工业4.0先进制造技术信息网站!

Haas G04 Dwell 命令用于在程序中引起延迟或暂停。包含G04的程序段将延迟P代码指定的时间。 在驻留时间内,滑块运动停止,但主轴将继续以编程的 RPM 旋转,并且冷却剂将保持开启状态。 Haas G04 暂停命令 Haas G04 暂停命令格式 G04 P_ Haas G04 Dwell是非模态G代码和G代码组00。 例子 G04 P1.0 (for a delay of 1.0 second)G04 P2.5 (for a delay of 2.5 seconds) 例子 G04 P10.0 (This will delay the program for 10
新手 CNC 机械师的基本 CNC 固定循环示例程序 一个基本的数控编程练习,适用于刚刚开始其职业生涯的新手数控机械师/新手数控程序员。 这个数控程序示例以非常广泛的方式展示了 G90 粗车循环的使用。 新手cnc机械师一定要学习这样的cnc编程技术,然后掌握它们。 基本数控程序 发那科cnc控制程序示例。 这个cnc程序使用 G90 粗车削循环。 G50 主轴速度限制。 使用两把刀具完成零件的加工。 第一个刀具使用 G90 粗车循环进行粗切削。 第二把刀具进行精加工。 基本 CNC 固定循环示例程序代码 基本数控固定循环程序 N10 G40 G00N20 G99N30
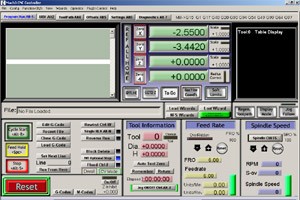
Mach3 数控系统 Mach3 是一个在 PC 上运行的软件包,可以将其变成一个非常强大和经济的机器控制器。 Mach3 是一款功能齐全的 CNC 控制器,适用于控制车床、铣床、等离子切割机、路由器、雕刻机等。 以下是 Mach3 Mill G 代码列表及其说明。 如果您想阅读 Mach3 Turn G 代码,请阅读 Mach3 Turn G 代码列表 Mach3磨机 Mach3 G 代码列表铣床 G代码 描述 G0 快速定位 G1 线性插值 G2 顺时针圆弧/螺旋插补 G3 逆时针圆弧/螺旋插补 G4 停留 十国集团 坐标系原点设置 G12 顺时针圆形口袋 G1

右击选择 任何攻丝操作的成功取决于使用合适的丝锥以及正确的设置。本视频重点介绍了为特定作业选择合适的丝锥时需要考虑的许多因素。 右击选择建议 右击选择提示 在为组件选择合适的水龙头时,您应该考虑 组成材料。 孔的类型(盲孔或通孔)。 组件批量大小(大量相同材料组件或少量多种不同材料组件。)。
一个非常简单的数控编程示例,展示了如何利用啄钻的额外好处多次重复轮廓。所以这次数控机械师正在啄钻特定的数控铣床轮廓。 什么是 Fanuc Sub 编程 阅读 Fanuc Sub Programming CNC 铣床轮廓啄 子程序是G代码指令的简单组合。主程序O4000调用子程序O4001重复10次 M98 P104001 子程序以每次切深2mm的方式切削轮廓(G91增量式编程) G1 G91 Z-2 (Incremental peck depth) 然后子程序切换回 G90 绝对编程,这使得轮廓编程变得容易。所以这个程序通过每次取 10 啄 2 毫米来切割一个 20 毫米深的特定轮廓。
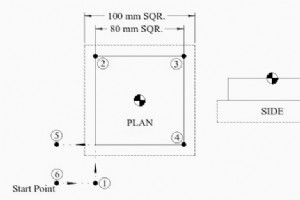
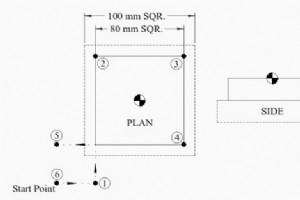
初学者G代码编程 学习G代码编程并没有那么难。阅读并了解G代码。了解G代码的工作原理。然后制作一个简单的G代码示例图。制作该示例的程序。在您的 cnc 机器上运行该程序(安全第一,保持专业)。或者您可以简单地运行 cnc 程序模拟(但这始终不能替代实际的 cnc加工过程。)最后一件事是最关键的,即Just practice practice and practice . 这是一个非常简单的 G 代码示例,适用于初级数控程序员/数控机械师。 本G代码程序示例不使用刀具半径补偿G40/G41/G42 G代码。 简单的 G 代码示例铣床 简单G代码示例 O1000T1 M6(Linear
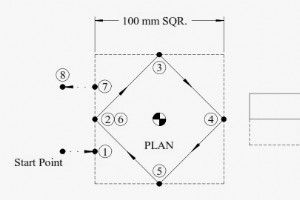
初学者的示例 G 代码程序 示例 G 代码程序示例,适用于正在工作或想学习数控铣床编程的数控程序员/数控机械师。 可以在这里找到类似的 G 代码示例简单的 G 代码示例铣床 – G 代码编程初学者 如果您对 G 代码子程序示例(子程序)感兴趣,请阅读CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example 这是同一个部件,但这次我们加工成锥度。 G 代码示例 G代码示例铣床 O1000T1 M6G0 G90 G40 G21 G17 G94 G80G54 X-75 Y-25 S500 M3 (Start Point)G43

