工业4.0先进制造技术信息网站!

完整的 Hust 车床 CNC 控制器 G 代码列表。对于使用 Hust CNC 控制器在 CNC 车床上工作的 CNC 机械师来说是一个很好的参考。 以下 G 代码列表适用于以下和相关的 Hust CNC 控制器H6C-T CNC 车床控制器H4T 车床 CNC 控制器 (H4-T H4C-T H4P-T H4CP-T)H4CL- T H4PL-T Hust数控车床控制器G代码表H4CL-T &H6C-T 胡斯特数控车床G代码清单 G代码 功能G00 快速定位(快速进给率)G01 直线切削(切削进给率)G02 圆弧切削,CW(后刀)G03 圆弧切削,逆时针(后刀)G04 暂停G08

适用于使用 Hust H6C-T CNC 控制器在 CNC 车床上工作的 CNC 机械师的完整 M 代码列表。 对于 Hust CNC G 代码 Hust CNC车床控制器G代码表H4CL-T &H6C-THust CNC G代码表 – CNC Mill H4M &H4CL-M 赫斯特H6C-T车床数控系统 Hust H6C-T 车床 CNC 控制器的 M 代码 M-CODE 函数M00 程序暂停。M01 选项暂停。M02 程序结束。M30 程序结束。M98 子程序调用M99或主程序重复。M03 主轴正向旋转M04 主轴反向旋转M05 主轴停止M06 工件计数+1M08 冷却液ON .
Hust CNC简单的基本G代码程序示例,显示G90绝对坐标和G91增量坐标之间的区别。 本教程也适用于大多数 Fanuc cnc 控制器。这是初学者级 cnc 机械师和 cnc 程序员了解 G90 和 G91 之间区别的好资源。 On Hust CNC Mill ControlsG90 G代码用于绝对坐标G91 G代码用于增量坐标 G90绝对坐标 原点(工件零点)是参考。描述工件(机械零件)形状的所有点的坐标都是从原点计算的。 G91 增量坐标 所有描述工件(机器零件)形状的点的坐标都是从前一个程序段的终点开始计算的。 Hust CNC 灵活性 G90绝对坐标 G90绝对坐标方式
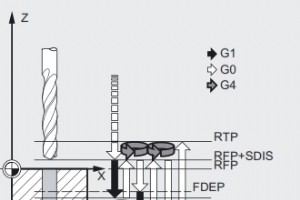
Siemens Sinumerik CYCLE83 Peck 钻孔循环使深孔钻孔变得容易,非常灵活的钻孔循环使数控机械师能够完全控制深孔钻孔任务的各个方面。 CNC 机械师可以控制是否每次都退刀到起点进行排屑,或者他们可以设置为仅断屑,这样刀具将在下一次啄钻时仅退刀 1 毫米。 Siemens Sinumerik CYCLE83 深孔钻 刀具以编程的主轴转速和进给率钻孔至输入的最终钻孔深度。深孔钻孔执行多次最大可定义深度的深度进给,逐渐增加直至达到最终钻孔深度。 Siemens Sinumerik CYCLE83 深孔钻循环格式 CYCLE83(RTP, RFP, SDIS, DP, DP

喜欢使用 ISO 方言编程的 CNC 机械师可以下载 SinuTrain for SINUMERIK Operate V4.4 Ed.2 的新机器配置 CNC 机械师可以使用新示例机器扩展 SinuTrain for SINUMERIK Operate V4.4 Ed.2 带驱动工具的车床(ISO 方言) 简易立式铣床(ISO方言) 这些示例机器包括使用 ISO 方言 T / ISO 方言 M 函数创建的示例程序。 为 SINUMERIK Operate V4.4 Ed.2 的 SinuTrain 添加 ISO 方言编程 带驱动工具的车床(ISO 方言) 例如,以下循环可用于车床
一个非常简单的数控程序示例,展示了西门子Sinumerik CYCLE83深孔啄钻循环的使用。 Siemens Sinumerik CYCLE83 深孔啄钻循环概述 CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP 回缩平面(绝对)RFP 参考平面(绝对)SDIS 安全间隙(无符号输入)DP 最终钻孔深度(绝对)DPR 最终钻孔深度相对于参考平面(不输入符号)FDEP 第一钻孔深度(绝对)FDPR 相对于参考平面的第一钻孔深度(不输入符号)DAM 递减量(不输入符号)DTB 最终钻孔深度处的停
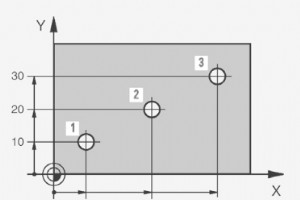
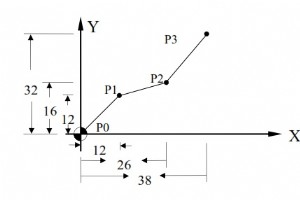
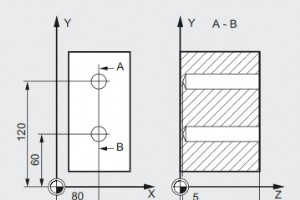
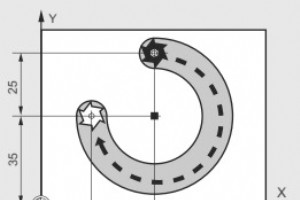
Heidenhain cnc control 使用非常简单的方法来参考绝对坐标和增量坐标。对于绝对坐标,轴被参考为正常X =X 轴绝对位置(坐标)Y =Y 轴绝对位置(坐标) 对于增量坐标,“I”是 CNC 机械师想要访问的轴的前缀,IX =X 轴增量位置或坐标IY =Y 轴增量位置或坐标 绝对工件位置(绝对坐标) 绝对坐标是以坐标系基准(工件零点)为基准的位置坐标。 工件上的每个位置都由其绝对坐标明确定义。 海德汉绝对工件位置示例 示例 1:以绝对坐标标注的孔孔 1 孔 2 孔 3X =10 毫米 X =30 毫米 X =50 毫米Y =10 毫米 Y =20 毫米 Y =30

