工业4.0先进制造技术信息网站!

图片来源:Exact Metrology 3D 计量服务提供商和硬件销售公司 Exact Metrology 已在其位于伊利诺伊州莫林的位置安装了大型坐标测量机 (CMM)。 这台机器是高精度CNC CMM,据报道保证最大允许误差为E0,MPE =(2.5+3 L/1000) μm。使用这台机器,测量不确定度保持在尺寸公差的五分之一之内,最高可达 30.2 英寸(766 毫米)。 Exact Metrology 声称,更高的精度规格使其在精度保证能力方面的有效测量范围增加了一倍以上。此外,与仅在轴尺上安装传感器的系统相比,组合式轴尺/工件温度补偿设计显然提供了更好的结果。 根据 Exac

图片来源:NCCS Corp. NCCS Corp. 宣布发布 PostWorks Connect,这是一款采用 Connect 技术的机器控制软件。据该公司称,PostWorks 是一款高端通用后处理器,可为各种机器(包括铣床、车床和多用途机器)生成精确的 NC 代码。 NCCS Corp. 表示,该软件结合了用户友好的界面和先进的功能,可以完全控制机器。 PostWorks Connect 功能: 五轴+完整循环支持 能够通过比例、镜像、平移和旋转来调整输出日期的总输出控制 高级定制的宏功能 插件控制可将任何已知的 CAD/CAM 格式转换为几乎任何 CNC 机床控制 现有的后克隆可

沙迪克K4HL CNC小孔钻床 Sodick 的五轴 K4HL CNC 小孔钻床和 AL G 系列刚性直线电机驱动的电火花放电加工机采用了 Sodick 专有的刚性直线电机控制技术,该公司称其具有出色的精度和性能。 该公司推荐其五轴 K4HL CNC 小孔钻床用于需要高速钻削数千个高精度小孔的应用,例如航空航天、医疗和电子行业。 K4HL 的电极更换器、电极送料器和自动导向更换设计可实现对复杂零件的扩展、无人值守加工,其紧凑的设计和清晰的工作台访问与全自动装载系统和工件的手动装载兼容。全三轴轮廓加工和轨道加工支持加工喷气发动机叶片和叶片中常见的小型、高精度扩散孔。 “我相信 K4HL
Okuma America Corporation 核心产品线的精选机器现在配备了该公司的高级一键式交互式图形功能 (AOT-IGF) 对话式编程软件。 AOT 使车间能够实现更快的设置时间、提高机器生产力并创建简单的零件设计,而无需训练有素的程序员。 借助板载 AOT,图形用户界面提供分步说明,指导操作员完成为所需零件设计选择材料类型、工具、工艺和切割运动的过程。然后,系统在导出 NC(数控)程序之前在 3D 图形视图中模拟切割过程,最大限度地减少对正确程序语法的担忧。 Okuma 说,AOT 的一个关键优势是它允许车间充分利用他们的机床,同时避免典型的制造陷阱。具体来说,它允许用户直接

您是否注意到铣削表面上留下的目击标记在直线运动和圆周运动之间不一致——即使它们使用相同的进给率?你有没有想过为什么铣刀在加工内圆弧时容易颤动?原因与铣刀中心线圆弧半径大小与工作台面圆弧半径大小不同有关。 CNC 为切削刀具的中心线路径生成运动速率。当以 10.0 ipm 铣削双轴轮廓时,切削刀具的中心线以 10.0 ipm 移动。当铣削直线表面(G01)时,CNC 将以精确的 10.0 ipm 加工直线工作表面。 然而,对于圆周运动,刀具中心线圆周运动的长度将不同于工作表面圆周运动的长度。对于外部圆弧,中心线路径更长。对于内部弧,它更短。看图就明白了。 如果进给率对于线性运动是正确的,并

赫克向俄亥俄州赫克数控机床销售和服务的独家经销商 Reynolds Machinery 授予了赫克 2020 年北美最佳单位销售奖。 “我们非常自豪能够赢得 #1 经销商奖,”雷诺机械公司总裁 Scott Mays 说。 “我们在 Reynolds 是一个有竞争力的团队,整个团队一年来都非常努力,所以赢得胜利意味着很多!” “Reynolds Machinery 的制胜法宝很好地服务于他们的客户,因为他们专注于售后支持和服务,”Hurco 全国销售经理 Scott Camloh 说。 “他们不仅对赫克产品和赫克控制系统的优势了如指掌,而且对客户反应迅速,并了解如何帮助他们从赫克数控机床固有

