工业4.0先进制造技术信息网站!

Haas M35 冷却液龙头位置朝上 M35 冷却液栓位置向上,递减 (-1) M35 将冷却剂龙头位置向上减少一位。减少龙头位置会导致龙头向上移动到龙头原位。起始位置指定为零。 M35 示例 M35 如果当前轴颈位置为 5 且执行了 M35,则当前轴颈位置将向上移动至 4。卧式铣床的轴颈起始位置将轴颈置于最正 Z 轴位置。减少龙头将提高冷却剂流的方向。 相关 Haas 加工中心:使用可编程冷却液喷嘴Haas 报警器 196 冷却剂套管故障 – Haas 铣床

Haas 可编程冷却液喷嘴 不要用手旋转冷却剂龙头。会发生严重的电机损坏。 使用可编程冷却液喷嘴Haas 警报 196 冷却液栓故障M34 冷却液栓位置向下M35 冷却液栓位置向上

Haas 可编程冷却液喷嘴 Haas CNC 立式和卧式 CNC 加工中心(VMC 和 HMC)配备可编程冷却液喷嘴 (P-Cool),可自动将冷却液精确地引导到每个刀具的切削区域。 页数:1 2 3 4
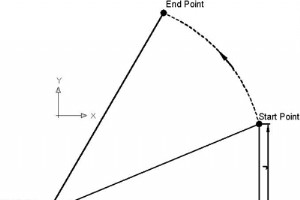
圆弧插补概念与编程系列的第4部分介绍了在不直接给出圆弧半径(R)的情况下如何编写圆弧的cnc程序。 阅读本文的其他部分 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 编写仅给定圆弧中心的圆弧 要在仅给出圆心(半径未知)时编写圆弧,请使用地址字母 I 和 J I – 与地址X有关,是X轴上圆弧起点到圆弧中心的增量值和方向(+/-)。 J – 与地址Y有关,是Y轴圆弧起点到圆弧
Circular Interpolation Concepts &Programming 系列的第 5 部分,本文解释了使用 G90 绝对编程 G91增量编程 带有解释 G90/G91 的 cnc 程序示例代码 阅读本文的其他部分 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 使用 G90 和 G91 的圆弧插补 G90 X ____ Y____ 在工作坐标系中定义圆弧

一种主要进行车削,但具有用于进行铣削操作的动力工具(转塔上的主轴)的机床。从软件的角度来看,NC 进行传输和圆柱变换的能力使车削中心成为可能。现代的主轴驱动器,可以像旋转轮廓轴一样发挥良好的作用,也使车削中心在经济上具有吸引力。一些车削中心也有 Y 轴。
西门子数控的品牌名称。设计和制造数控的西门子组织单位的名称。
圆弧插补概念和编程系列的第 6 部分,本文解释了圆弧插补的用途,最后给出了两个练习,供数控机械师编程、应用和测试他们在本系列文章中学到的知识。 阅读本文的其他部分 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 圆弧插补的使用 圆弧插补通常用于 CNC 立式和卧式加工中心以及车床和许多其他 CNC 机器的仿形加工,例如简单的铣床、刳刨机、燃烧器、水射流和激光仿形仪、电火花线切割
Haas 车床编程示例,以说明 Haas G72 I 型粗加工循环/G70 精加工循环的使用和编程。以上代码也适用于带有 Fanuc 数控控制的数控车床,只需很少或无需更改。在这个Haas车床编程实例中使用的所有G代码/M代码都在下面给出了说明。 Haas G72 I 型粗加工 G70 精加工面循环程序示例 Haas G72 I 型粗加工和 G70 精加工面程序示例 O00096N1 (G72 ROUGHING FACE)N2 G53 G00 X0. Z0. T0 (Sending home for a tool change)N3 T101 (O.D. TOOL x .031 TNR)
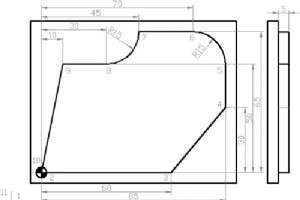
此圆弧插补编程示例将向您展示什么是圆弧插补以及如何对其进行编程。 在完成本练习之前,您必须先阅读Circular Interpolation Concepts &Programming 文章(如下所列)。阅读文章后,您会很容易将此示例理解为一个非常简单和基础的工作。 圆插值概念和编程文章 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 圆弧插补编程实例1(R的使用) 圆弧插
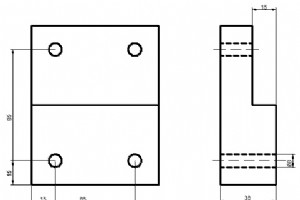
G81 钻孔循环程序示例,展示了如何经济地钻阶梯块。cnc 程序代码不言自明,没有使用复杂的技术。 G81 钻孔两步程序块 G81 钻孔二阶块 N10 T4 M6 (TWIST DRILL 8”)N15 G90 G54 G00 X15 Y15N20 S1000 M3 F100N25 G43 H01 Z2 M8N30 G81 R2 Z-42N35 X65N40 Y85 R-13N45 X15N50 G80 Z50 M5N55 M30
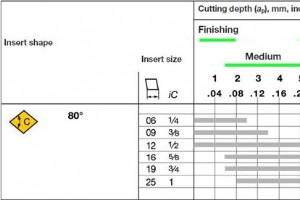
下图取自山特维克可乐满车削刀具 – 通用车削目录。下面给出的图表显示了精加工到粗加工的进给和切削深度山特维克可乐满对多种通用车削刀片的建议,例如CNMG、DNMG、RNMG、SNMG、TNMG、VNMG、WNMG、KNMX 切割深度建议 正如您所看到的,对于每个刀片,都给出了多个切削刃长度,CNMM 06、09、12、16、19、25mm 切削刃长度都给出了。因此,现在您可以轻松获取刀片的数据在车间使用,无论您使用 CNMM 120408 或 CNMG 190624 还是任何其他刀片。现在切削深度列分为三个独立的部分,精加工、中等加工、粗加工。 CNMG090308 根据这个图表,切削刃长
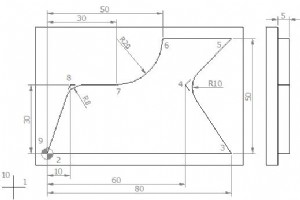
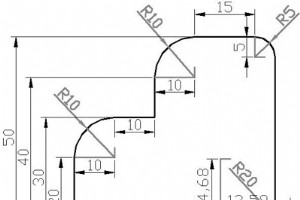
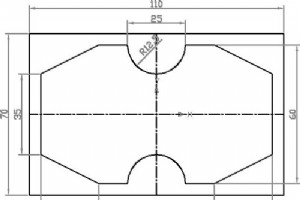
虽然这个示例图看起来有点复杂,但是编程起来非常容易。在进行此练习之前,您必须先阅读圆弧插补文章 圆插值概念和编程文章 圆插值概念和编程第 1 部分(概念) 圆插值概念和编程第 2 部分(R 的使用) 圆插值概念和编程第 3 部分(I J K 的使用) 圆插值概念和编程第 4 部分(未知 R) 圆插值概念和编程第 5 部分(示例) 圆插值概念和编程第 6 部分(使用和练习) 和练习号1 圆弧插补编程实例1 阅读后您会很容易理解这个程序示例。这是非常简单和基础的工作。 圆弧插补编程实例2 圆弧插补编程实例2 N5 G00 G54 G64 G90 G17 X-20 Y-20 Z5
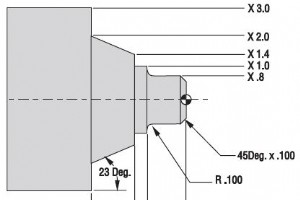
一个完整的 CNC 编程示例,带有 ID/OD(车削/镗孔操作),适用于在数控车床上工作的数控机械师。学习数控编程的人必须学习/练习。 该编程示例的额外好处是该编程示例中没有使用数控车床固定循环。 数控车床基本编程实例(车削镗孔操作) 数控车床实例车削镗孔 O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07 W1.0 Z-40.0 F0.25 G00 Z5.0 Z-39.0 G01 Z-60.0 G00 Z10.0 X200.0 Z200.0 T0200 M01 N20 (O

