工业4.0先进制造技术信息网站!

NUM 1020/1040/1060M G 代码,适用于使用 NUM cnc 控件在 cnc 铣床上工作的 cnc 机械师。 NUM 1020/1040/1060M G 代码 G代码 描述 G00 高速线性插补 G01 以编程的进给速率进行线性插补 G02 以编程的进给速率顺时针圆弧插补 G03 以编程进给率逆时针圆弧插补 G04 可编程停留 G06 样条曲线执行命令 G09 在进入下一个块之前在块末准确停止 十国集团 可中断块 G12 手轮超速 G16 用地址 P、Q、R 定义刀具轴方向 17国集团 XY平面选择 八国集团 ZX平面选择 G19 YZ平面选择

NUM 1020/1040/1060M cnc m 代码,适用于使用 NUM cnc 控件在 cnc 铣床上工作的 cnc 机械师。 NUM 1020/1040/1060M M 代码 M-代码 描述 M00 程序停止 M01 可选停止 M02 程序结束 M03 主轴顺时针旋转 M04 主轴逆时针旋转 M05 主轴停止 M06 换刀 M07 冷却液 2 打开 M08 冷却液 1 开启 M09 冷却液关闭 M10 夹紧 M11 松开 M12 程序进给停止 M19 主轴指数 M40 到 M45 主轴速度范围 M48 启用覆盖 M49 禁用覆盖 M61 释放轴组

Okuma OSP-P300S/P300L Alarm-P 列表。适用于使用 Okuma cnc 控件的 cnc 机器的 cnc 机械师。 Okuma报警器的分类 与OSP相关的告警分为五类,分别是 报警 P(在下面列出) 警报A 报警B 报警C 闹钟D 错误 下面列出了 Okuma OSP-P300S/P300L CNC 系统的 Okuma P 型报警器。 Okuma 报警 P 列表 0700 数控启动错误 0701 P100-菜单初始化失败 0702 开机断电 0703 加载信息文件未找到 0704 文件加载错误 0705 默认调度表错误 0706 备份数据文件错误 0707

Okuma OSP-P300S/P300L 报警器-A 列表。适用于在配备 Okuma 数控机床的数控机床上工作的数控机械师。 Okuma报警器的分类 与OSP相关的告警分为五类,分别是 报警P 警报 A(在下面列出) 报警B 报警C 闹钟D 错误 下面列出了 Okuma OSP-P300S/P300L CNC 系统的 Okuma A 型警报。 Okuma 警报 A 列表 1071 内存板电池耗尽。快换! 1089 PLC报警号不合法 1091 PLC报警信息文件未找到 1092 PLC备份数据文件写入 1093 PLC备份数据文件未找到 1094 PLC备份数据文件读取 109

NUM 1020/1040/1060T M 代码列表,适用于在配备 NUM 1020/1040/1060T CNC 控制器的数控车床上工作的数控机械师。 NUM 1020/1040/1060M M 代码 M-代码 描述 M00 程序停止 M01 可选停止 M02 程序结束 M03 主轴顺时针旋转 M04 主轴逆时针旋转 M05 主轴停止 M06 换刀 M07 冷却液 2 打开 M08 冷却液 1 开启 M09 冷却液关闭 M10 夹紧 M11 松开 M12 程序进给停止 M19 主轴指数 M40 到 M45 主轴速度范围 M48 启用覆盖 M49 禁用覆盖

Bosch CC 100 M CNC 控制 G 代码和 M 代码完整列表,适用于使用 BOSCH CC 100 CNC 控制在 CNC 铣床上工作的数控机械师。 G 代码 Bosch CC 100 M G 代码 描述 G0 快速定位 G1 以编程进给率进行线性插补 G3 圆弧插补,顺时针 G3 圆弧插补,逆时针 G4 停留在几秒钟内 五国集团 切向圆弧插补 六国集团 具有扩展 IN POS 范围的快速线性插值 17国集团 平面选择X/Y 八国集团 平面选择Z/X G19 平面选择Y/Z 二十国集团 设置极坐标的极点 G21 根据I/F信号调用子程序 G22 子程序