之前,本专栏讨论了一个与在以恒定轮廓速度为目标时进行圆周运动所需的进给率相关的问题 - 具体而言,当去除的材料围绕正在加工的轮廓(精铣和近净-形状,例如)。铣刀的中心线轨迹与工作面轨迹的尺寸差异,需要提高外圆运动的直线进给速度,减小内圆运动的直线进给速度,以达到恒定的轮廓速度。 上个月,我演示了一种确定圆周运动所需的修正进给速率的方法。但是手动进行相关计算是乏味的,尤其是在定期使用此技术或用于各种工作表面半径尺寸时。只要使用刀具半径补偿,只要编程坐标反映工件表面路径,操作者就可以在刀具半径补偿偏移寄存器中输入铣刀的半径大小。 使用右手铣刀时,刀具半径补偿状态(G41 左刀,G42 刀右)有

Methods Machine Tools Inc. 已将其芝加哥技术中心从伊利诺伊州的埃尔金迁至伊利诺伊州的吉尔伯特。所有其他联系信息(包括电话号码和电话分机)保持不变。 Methods 表示,它已搬迁到更大的设施以扩大其在中西部的客户服务。 “我们通过以客户为中心的视角审视一切,”Methods 芝加哥技术中心的总经理 Don Miller 说。 “搬到 Gilberts 将确保 Methods 有资源继续提供世界一流的客户服务和支持,同时使我们能够实现持久增长。” 新的技术中心拥有更广泛的陈列室和服务区,总面积约为 36,000 平方英尺。这些设施改进将为客户提供有关 Method

一些程序员回避使用自定义宏,因为他们觉得这些宏使得从复杂的加工操作中间重新启动程序变得更加困难。这种担忧通常可以通过一些计划来克服。事实上,自定义宏有时可以更轻松地重新启动程序并从切削刀具的加工操作中间运行。 本文中的技术受到威斯康星州考库纳市 Mid Valley Industries 的 Chad Kluth 的启发。我正在帮助他解决螺栓圆孔加工自定义宏中的另一个问题。我把它包括在这里,因为它与我们的讨论有关。 Kluth 的应用涉及加工采矿业使用的非常大且坚韧的 4140 钢部件。他需要在圆形面/法兰周围钻出多达 100 个孔,每个孔的直径为 2 英寸,深度为 6 英寸。可以想象,刀

车间的CNC可以使用的最小值是多少? 大多数加工和车削中心将坐标和偏移数据显示到公制(毫米)测量系统中的三个位置和英制(英寸)测量系统中的四个位置。在过去的日子里,最小输入增量,即可以输入的最小值,与 CNC 的分辨率相同,即 CNC 可以使用的最小值。 顺便说一句,出于这个原因,我经常建议在公制系统中工作。公制模式提供比英制测量系统更好的分辨率。 0.001 毫米的测量值小于 0.0001 英寸的一半。实际上,0.001 毫米是 0.000039 英寸,即百万分之 39 英寸。拥有这种更好的分辨率将使尺寸调整变得更容易,并允许在保持较小公差所需的尺寸调整之间有更长的时间。 然而,对于大

如果您使用自定义宏编程,您可能知道调用自定义宏程序的一种方法是使用 G65 指令。用户通常在主程序中输入此命令,指定自定义宏的程序编号(带有 P 字)和一系列字母地址参数(变量)以传递给自定义宏。 考虑以下调用圆形型腔加工自定义宏的命令: N050 G65 P1000 X5.0 Y5.0 Z0 D0.5 R0.75 F5.0 X 和 Y 指定型腔中心位置。 Z 表示机器将制作型腔的表面。 D 是深度,R 是凹槽半径。 F指定加工进给速度。 G65 不是模态的。要在不同位置加工另一个圆型腔,用户必须提供另一个完整的 G65 命令(当然要更改相关参数)。然而,FANUC CNC 有两个用