一个非常漂亮而简短的视频,展示了 (Mori Seiki NTX1000SZM) 大多数数控加工操作,例如 转向 钻孔 点击 森精机NTX1000SZM 11轴 斯波坎瓦 MacKay Manufacturing, Inc. 的程序员和机械师 Glenn Coker 解释并演示了 Mori Seiki NTX1000SZM 机器的用途和优势。
CNC 编程示例代码展示了 CNC 机械师如何使用 Siemens Sinumerik 840D 钻孔定心循环 CYCLE81。 下面的示例代码显示了使用 CYCLE81 钻孔循环进行钻孔的不同方法。 SINUMERIK CYCLE81 简要概述 CYCLE81 (RTP, RFP, SDIS, DP, DPR) RTP – 返回平面或退回平面(绝对)RFP – 参考平面(绝对)SDIS – 安全距离(无符号输入)DP – 最终钻孔深度(绝对) DPR——相对于参考平面的最终钻孔深度(无符号输入) 有关详细说明,请阅读 Sinumerik 840D CYCLE81 钻孔定
发那科cnc控制无疑是应用最广泛的cnc机床控制,使用最多的发那科固定循环是G76螺纹加工循环。 G76螺纹循环自带的参数很多很多,学习和记忆无疑是困难的,但如果你是一个真正的cnc机械师,那么记住这些螺纹循环参数并不是一件难事。 G76 螺纹加工循环为数控机械师提供了最大的螺纹加工灵活性。 本文将告诉您如何使用 G76 螺纹循环参数更改以下值 第一遍切削深度 正常走刀的切削深度 最后一道切削深度 控制 Spring pass 的数量 如何全面控制G76螺纹加工循环的走刀次数和切深 CNC 程序员/机械师可能会找到有关 G76 螺纹加工循环的其他文章,例如G76 螺纹加工循环解
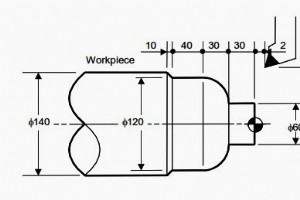
CNC 基本编程示例,适用于使用 Mazak / Fanuc cnc 控件的 cnc 程序员/机械师。此 cnc 代码示例显示了 G71 纵向粗加工循环的使用。 G71车削循环 G71固定循环读取完整参数说明 CNC Fanuc G71 车削循环或切削固定循环you might like G71 Rough Turning Cycle One-line Format. 其他此类编程示例在这里 Fanuc G71 粗车削循环和 G70 的 CNC 编程示例Fanuc G70 G71 粗车和精车循环程序示例 编程示例 G71 纵向粗加工循环马扎克 N001 G00 G96 G98;N0

虽然在数控机床车间使用了多种数控机床控制,如 Fanuc、Haas CNC、Siemens Sinumerik 等。 但对于初学者水平的数控机械师来说,最好了解并开始学习使用最广泛和理解的数控机床控件,几乎所有其他数控机床都与此类数控机床有一些相似之处。 所以 Fanuc CNC 控件具有所有这些特性。 编程、学习和理解非常简单。 如何制作CNC程序 《如何制作CNC程序——CNC加工新手系列》是适合刚开始学习和理解cnc编程/cnc加工的初级cnc机械师的文章之一。 以后会增加更多这样的文章和教程。 HelmanCNC.com 有很多这样的教程和程序示例。 如何制作CNC程序
DXF 导入是 Haas CNC 直观编程系统的一个组成部分 (IPS)。必须启用 IPS 选项才能使 DXF 导入工作。 DXF 导入功能允许程序员将现有的 2D DXF 文件导入 haas 控件并使用几何图形生成刀具路径。然后可以使用刀具路径生成 G 代码。

