工业4.0先进制造技术信息网站!

无论您使用的是主轴旋转刀具的 CNC 铣床,还是主轴旋转工件的 CNC 车床,较大的 CNC 机床都有多个主轴范围。较低的主轴范围提供更大的功率,而较高的范围提供更高的速度。确保在适当的主轴转速范围内进行加工以实现最佳生产率至关重要。以下是选择合适范围的五个提示: 1) 了解您的主轴的功率和速度特性。 机床制造商在其操作手册中公布主轴特性。在那里,您会找到每个范围的最低和最高转速,以及在整个转速范围内预期的功率。 如果您从未研究过这些重要数据,那么您的循环时间很可能没有得到优化。更糟糕的是,您可能会对机器的主轴电机施加过大的压力,甚至使其停转。翻阅手册并了解主轴特性可以帮助您优化机器的生产

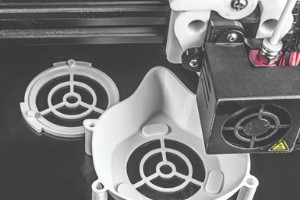
西门子和 Ingersoll Machine Tools 正在扩大他们长达十年的合作伙伴关系,以创建 Ingersoll 产品的数字双胞胎并开拓新市场。西门子在硬件方面的尖端技术通过入门级机器人平台 MasterPrint Robotic 和 MasterPrint Continuous Filament 补充了 Ingersoll Machine Tools 在增材制造领域的成功之旅,并进军航空航天市场的工业机器人。 例如,Ingersoll 开发了 MasterPrint 3D 打印机,这是世界上最大的热塑性塑料打印设备。缅因大学的 MasterPrint 能够 3D 打印长达 100

三年前,Vericut 软件开发商 CGTech 与来自航空航天和医疗工作车间 Ultra Machining Company (UMC) 的程序员 Don Lahr 和 Mike Triplett 就他们使用 Vericut 的 OptiPath 基于知识的加工模块进行了交谈。这些人最近安装了一个更新,其中包括他们要求 CGTech 代表他们进行的自定义。 增强请求 — Vericut SCR #16986 — 通过操作员可访问的宏变量简化了进给率更改、简化了设置并消除了让编程办公室进行简单变量调整的需要。 Lahr 和 Triplett 今天仍在 UMC 工作,Cory Mahn 也是

ANCA CNC Machines 的年度刀具竞赛让切削刀具制造商有机会建立品牌知名度并展示 ANCA 机床所期望的性能之美。主要获胜者将获得价值 10,000 澳元的 ANCA 零件、配件或软件,而最具创新性的虚拟工具的获胜者将获得完整的 CIM 软件包。 年度最佳工具必须是功能性、高质量和复杂性的基础工具。专家评审团会考虑表面光洁度、公差和功能。今年的行业首创比赛分为两个类别。 总冠军 – ARCH 刀具 总冠军 ARCH 切割工具展示了对多个 iGrind 操作的出色使用以及多个复杂轮廓。具有多种功能的大直径(1”)多功能刀具在磨削复杂性方面也很突出。总体而言,该工具是 ARCH 团

FANUC America 和 Mastercam CAM 软件的开发商 CNC Software 发布了一款新的后处理器,旨在优化 FANUC CNC 机床的五轴功能。新的后处理器可以让高级机床操作员缩短循环时间,同时提高零件精度,特别是对于 CAD/CAM 生成的五轴同时轮廓加工零件工艺。 越来越多的制造业,如航空航天、医疗和模具车间,正在将五轴同步加工纳入其运营中。通过使用这种新的 Mastercam 后处理器优化 FANUC CNC,两家公司表示,机床将能够更精确地生产在 CAD 系统中建模的零件。 “对于五轴同步轮廓加工,高质量的 CAD/CAM 系统至关重要,”FANUC Am

Lincoln Park Boring Co. 于 1956 年在底特律都会区成立,在汽车、机床、运输和能源行业拥有丰富的历史。近年来,家族拥有和经营的企业已开始用新机器替换旧机器,以应对新的生产需求并满足客户不断变化的需求。 “我们现在正在寻找的关键是准确性、可重复性和易于维护,”林肯公园无聊公司总裁 Rick Yesue 说。 “机器可以在不进行大修的情况下保持这些精度多长时间,这是目前的关键,还有进给速度和主轴速度。” 新机器,更准确 当车间准备增加一台新的卧式镗床时,它聘请了机器制造商 Fives Giddings &Lewis 来帮助完成该项目。 “林肯公园想要一台可以一直铣到

每个 CNC 操作员都认识到需要将 CNC 程序输入和输出控制器。要完成作业设置,其程序必须在 CNC 中并准备好运行。作业完成后,在删除之前将其保存到外部设备同样重要,特别是如果作业将再次运行并且在程序验证期间进行了更改。 有多种程序传输机制可用,包括本地设备(如 USB 闪存驱动器)和使用串行通信、以太网或无线系统的远程设备。您的公司肯定会采用其中一种或多种方法来传输 CNC 程序,而且您很可能会经常使用它们。 虽然大多数使用 CNC 的商店最重视 CNC 程序传输,但也有其他类型的数据可以使用相同的机制轻松传输。虽然 CNC 程序传输已经存在多年,但其他数据类型相对较新,因此您可能不

