工业4.0先进制造技术信息网站!
提交人:布莱恩 绘图/图像 数控程序 %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X-.5 Y0. J.5G1 G40 X-1.G0 Z.1(F
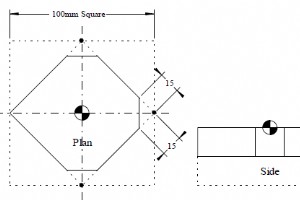
提交人:布莱恩 绘图/图像 数控程序 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+016 DEP ?17 TOOL CALL 018 L M6
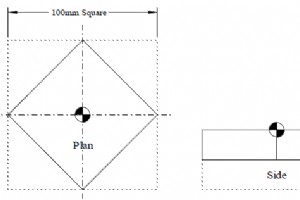
提交人:布莱恩 绘图/图像 数控程序 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M3017 END PGM 10102 MM

提交人:布莱恩 绘图/图像 数控程序 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP ?17 TOOL CALL 018 L M619 STOP

Haas 参数列表(铣床/车床),适用于使用 Haas 数控车床/铣床的数控机械师。 参数是很少修改的值,它会改变机器的操作。其中包括伺服电机类型、齿轮比、速度、存储的行程限制、滚珠丝杠补偿、电机控制延迟和宏调用选择。这些都很少被用户更改,应该通过参数锁定设置来保护它们不被更改。如果您需要更改参数,请联系 Haas 或您的经销商。设置 7 保护参数不被更改。“设置”页面列出了用户在正常操作期间可能需要更改的一些参数。这些简称为“设置”。在正常情况下,不应修改参数显示。此处提供了完整的参数列表。 如果参数编号在车床和铣床之间具有不同的含义,将在参数编号或与文本相关的文字之后直接用 (L) 或

如果您的 Haas CNC 控制器存在一些问题,例如无法开机/自行关闭/键盘发出蜂鸣声,那么您可以采取以下一些故障排除步骤。 继续之前 警告:某些机械和电气维修程序可能极其危险或危及生命。了解您的技能水平和能力。 小心!使用机器所需的电气服务可能非常危险。 机器无法开机 检查机器的输入电压。 检查电气柜右上方的主断路器;开关必须处于打开位置。 检查过压保险丝。 检查前控制面板上关机按钮的接线。 检查自动关闭继电器到 I/O PCB 的接线。 检查 24V 变压器 (T5) 和 K1 接触器之间的连接。 检查 24V 变压器 (T5) 支架的跳线位置是否正确(测量主断路器处的电压并将跳

用于数控机械师的 Mazak INTEGREX M 代码列表。Mazak INTEGREX 300/400-III/III T/IIIS/IIIST 的其他功能(M 代码) 马扎克 M 代码列表 M 代码 描述 M00 程序停止 M01 可选停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 Chuck unclamp(松开工件) M07 卡盘夹具(夹持工件) M08 洪水冷却开启 M09 冷却液关闭 M10 M11 M12 铣削主轴模式取消(车削模式选择) M13 铣刀正向旋转 M14 铣刀反转 M15 铣刀停止 M
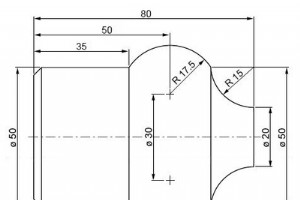
数控车床用G02 G03编程两条组合圆弧的CNC程序实例。 第一个圆弧使用 G02 R 编程,但第二个圆弧使用 G03 I K 编程 G02 G03 编程范例 G02 G03 编程范例 N50 G00 X20 Z85N60 G96 S200N70 G01 Z80N80 G02 X50 Z65 R15N90 G03 X50 Z35 I-10 K-15N100 G00 X80N110 G97 S900 M05N120 M30