Heidenhain M 代码列表,适用于在配备 Heidenhain TNC 426 和类似 CNC 控制器的 CNC 机床上工作的 CNC 机械师。 海德汉 M 代码表 – TNC 426 海德汉M代码表 M 代码 功能M0 程序停止M1 可选停止(程序停止只能选择停止)M2 程序结束M3 顺时针打开主轴M4 逆时针打开主轴M5 主轴停止M6 换刀M8 冷却液开启M9 冷却液关闭M10 分度头,夹紧开启M11 分度头,夹紧关闭M17 子程序结束M25 打开夹具/机器虎钳M26 关闭夹具/机器虎钳M27 旋转分度头M30 主程序结束M71 吹气装置开启M72 吹气装置关闭M99 循环调

这是海德汉数控系统的简史。 海德汉数控系统的历史 1968 VRZ 59.4 单轴双向计数器 1974 海德汉 5041 数位显示单元 1976 TNC 110 和 跨国公司 120 三轴数字定位控制 1979 跨国公司 131 / 跨国公司 135 数值直切控件 1981 跨国公司 145 三轴数控数控 1984 跨国公司 155 工件加工图形仿真的四轴数控仿形 海德汉TNC 100系列 1995 EnDat 绝对位置编码器同步串行接口 1996 跨国公司 426 5轴数字驱动控制的轮廓控制 1996 跨国公司 410 平均线 HEIDENHAIN 全套变频器和电机
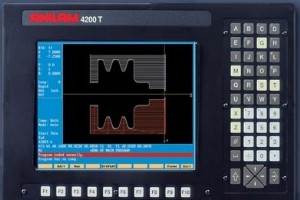
Anilam G 代码列表,适用于使用 Anilam CNC 控制器(如 4200T)的 CNC 车床的 CNC 机械师每个块可以指定多个 G 代码。如果一个块包含冲突的 G 代码,则会出现错误出现消息。 4200T 车削数控系统 Anilam G 代码 – 准备功能 G 代码 功能G0 定位 – 快速移动G1 线性插补G2 圆弧插补 – 顺时针G3 圆弧插补 – 逆时针G4 El El El 5 G9 精确停止检查G22 存储行程限制开启(可编程行程限制)G24 主轴速度夹具G31 探针移动G33 螺纹加工G40 提示半径补偿,取消G41 刀尖半径补偿,路径左侧G42 刀尖半径补偿,路