随着越来越多的制造商寻求高质量的轮廓表面铣削能力,总部位于底特律的美国大型机床制造商 Tarus Products Inc. 正在迎接挑战。最近,它进行了重大的技术投资,率先在其许多大型设备产品中加入了 Heidenhain TNC 640 CNC。 “我们对过去几年在这里所做的变化感到兴奋,这些变化为我们的制造客户提供了在当今全球市场竞争所需的优势,”与兄弟 Dave 共同拥有 Tarus 的 Doug Greig 解释道。 “众所周知,Tarus 在其机器上拥有出色的构造,许多人说‘骨骼强壮’。现在,我们通过 Heidenhain TNC 控制的五轴功能突出了机器性能水平,提高了速度和

海德汉公司宣布在加利福尼亚湾区开设新的西海岸总部。这包括扩大其在加利福尼亚州圣何塞的执行、销售和技术支持办公室以及演示设施。 “我们完成了这个项目,作为我们对持续增长目标的承诺的一部分,并支持我们与旧金山湾区和西部地区客户的机床、位置编码器和舞台系统业务合作伙伴关系,”总裁兼首席执行官 David Doyle 说。 新总部将 Heidenhain 位于加利福尼亚州弗里蒙特的技术支持业务整合到公司扩大后的圣何塞商务中心办公室。 “靠近创新中心和高增长市场对我们的长期未来非常重要,包括在半导体资本设备、生命科学、汽车、机器人和通用自动化领域,”Doyle 先生说。 其他近期新增的西部地区包括

CNC 按顺序执行命令。当按下循环启动按钮时,控制器会从头到尾,逐块执行程序。大多数控制器允许操作员确定 CNC 将开始执行程序的点。如果程序光标位于程序的第一条命令上,CNC 将从头开始执行。如果操作者将光标放在开始第三把刀具的命令上,CNC将从第三把刀具开始。 一旦按下循环启动按钮,CNC 将继续执行程序命令,直到被告知停止。使CNC 停止执行的指令包括M01(可选停止)、M00(程序停止)和M30(程序指令结束)。当被 M01 或 M00 停止时,按下循环启动按钮将使 CNC 从停止处继续执行。当执行程序结束指令时,CNC 将停止并返回程序的开头。当最终再次按下循环启动按钮时,CNC

自定义宏通过 FANUC 所谓的系统变量提供对许多 CNC 相关功能的访问。这些数据包括: 输入/输出信号(与外部设备通信) 偏移量(读取和写入偏移量寄存器) 报警和消息显示(当程序检测到错误时生成 CNC 报警) 访问操作面板功能(启用/禁用单程序段、进给保持和进给速度覆盖) 访问时间/日期和时钟计时器(时间事件) 访问当前模式状态(确定/更改模式) 访问当前轴位置(在使用探头时很重要) 传统上,FANUC 要求您使用一系列难以记住的四位数字来引用这些数据。例如,可以使用系统变量#3000 指定警报生成。以下命令#3000=100(TOOL TOO WIDE)会产生“MC-100 T

Omron Automation Americas 的 Soft NA 旨在为 OEM 和最终用户提供无缝、高效的控制和可视化,以更好地控制和可视化他们的设备。 此次发布是 Omron IPC 和 Soft NA 的结合。该公司表示,Soft NA 是一种人机界面 (HMI),适用于不需要完整监控和数据采集系统的应用,无需使用 ERP 软件、Sysmac Studio 或 CXOne 等用于数据和数据的进程间通信软件。用于 NJ/NX 机器控制的单独 NA5 HMI。 Soft NA 实现了 NA5 Sysmac HMI 的全部功能,但采用可在 IPC 上运行的软件格式。该公司表示,在这种

曾经听一位同事说,“安全、易用、效率:二选一”。在这三种影响生产力的品质之间取得平衡可能很困难。任何为改进一个而做的事情都可能会降低另一个。例如,提高效率的努力可能涉及危险的捷径或过于复杂的任务。 寻求提高 CNC 机床利用率的公司通常这样做有几个原因。 公司为何寻求提高其 CNC 机床利用率? 提高每台 CNC 机床的产量 - 更高的产量意味着更高的利润。 降低制造成本 - 降低成本意味着公司可以提供更低的价格,从而增强其竞争能力。 让人们腾出时间去做其他任务 - 当机器更快地完成生产运行时,员工可以继续执行新任务。 由于这些原因,请始终注意提高机器和人员利用率的方法。但是,当然,这