Heidenhain编程软件Heidenhain Programming Station Software是一款数控编程人员/机械师可以下载并安装在他们的PC上并可以制作CNC程序并可以使用该软件完成其他此类任务的软件。 海德汉CNC 海德汉数控编程站软件免费下载 CNC编程人员/cnc机械师可以从Heidenhain网站免费下载Heidenhain软件 http://www.heidenhain.com/en_US/documentation-information/software/downloads/ Heidenhain cnc 编程站软件可用于不同的 Heidenhain
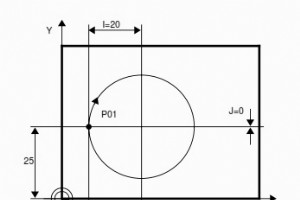
如何铣整圆,没问题下面是数控程序示例G代码,它显示了如何在数控铣床上编程整圆。 通常,数控机械师必须完成此类需要整圆加工的部件,有时需要在整圆内进行加工,有时则需要对外整圆进行编程。 这个 G 代码示例将向您展示如何从外部编程一个完整的圆。 全圆 CNC 程序示例 如何铣整圆CNC程序 N05 G00 X10 Y25 Z1 S1250 M3N10 G01 Z-5 F100N15 G02 X10 Y25 I20 J0 F125N20 G00 Z100 M5N25 X-20N30 M30 How to Program Full Circle讲解 总结 N05 刀具快速移动(G00) 到P

这篇文章不仅适用于初学者级别的数控机械师,其他人也可以通过阅读它来复习他们的数控编程技能。 当在数控机床上看到数控程序时,无论是数控车床数控铣床数控磨床,您都会在常见的数控程序块中看到一个东西。 CNC 程序块 每个 CNC 程序都是许多 CNC 程序块的序列,这些程序块被编写在一起形成一个或多个工具的完整刀具路径。此刀具路径告诉 CNC 机器 CNC 机械师希望如何加工他的组件。每个单独的 cnc 程序块都会向 cnc 程序添加/更改/修改一些有用的信息。 发那科数控 CNC 程序块的结构 一个cnc程序块通常写成 N50 G01 X100 Y-50.02 F100 M08
本教程介绍了如何将 Haas CNC 机床连接到 PC 和笔记本电脑。 由于将数控机床连接到个人电脑或笔记本电脑有很多好处,数控机械师无需使用数控机床控制面板即可轻松管理、发送、接收、更新数据。 如何将 Haas CNC 连接到 PC 和笔记本电脑 如何将 Haas CNC 连接到 PC CNC 机械师可以将 Haas 机床连接到独立的 PC。整个过程不是很困难,因此不需要特殊硬件即可将 CNC 机床连接到 PC。 硬件要求 无需特殊硬件。您需要一根 RS-232 电缆,一端带有 9 针连接器,另一端带有 25 针连接器。电缆将配置为零调制解调器电缆。 RS232串口零调制解调器

Mach 软件已经发展成为市场上最好的 PC CNC 软件。它不仅对行业和爱好者来说非常实惠,而且在其功能方面处于领先地位,并且还在不断发展。 将标准 PC 转换为功能齐全的 CNC 控制器,适用于控制以下设备:车床、铣床、等离子切割机、路由器、雕刻机等。 对于 Mach3 Mill G 代码,请阅读 Mach3 Mill G 代码列表 Mach3 主要特点 最多 6 轴 CNC 控制 允许直接导入 DXF BMP JPG 和 HPGL。 可视化 G 代码显示 生成 G 代码 包括多个向导 机器视频显示 触摸屏能力 以下是 Mach3 Turn 的完整 G 代码列表 3马赫转弯
Mach3 Turn Threading G76固定循环用于数控车床的螺纹加工,由Mach3 Turn软件控制。 使用 Mach3 Turn 进行螺纹加工还有其他选项,例如 G32 螺纹加工 G 代码,但请记住 G32 不是螺纹加工循环,因此 CNC 机械师必须为每个螺纹通道进行额外的编码。 Mach3车削螺纹 Mach3 Turn G76螺纹加工固定循环使螺纹加工变得非常简单只需一行代码就可以编写螺纹加工循环。 Mach3 Turn 螺纹加工 G76 循环的额外好处是,只需更改少量值,cnc 机械师就可以自定义他们的螺纹加工操作。 使用 Mach3 Turn G76 螺纹加工循环

使用 Heidenhain CNC 控制器的 CNC 机械师可以免费下载 Heidenhain 编程手册。Heidenhain 手册有多种语言版本。CNC 机械师甚至可以从 Heidenhain 网站免费下载 Heidenhain CNC 编程软件。 海德汉手册编程文档免费下载 海德汉手册 可下载以下海德汉编程手册和其他多个相关文档 海德汉TNC指南 TNC指南为机床操作员/最终用户提供有关海德汉TNC数控系统TNC 124、TNC 310、TNC 320、TNC 410、TNC 426、TNC 430、iTNC 530、TNC 620、TNC 640的所有重要信息。 TNCguid
数控机床