码用于控制机床功能,如主轴旋转、冷却液开关等。 赫克数控车床 赫克车床 M 代码 M00 – 程序停止 M01 – 可选停止 M02 – 节目结束(无倒带) M03 – 主轴顺时针 M04 – 主轴逆时针 M05 – 主轴关闭 M07 – 辅助冷却液开启 M08 – 主冷却液开启 M09 – 冷却液关闭 M10 – 将夹持压力设置为高 M11 – 将夹持压力设置为低 M12 – 炮塔索引反转 M13 – 炮塔索引向前 M14 – 夹头打开 M15 – 查克克洛斯 M16 – 夹头吹气 M17 – 夹头吹气 M18 – 主卡盘冷却

安川Yasnac J50报警代码完整列表。 安川Yasnac J50M数控 Yasnac J50 报警代码 0 断电 1 ZR 未就绪 (X) 2 ZR 未就绪(Y) 3 ZR 未就绪 (Z) 4 ZR 未就绪 (4) 第 10 次错误 11 电视错误 12 溢出(128 通道) 13 程序错误(无地址) 14 程序错误(“-”、“0”) 15 程序错误(通道不可用) 16 程序错误(不可用的轴) 17 程序错误(8 位数字) 20 程序错误 (G) 21 程序错误 (G) 22 程序错误(G02 / 03,G43 / 44) 23 程序错误 (G) 24 程序错误(G、G41 / 42
一个非常简单的数控铣削程序示例,它将向数控机械师展示西门子 Sinumerik 铣削编程概念的使用。这个程序是为 4 轴数控铣床编写的,其中 C 用于旋转工作台。但是一个简单的数控铣床也可以运行这个程序只需删除程序块N15 Sinumerik 铣削程序 Sinumerik 铣床编程实例 N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5N25 G01 Z0N30 Z-5N35 G42 X0 Y0N40 X30N45 Y30N50 X0N55 Y0N60 G40 X-20 Y-

安川Yasnac 2000B报警代码完整列表。 Yasnac 2000B CNC控制 Yasnac 2000B 报警代码 11 控制系统温度过高 12 磁带水平奇偶错误 14 格式错误 15 数据错误 16 偏移量错误 17 参数整理错误 21 超程 27 定位错误 28 机械系统未就绪 31 伺服电源未提供 32 控制单元未就绪 33 紧急停止 34 伺服错误 35 超载 51 执行 M-、S- 和 T- 功能 52 脉冲分布

安川Yasnac 2000G报警代码完整列表。 Yasnac 2000G数控系统 Yasnac 2000G 报警代码 11 面板温度过高 12 磁带/内存水平奇偶校验错误 13 磁带垂直奇偶错误 14 格式错误 15 数据错误 16 偏移量错误 17 参数错误 18 磁带存储器错误 21 超程 22 归零区错误 23 归零未就绪 24 归零位置错误 25 序列错误 26 主轴错误 27 定位错误 28 机器未就绪 31 伺服电源未提供 32 控制单元未就绪 33 紧急停止 34 伺服错误 35 超载 36 反馈错误 37 硬件错误(FG 错误) 38 硬件错误(RPG 错误) 81 CP
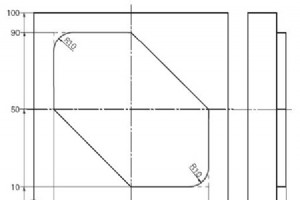
CNC 铣削编程示例代码和绘图,其中显示了 G41 左刀具半径补偿 用于数控铣床程序。 CNC 铣削程序(G41 刀具半径补偿左) G41刀具半径补偿左数控铣程序 N10 T2 M3 S447 F80N20 G0 X112 Y-2N30 Z-5N40 G41N50 G1 X95 Y8 M8N60 X32N70 X5 Y15N80 Y52N90 G2 X15 Y62 I10 J0N100 G1 X83N110 G3 X95 Y50 I12 J0N120 G1 Y-12N130 G40N140 G0 Z100 M9N150 X150 Y150N160 M30
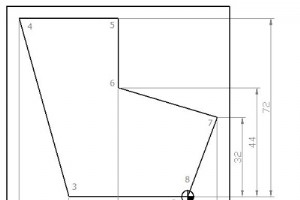
刀具半径补偿示例程序显示了如何在数控铣削程序中使用 G41、G40。 本程序中使用的刀具补偿代码是, G41 刀具半径补偿左 G40 刀具半径补偿取消 刀具半径补偿示例 G41 G40刀具半径补偿示例 N5 G00 G54 G64 G90 G17 X20 Y-20 Z50N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5N25 G01 Z0N30 Z-5N35 G41 X0 Y0N40 X-48N45 X-68 Y72N50 X-28N55 Y44N60 X12 Y32N65 X0 Y0N70 G40 X20 Y-20N75 G00 Z50
立式加工中心是数控机床车间的重要组成部分,所以这里有一个立式加工中心编程示例,供刚开始学习数控编程的数控机械师使用。 立式加工中心编程实例 立式加工中心编程实例 N10 T1N20 S1000 M3N30 G00 G40 G90 G17 X-30 Y60N40 G43 Z50 H1N50 Z-5N60 G01 G41 X10 Y60 D1 F200N70 Y80N80 G02 X20 Y90 R10N90 G01 X50N100 X90 Y50N110 Y20N120 G02 X80 Y10 R10N130 G01 X50N140 X10 Y50N150 Y65N160 G40 X-30
版权所有:Spec Engineering 数控精密加工 在制造业中,CNC 机器用于制造从外科植入物和器械到飞机零件等各种产品。 页数:1 2 3 4 5 6
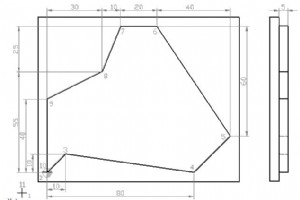
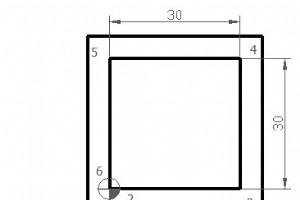
此 CNC 铣床编程练习将使您更好地理解绘图以及如何找到每个绘图点的精确坐标。完全基于 G91 增量尺寸系统,因此 cnc 程序员/机械师可以学习和理解 G91 增量编程的工作原理.此程序是为4轴CNC铣床编写的,其中C轴用于转台。3轴CNC铣床也可以运行此程序,因此只需删除程序段。 N15. CNC 铣床编程练习 G91增量编程数控车床练习 N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5N25 G01 Z0N30 Z-5N35 G42 G91
数控机床