山特维克已签署收购 CGTech 的协议,CGTech 是 CAM、机床制造商和切削工具中立的 VERICUT 加工模拟和优化软件的开发商。 CGTech 将加入 Sandvik Machining Solutions 旗下的 Sandvik Coromant。 山特维克总裁兼首席执行官 Stefan Widing 表示:“这符合我们通过数字化制造领域的收购实现有机增长的战略重点,特别关注与机械加工相关的软件解决方案。” 山特维克希望山特维克可乐满和 CGTech 的综合加工专业知识能够提高公司在加工智能方面的能力,加强软件产品的供应,并促进在客户价值链关键领域的影响力提升。 “很高兴地

有三种方法可以创建在 CNC 机床上运行的程序:手动编写程序、使用车间编程对话控制或使用 CAM 系统。最后一种是最流行的程序创建方法,因为几乎每家拥有 CNC 机床的公司都有 CAM 系统。 正如可以通过参数设置自定义 CNC 控制以与各种 CNC 机床一起使用一样,CAM 系统也可以定制为与各种 CNC 控制一起使用。然而,鉴于涉及的 CNC 功能众多,为给定的 CNC 机床和控制定制 CAM 系统可能具有挑战性。 更复杂的是,大多数 CNC 允许用户根据偏好以多种方式处理几乎所有编程功能。例如,通过刀具半径补偿,用户可以决定生成的刀具路径是用于刀具中心线还是工作表面。选择通常基于传
马特丹福德,现代机械车间 我们的“数据事项”专栏的高级编辑和作家与我谈到了人工智能 (AI) 在机械车间中可能发挥的作用。他看到了从机器监控到机器学习的道路。今天,加工设施正在使用机器监控系统从 CNC 收集数据。下一个合乎逻辑的步骤将是使用机器学习在该数据中寻找过程改进的机会。这是我们谈话的视频,下面有文字记录。另外,请务必从 Modern Machine Shop 下载文章集 和姊妹刊物增材制造 探索当今人工智能与制造业的交叉点。 成绩单 彼得·泽林斯基,现代机械厂 Pete Zelinski 和 Modern Machine Shop 杂志。我和高级编辑马特丹福德在这里。马特,

Fastems 制造管理软件 (MMS) 的工作单元运营 (WCO) 域包括 IT 支持的生产规划、控制和监控中的手动生产任务、工作单元和独立机器。该软件可以单独用于机器或手动工作站,也可以与自动托盘和/或工件处理系统结合使用。 据 Fastems 称,工作准备和车间控制的优势包括时间优化的自动化生产计划,该计划将整个流程链考虑在内,以及允许使用更小的零件缓冲区进行生产的自动详细计划,以及其他参数。特别是,车间员工可以清楚地了解需要哪些工具和材料以及可能缺少哪些资源。此外,员工可以准确地知道轮班中哪些任务到期,因为他们提供了清晰的优先工作清单。这些不同的触发器旨在提高资源订购和转移物流的及

Heidenhain TNC 640 机床控制的 Gen 3 版本专为多达 24 轴的三到五轴铣削、车削和磨削操作而设计。据称,CNC 的第 3 代驱动器可提供更高的主轴和轴动态,同时需要更少的电气柜空间,从而降低存储、安装成本和服务时间。 TNC 640 现在支持夹具磨削和磨具修整。此外,该公司表示,它可以将刀具轴与可选的往复行程叠加,这对于许多磨削应用来说是必需的。 24 宽屏分为两个工作区域,允许用户在控制屏幕旁边显示其他应用程序。该控件具有 HTML 5 集成以及在工作信封中显示摄像头的功能。 优化轮廓铣削 (OCM) 据说扩展了动态效率包的摆线铣削方法,以包括任何口袋形状和岛
抱歉,这不是普通的“CNC 技术讲座”专栏。 在为 Modern Machine Shop 做出贡献的 30 多年中,我从未感到如此失落 .想法对我来说总是很容易,通常源于我遇到的一些 CNC 问题。提出和回答的问题通常会转化为易于编写的专栏。 但最近情况有所不同。像许多其他人一样,我一直在蹲下并尽量减少外出旅行。在过去的几个月里,杂货店和邮局一直是我唯一的目的地。家庭成员,尤其是体弱者和年长者,也有一种迫在眉睫的担忧。 我不能让自己写一些漂亮的 CNC 技术或自定义宏或参数设置。相反,我正在分享我对我们所经历的一切的感受(并且在可预见的未来可能会继续很好地体验)。 我的工作包括回复

Heidenhain 提供的 Acu-Rite 300 系列数字读数 (DRO) 现在使用户能够控制除手动铣床、车床和磨床之外的沉降 EDM 机床。与 IOB 610 接口盒结合使用时,DRO300 可以通过 Acu-Rite 的 EDM 软件控制 EDM。该软件现已包含在所有多用途 DRO300 中,现有用户可以从 Acu-Rite 网站免费下载该软件。 EDM 控制的特点包括自动深度编程,使用户能够配置冲头自动缩回或停留在目标深度;一个停顿循环,继电器通过该循环保持 Z 深度,直到发生火花放电,并且还为轨道器循环提供控制;反向故障检测可防止在燃烧循环期间从熔池中爬出;和一个EDM显示模
工业设备