在使用 BOSCH cnc 控制器的 cnc 车床/铣床上工作的 CNC 机械师可以从 Boschrexroth 网站免费下载 Bosch cnc 控制器手册。 Bosch CNC 控制手册 提供以下博世控制手册, 博世 CC 220 博世 CC 120 博世 CC 100 (CC 100 M) 博世 CC 10 多语言手册 Bosch CC 220 / 120 / 100 手册有多种语言版本,例如, 英语 法语 德语 意大利语 博世 CC 220 手册 以下列出了更多博世 CC 220 手册可供下载 编程图形 CC 220 M CC 220 M 用户手册 DIN 编程 错
发那科G72.1旋转复制 使用G72.1旋转复制G代码可以用旋转重复生成子程序指定的图形 运动。 编程 G72.1 P... L... X... Y... R... 参数 参数 描述 P 子程序号 大号 操作重复次数 X X轴上的旋转中心 是 Y轴旋转中心 R 角位移(正值表示逆时针角位移,指定增量值。) G 代码数据 模态/非模态 G代码组 非模态 00 编程笔记 注意事项 在 G72.1 块中,忽略 P、L、X、Y 和 R 以外的地址。 必须始终指定 P、X、Y 和 R。 如果不指定L,则复制一次图形。 即使在增量模式下指定,旋转中心的坐标也按绝对值处理。 指
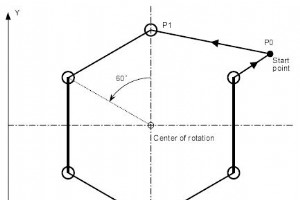
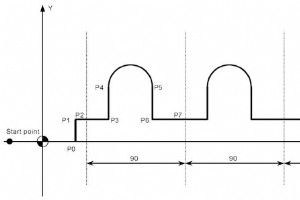
Fanuc G72.1旋转复制编程实例,G72.1 G代码用于重复生成旋转运动的图形。 发那科G72.1旋转复制 使用 G72.1 旋转复制 G 代码,可以通过旋转运动重复生成子程序指定的图形。阅读更多 Fanuc G72.1 旋转复制(图形复制功能 CNC Mill) Fanuc G81 钻孔循环 G81 钻孔循环用于简单的钻孔/点钻操作。阅读带有程序示例的完整文章 Fanuc G81 钻孔循环 Fanuc G72.1 程序示例 主程序 O2000 ;N10 G90 G00 G17 X250. Y100. Z100. ; (P0)N20 G72.1 P2100 L6 X100. Y5
Fanuc G72.2 线性拷贝 使用G72.2 Linear Copy G-code可以用Linear重复生成子程序指定的图形 运动。 编程 G72.2 P... L... I... J... 参数 参数 描述 P 子程序号 大号 操作重复次数 我 沿X轴平移 J 沿Y轴平移 G 代码数据 模态/非模态 G代码组 非模态 00 编程笔记 注意事项 在 G72.2 块中,忽略 P、L、I 和 J 以外的地址。 必须始终指定 P、I 和 J。 如果不指定L,则复制一次图形。 对于班次 (I, J),指定增量。第 n 次几何位移等于指定的位移次数 (n – 1)。 子
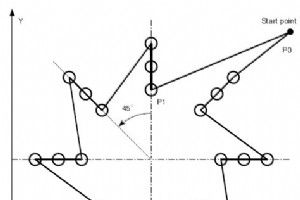
此 CNC 程序示例显示 G72.1 和 G72.2 图形复制功能如何在一个零件程序中相互调用,请仔细阅读下面的编程说明。 编程 发那科G72.1旋转复制 使用G72.1旋转复制G代码可以用旋转运动重复生成子程序指定的图形 .阅读G72.1定义与程序范例Fanuc G72.1旋转复制(图形复制功能CNC Mill) Fanuc G72.2 线性拷贝 使用G72.2 Linear Copy G代码可以用Linear movement重复生成子程序指定的图形 .阅读G72.2定义与程序范例 Fanuc G72.2 Linear Copy (Figure Copy Function CNC Mi

Okuma OSP-P300S/P300L Alarm-B 列表。适用于使用 Okuma cnc 控件的 cnc 机器的 cnc 机械师。 Okuma报警器的分类 与OSP相关的告警分为五类,分别是 报警P 警报A 警报 B(在下面列出) 报警C 闹钟D 错误 下面列出了 Okuma OSP-P300S/P300L CNC 系统的 Okuma B 型警报。 Okuma 警报 B 列表 2049 PLC轴行程结束 2050 PLC轴指令 2051 PLC轴连续定位结束 2052蓝屏 2053 P100-菜单错误 2058 CAS 工作时出错 2059 检测到非功能设备 2060 平