Mazak G 代码列表,适用于在 Mazak INTEGREX 300/400-III/III T/IIIS/IIIST 数控机床上工作的数控机械师。 马扎克 G 代码 G代码 函数 G00 定位 G01 线性插值 G01.1 C轴插补螺纹加工 G02 圆弧插补(CW) G03 圆弧插补(逆时针) G02.1 螺旋插补(CW) G03.1 螺旋插补(逆时针) G04 停留 G05 高速加工模式 G06.1 精细样条插值 G06.2 NURBS插值 G07 虚轴插补 G07.1 圆柱插补 G09 准停检查 十国集团 数据设置模式开启 G10.1 命令地址关闭

MAZAK加工中心CNC机械师Mazak G代码表。 马扎克G代码列表 G代码 函数 G00 定位 G01 线性插值 G01.1 C轴插补螺纹加工 G02 圆弧插补(CW) G03 圆弧插补(逆时针) G02.1 螺旋插补(CW) G03.1 螺旋插补(逆时针) G04 停留 G05 高速加工模式 G06.1 精细样条插值 G06.2 NURBS插值 G07 虚轴插补 G07.1 圆柱插补 G09 准停检查 十国集团 数据设置模式开启 G10.1 命令地址关闭 G11 数据设置模式关闭 G12.1 开启极坐标插补 G13.1 极坐标插补关闭 17国集

用于数控机械师的 Mazak plc 警报列表。 Mazak INTEGREX 300/400-II 报警列表 对于其他 Mazak 警报列表,请访问以下页面。 Mazak 系统/驱动器错误(编号 1 – 编号 99,编号 1000 – 编号 1099) Mazak CNC 机器控制错误(No. 100 – No. 199,No. 1100 – No. 1199) Mazak PLC机器控制错误(No. 200 – No. 399, No. 1200 – No. 1399) Mazak CNC 屏幕操作错误(No. 400 – No. 499,No. 1400 – No. 1499)
数控机械师的 Mach3 m 代码列表。 这些 Mach3 m 代码适用于铣削和车削。 Mach3 M 代码 M 代码 含义 M0 程序停止 M1 可选程序停止 M3 程序结束 M3/4 顺时针/逆时针旋转主轴 M5 停止主轴旋转 M6 换刀(通过两个宏) M7 喷雾冷却剂开启 M8 开启洪水冷却 M9 关闭所有冷却液 M30 节目结束并倒带 M47 从第一行开始重复程序 M48 启用速度和进给倍率 M49 禁用速度和进给覆盖 M98 调用子程序 M99 从子程序返回/重复
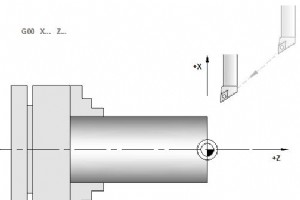
Haas G00 快速运动定位 – Haas 车床 G00 G代码用于以最大速度移动机床轴。 G00主要用于在每次进给(切削)指令前将机床快速定位到给定点(所有运动均以全快速度完成)。 编程 G00 X... Y... Z... U... W... C... B... 参数 参数 描述 X…Y…Z…U…W…C…B… Haas 车床轴 G代码数据 模态/非模态 G代码组 模态 01 G00 G代码是模态的,所以一个带有G00的程序段会导致所有后续程序段快速运动,直到指定另一个01组代码。 操作顺序 编程注意:一般快速运动不会走直线。指定的每个轴都以相同的速度移动,但所有轴
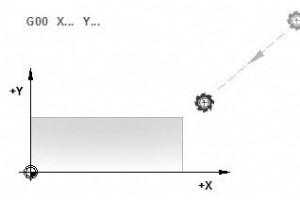
Haas G00 快速运动定位 – Haas 铣床 G00 G代码用于以最大速度移动机床轴。 G00主要用于在每次进给(切削)指令前将机床快速定位到给定点(所有运动均以全快速度完成)。 编程 G00 X... Y... Z... A... 参数 参数 描述 X…Y…Z…A… 哈斯铣轴 Haas G00 快速运动定位 – Haas 铣床 G 代码数据 模态/非模态 G代码组 模态 01 G00 G代码是模态的,所以一个带有G00的程序段会导致所有后续程序段快速运动,直到指定另一个01组代码。 操作顺序 编程注意:一般快速运动不会走直线。指定的每个轴都以相同的速度移动,