ANILAM G 代码列表用于 CNC 铣床控制,如 6000MG 代码启动运动命令、固定循环以及各种机器和 CNC 功能。每个块可以指定一个以上的 G 代码。如果块包含冲突的 G 代码,将出现错误消息。 Anilam G 代码清单 – CNC Mill 6000M Anilam G 代码列表 – CNC 铣床 G 代码功能G0 定位-快移G1 直线插补-进给G2 圆弧插补-CWG3 圆弧插补-逆时针G4 暂停 G5 椭圆G9 精确停止检查G22 存储行程限制开启G28 返回机器原点G29 从机器原点返回G31 探头移动 G40 工具半径补偿,取消G41 刀具半径补偿(左)G42 刀具半
G 代码 G代码 描述 G0 快速直线运动 G1 线性进给 G2 CW 电弧进给 G3 逆时针弧进给 G4 停留 G5.1 二次 B 样条 G5.2 G5.3 NURB 块 七国集团 直径模式(车床) 八国集团 半径模式(车床) G10 L1 设置工具表条目 G10 L10 设置工具表、计算、工件 G10 L11 设置工具表、计算、夹具 G10 L2 坐标系原点设置 G10 L20 计算坐标系原点设置 17国集团 XY平面 八国集团 ZX平面 G19 YZ平面 G17.1 紫外线平面 G18.1 WU平面 G19.1 大众计划 二十国集团 英寸单位
Haas G10 G 代码可编程偏置设置 Haas G10 可编程偏置设置 G 代码允许程序员在程序中设置偏置。使用 G10 取代手动输入偏移量(即刀具长度和直径,以及工作坐标偏移量)。 阅读有关 Haas G10 的完整文章 Haas CNC Lathe G10 Programmable Offset Setting G-Code 由于 Haas G10 G 代码通常用于更改程序中的偏移量,但它也可用于将偏移量设置为零。 如何清除 Haas 机床上的所有偏移 如何使用 G10 G 代码清除 Haas 上的所有偏移量? 这是一个简单的 CNC 程序,它使用 G10 准备功能自动将所
适用于 iPhone、Android 和黑莓手机的山特维克可乐满刀片标识符应用程序可帮助您找到与您当前使用的刀片等效的山特维克可乐满解决方案。当您不确定有哪些山特维克可乐满牌号和槽型可用时,它会为您提供指导。 给出的结果基于与您输入的等级/几何形状的直接等效值。优化您的加工过程可能会提供多种选择。 山特维克可乐满刀片标识符应用程序 下载 山特维克可乐满刀片标识符 App 山特维克可乐满刀片标识符 App 山特维克可乐满刀片标识符 App
什么是绝对维度(Absolute Programming)? 使用绝对尺寸或绝对编程时,编程位置始终参考当前有效坐标系的零点(工件零点)。 G90 绝对尺寸或绝对编程是模态 G 代码。 Siemens Sinumerik 提供 AC(非模态绝对尺寸)命令来访问单个轴的绝对位置。 CNC 程序示例在这里 Sinumerik 铣削程序 – 绝对尺寸命令 G90 AC SINUMERIK 828D G90 – 模态绝对维度 如果 CNC 机械师想要在绝对编程中对零件进行编程,那么最好的方法就是使用 G90 绝对尺寸命令(通常称为 G90 绝对编程 g 代码)。G90 是模态 G 代码,因
G90 绝对尺寸或绝对编程是模态 G 代码。 Siemens Sinumerik 提供 AC(非模态绝对尺寸)命令来访问单个轴的绝对位置。 阅读完整的文章 Sinumerik 绝对尺寸 G90 模态和 AC 非模态命令。 绝对维度(绝对编程) 使用绝对尺寸或绝对编程时,编程位置始终参考当前有效坐标系的零点(工件零点)。 以下 cnc 程序示例显示了以下 Siemens Sinumerik 命令的使用, G90 模态绝对尺寸命令 AC 非模态绝对尺寸命令 绝对维度程序示例 Sinumerik 铣床程序 N10 G90 G0 X45 Y60 Z2 T1 S2000 M3 ; Moda
什么是 Sinumerik MSG 命令? 使用 Siemens Sinumerik MSG 语句 MSG(),零件程序中的任何字符串都可以作为消息输出给操作员。 这些消息可以是从信息性消息到实时关键数据显示消息的任何类型。 阅读有关 MSG 命令的完整文章 Sinumerik MSG 命令以向 CNC 操作员显示消息 闪烁信息的 Sinumerik MSG 命令示例 如何使用 Sinumerik MSG 命令显示闪烁信息? 在某些紧急情况下,我们(cnc 程序员)希望 cnc 操作员立即引起注意(通过向他显示闪烁消息)并希望他也中止程序。 代码示例 1 所以在cnc程序中我们可
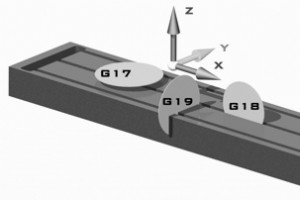
我从来没有用过 G17 G18 G19,即使我不知道这些平面选择 G 代码是如何工作的,但我仍然在我的数控铣床和数控车床上工作得很好,为什么? 简短的回答是 CNC 机械师不需要编程平面选择 G 代码 G17 G18 G19。因为当您打开 CNC 机器时,一些 G 代码会自动激活(有时称为默认 G 代码)。所以在 CNC 铣床上,当您打开机器时,G17 X Y 平面处于活动状态。同样,CNC 车床默认情况下 G18 Z X 平面处于活动状态。 什么时候需要担心平面选择? 大多数数控铣床程序员和机械师不必摆弄平面选择 G 代码,与数控车床一样,几乎所有工作都是通过两个 X 轴和 Z 轴完成的
该视频展示了使用 Tormach PCNC 1100 进行的多项 CNC 螺纹铣削操作。演示了使用 60 度单形 V 型刀具在钢和铝中进行螺纹铣削。

由于 Haas 数控机床能够容纳多个刀具偏置和工件偏置,CNC 机械师可以使用数控程序所需的尽可能多的刀具偏置和工件偏置。 Haas 刀具偏置和工件偏置过滤选项 因此,Haas 有一个有用的功能,可以过滤所有那些未被程序使用的偏移量。 此过程使 CNC 机械师可以轻松地仅查看和更改 CNC 程序中实际使用的那些刀具和工作偏移量。 Haas 刀具偏置和工件偏置过滤选项 由于 Haas Offset Filtering 选项过滤掉了所有不必要的刀具和工作偏移,这消除了任何误解的可能性。
数控机床