Haas M00 停止程序 M00代码用于停止程序。 Haas M00 停止 轴 主轴 关闭冷却液(包括主轴中心冷却液) 在程序编辑器中查看时,下一个程序段(M00 之后的程序段)将突出显示。 按 Cycle Start 将从突出显示的块继续程序操作。 M 代码数据 模态/非模态 铣床/车床 模态 两者 编程 M00 编程示例 %O10023 ;T2 M06 (5/8 DIA. 2 FLT END MILL) ;G90 G54 G00 X-2.35 Y2.35 S1604 M03 ;G43 H01 Z0.1 M08 ;G01 Z-0.625 F50. ;G41 Y2

Haas M01 可选程序停止 M01 与 M00 的工作原理相同,只是必须打开可选停止功能。 M 代码数据 模态/非模态 铣床/车床 模态 两者 编程 M00 Haas M00 工作视频 相关设置 17 – 选择停止锁定 39 – 在 M00、M01、M02、M30 时发出蜂鸣声
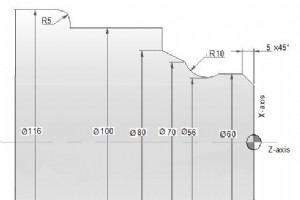
易于理解的 CNC 车削中心/CNC 车床编程示例,适用于在 CNC 车削中心/CNC 车床上工作的 CNC 机械师。此 CNC 编程示例可用作初学者级 CNC 程序员/机械师的 CNC 学习编程练习。 数控车削中心编程实例 N10 T03 D03 M06N20 G97 S900 M04N30 G00 G42 X40 Z5N40 G92 S3500N50 G96 S250N60 G01 X60 Z-5 F0.1N70 Z-15N80 X56 Z-20N90 G02 X70 Z-30 R10N100 G01 X80 Z-40N110 X100N120 Z-80N130 X106N140 G

斗山 MX 系列数控机械师/程序员的 M 代码列表。给出了上单元和下单元的M代码。 斗山 MX 系列 CNC 此 M 代码列表适用于以下数控机床,Doosan PUMA 系列 MX2000, MX2000L/T/LT/S/LS/LST MX2500、MX2500L/T/LT/S/LS/LST MX3000、MX3000S Doosan MX 系列 M 代码列表 M-代码 上层单位 下单元 M00 程序停止 程序停止 M01 可选的程序停止 可选的程序停止 M02 程序结束 程序结束 M03 左主轴正向旋转 左主轴正向旋转 M04 左主轴反转 左主轴反转 M05 左主轴停止
斗山 TT 系列数控机械师/程序员的 M 代码列表。给出了上单元和下单元的M代码。 斗山 TT 系列 CNC 此 M 代码列表适用于以下数控机床,Doosan PUMA 系列 TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY 斗山 TT 系列 M 代码列表 M-代码 上层单位 下单元 M00 U 程序停止 L-程序停止 M01 U-可选停止 L-可选停止 M02 U-程序结束 L-程序结束 M03 U 型左主轴前进 L-左主轴前进 M04 U 型左主轴反转 左主轴反转 M05 U 型左主轴停止 左主轴停止 M06 U-COOL J

斗山MX系列数控加工中心/数控车床报警列表。 斗山 MX 系列 CNC 警报适用于以下数控机床,Doosan PUMA 系列 MX2000, MX2000L/T/LT/S/LS/LST MX2500、MX2500L/T/LT/S/LS/LST MX3000、MX3000S Doosan MX 系列报警列表 报警编号 留言 2001 无论按下紧急按钮还是检测到轴超程,松开紧急按钮和限位开关以检查超程。 2002 检测到主轴电机和伺服单元报警,检查伺服单元上的报警显示,然后断电重试。 2003 控制电源电路过电流,检测到控制电源电路电流异常大,检查控制电源短路。 2004 海德。

斗山TT系列数控加工中心/数控车床报警列表。 斗山 TT 系列 CNC 警报适用于以下数控机床,Doosan PUMA 系列 TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Doosan TT 系列报警列表 报警 留言 2001 无论按下紧急按钮还是检测到轴超程,松开紧急按钮和限位开关以检查超程。 2002 检测到左主轴电机和伺服单元报警,检查伺服单元上的报警显示,然后断电重试。 2003 控制电源电路过电流,检测到控制电源电路电流异常大,检查控制电源短路。 2004 海德。检测到泵电机过载,检查热继电器和电机上的过载值。 2005
刀具偏置值中用于补偿刀具磨损的部分。
数控机床