CNC 机械师的 Fanuc 15i 警报/错误。 Fanuc 15i 报警器 程序错误/报警(P/S报警) 程序错误/程序运行报警(P/S报警) PS001 轴控制模式非法 PS003 位数太多 PS006 非法使用减号 PS007 非法使用小数点 PS010 不正确的 G 代码 PS011 不正确的 NC 地址 PS012 无效的单词断点 PS013 非法 POS。计划编号 PS014 程序编号格式不合法。 PS015 一个块中的单词太多 PS016 EOB 未找到 PS017 GOTO/WHILE/DO 的非法模式 缓冲模式下的 PS059 命令 未找到 PS060 序列号 PS

Fanuc 10/11/12 CNC 机械师报警/错误代码。 Fanuc 10/11/12 报警代码 程序错误/报警(P/S报警) 程序错误/程序运行报警(P/S报警) PS003 位数太多 PS006 非法使用负值 PS007 非法使用小数点 PS010 不正确的 G 代码 PS011 不正确的 NC 地址 PS012 无效的单词断点 PS013 非法 POS。计划编号 PS014 程序编号格式不合法。 PS015 一个块中的单词太多 PS016 EOB 未找到 PS017 GOTO/WHILE/DO 的非法模式 PS058 S-命令超出范围 未找到 PS060 序列号 PS061
面向 CNC 机械师的 Fanuc 系列 15 警报/错误。 Fanuc 系列 15 报警器 程序错误/报警(P/S报警) 程序错误/程序运行报警(P/S报警) PS003 位数太多 PS006 非法使用减号 PS007 非法使用小数点 PS010 不正确的 G 代码 PS011 不正确的 NC 地址 PS012 无效的单词断点 PS013 非法 POS。计划编号 PS014 程序编号格式不合法。 PS015 一个块中的单词太多 PS016 EOB 未找到 PS017 GOTO/WHILE/DO 的非法模式 PS058 S-命令超出范围 缓冲模式下的 PS059 命令 未找到 PS060

Selca CNC 4000/3000 系列控制 G 函数/G 代码,适用于使用 Selca cnc 控件在 cnc 机器上工作的 cnc 机械师。 这些 Selca G 功能适用于以下 Selca cnc 控制, Selca S4000 系列 – S4040、S4040、S4045P、S4060D Selca S3000 系列 – S3040、S3045、S3045P、S3035D Selca G 函数 通用 G 函数 G代码 描述 G00 轴快速定位 G01 线性插值 G02 顺时针圆弧/螺旋插补 G03 逆时针圆弧螺旋插补 G04 定时停留 G09 程序段结束减速

使用 D.Electron Z32 cnc 控制的数控铣床/车床的 CNC 机械师可以从 D.Electron 网站(下面提供的链接)免费下载 D.Electron Z32 编程手册。 D.Electron Z32 CNC 手册 可用语言 这些 Z32 CNC 编程手册有多种语言版本 等等, 英语 意大利语 法语 Z32 编程手册 以下 Z32 手册可以 PDF 格式下载, CNC Z32 编程指南(铣床) CNC Z32 编程指南(车床) Z32 报警手册 CNC Z32 数控系统警报用户手册 Z32手册下载链接 下载链接
NUM 1020/1040/1060T G 代码列表,适用于使用 NUM cnc 控件的 cnc 车床的 cnc 机械师。 NUM 1020/1040/1060T G 代码 G代码 描述 G00 高速线性插补 G01 以编程的进给速率进行线性插补 G02 以编程的进给速率顺时针圆弧插补 G03 以编程进给率逆时针圆弧插补 G04 可编程停留 G05 斜轴运动 G06 样条曲线执行命令 G07 在倾斜轴上加工之前的初始刀具定位 G09 在进入下一个块之前在块末准确停止 十国集团 可中断块 G12 手轮超速 G16 用地址P、R定义刀具轴方向 二十国集团 在极坐标(X
数控机床