在配备 ProtoTRAK CNC 控制器的 CNC 车床/铣床上工作的 CNC 机械师可以从 Southwestern Industries 网站免费下载其控制器的手册。 canuckmachineworks.ca ProtoTRAK 手册 ProtoTRAK 手册可从 Southwestern Industries 网站 下载 这里列出了一些手册 TRAK TRL SX 车床和 ProtoTRAK SLX CNC 安全、编程、操作和保养手册 TRAK TRL 1540V、1840V ProtoTRAK VL CNC 安全、编程、操作和保养手册 TRAK TRL 1440S、1745
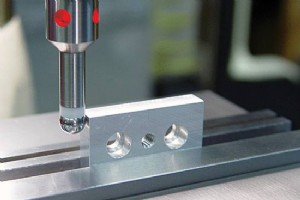
如何设置数控铣床? 在回答“如何设置数控铣床”这个问题之前,需要考虑很多因素。 机器是立式还是卧式? 机器有多少轴? 刀塔的容量是多少? 您打算如何固定零件(工件)? 还假定您了解一些基本的机器操作,例如 如何使用找边器。 如何浏览机器的控件。 了解基本的 CNC 控制命令。 LED寻边器 如何设置数控铣床 现在来设置机器,虽然每台 CNC 铣床的设置程序都略有不同,但这里解释了这些通用步骤,数控机械师每天都在为 3 轴立式 CNC 铣床练习。 清洁表面 :用布清洁工作台、虎钳钳口和零件(工件)等所有表面,确保没有油滴、材料碎片残留在那里。 加载工具 :加载完成零件所需的
Fanuc 编程实例展示了多个Fanuc 固定循环在cnc 编程中的使用,下面的固定循环在这个cnc 车床编程实例中被使用 G71 粗车削循环 G72 面对循环 G70 完成循环 用于镗孔操作的 Fanuc G71 该编程示例还说明了 G71 车削循环如何用于内部加工(镗孔操作)。因此,如果您想从零件内部去除多余毛坯,也可以使用 Fanuc G71 车削循环进行内部毛坯去除。 Fanuc 编程实例 发那科固定循环示例 G28 U0 W0G50 S1500N1 T0101 M8 (OD FACING)G96 S180 M3G0 X255.0 Z5.0G72 W2.0 R0.5G72 P
哈斯铣床 您对哈斯铣床了解多少。这里有一系列哈斯铣床设置相关的问题,可以测出你对哈斯铣床内部了解多少。 哈斯序列号 您的 Haas 控制器的序列号是多少,它列在 Haas 设置中的什么位置? 回答: Setting 26 中列出了每个 Haas Control 的序列号。每台机器都有不同的序列号,并且无法更改。详细信息 Haas Setting 26 Serial Number 页数:1 2 3 4 5 6 7 8 9
检查块中的字符总数(从块结束代码后立即开始到下一个块结束代码结束)是偶数还是奇数。
从工件上退刀,允许在加工过程中更换刀具(如果损坏)或检查加工状态,然后重新定位刀具以重新开始加工。
数控机床