如果正确使用 CNC 机床,它们将灵活、高效、耐用且安全。误用的机器或处理不当的应用程序可能会产生相反的结果。 通常,最令人震惊的罪行应该是显而易见的并且易于避免,但并非所有严重的问题都容易被发现。此处提出的问题通常会被操作员遗漏,并可能给您的 CNC 环境带来大问题。 1。为数控车床选择错误的刀具样式 大多数切割工具都有右手和左手版本。刀具样式最明显的影响是对主轴方向的影响,但在涉及粗车、端面或镗孔等强大的加工操作时,对数控车床的影响却鲜为人知。 进行强力加工操作时,必须确认操作的力是驱动到机器的支撑方向。这样做将稳定流程并确保机器在未来几年继续提供足够的支持。 如果您使用错误的“手

Glebar 的 DM-9CNC 砂轮修整机是一台独立的机器,允许操作员在磨床生产时修整砂轮。该机器可用于 9 英寸和 10 英寸直径的砂轮,使用 CNC 来修整陶瓷砂轮的精密轮廓。用户可以将 CAD 图纸中的所需形状转换为 G 代码,DM-9CNC 读取该代码以形成车轮。或者,对于更简单的几何形状,操作员可以在 15 英寸触摸屏人机界面 (HMI) 上以表格形式输入着装配置文件。 离线修整砂轮允许制造商使用他们的磨削设备进行生产,减少设置时间,提高质量并最终提高产量。 Glebar 表示,手动轮廓修整器依赖于操作员且不一致,会影响研磨质量并增加废品率。继续说使用轮廓修整器通常需要更频繁的修

Schwäbische Werkzeugmaschinen GmbH (SW) 通过其最近发布的 CNC HMI C|one 控制面板引入了用户体验增强功能,例如多点触控功能以及简化的故障排除和程序管理。 C|one 的主显示屏尺寸为 24 英寸,并在其多点触控表面上提供触觉反馈,以模仿真实硬件按钮的感觉并防止错误操作。这也使得功能的盲操作成为可能。智能触摸传感器可防止水和污垢的意外输入。多功能旋转拨盘可精确控制进给和主轴倍率,同时还可用作手轮。 在保险丝熔断等情况下,可能触发后续警报的多米诺骨牌效应,从而掩盖了传统数控系统中简单的煽动问题,C|one 通过指示初始警报来节省时间。

Tormach Inc 的 xsTech Router Mill 是一种即用型桌面系统,具有完整的 CNC 功能,是一种小型但多功能的 CNC 系统,用于切割塑料、木材和铝。 Tormach 向学习 CNC 基础知识的学生推荐 xsTech,它可以立即运行且无需组装。它插入标准的 120V 壁式插座,并为美国以外的客户提供 230V 版本。 xsTech 具有多种功能,包括 10.4 英寸触摸屏 PathPilot 控制器;键盘、鼠标和飞梭; WiFi模块;电子对刀仪; 16件硬质合金刀具组;用于防尘和安全使用的透明外壳;和几个 ER11 夹头。 “xsTech 体积小且易于使用,与所有
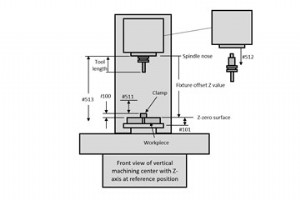
刀具长度补偿在设置和生产运行期间简化了编程并增强了试加工和尺寸调整。它还可以使用离线刀具长度测量装置组装和测量切削刀具长度。 虽然刀具长度补偿是一个很好的功能,但它也有一些缺点。 刀具长度补偿的缺点是什么? 1) 刀具必须有足够的刚性,以便使用编程的切削条件进行加工,2) 刀具必须足够长,以便到达最深的加工表面,而不会太长,以免在换刀过程中与障碍物发生碰撞。 在一些公司,程序员会指定组装刀具的组件以及可接受的长度范围。 然而,许多公司只指定刀具名称和尺寸,让安装人员决定如何组装切削刀具。安装人员可能不确定每个工具是否具有足够的刚度,或者其长度是否在可接受的范围内。 虽然可能无法保证刚

制造是关于不断改进的。正如机械车间努力提高零件出厂速度而不降低质量一样,原始设备制造商有成千上万的人致力于改进制造设备,以使客户的工作更轻松。在这一系列创新中,最常见的方法是改进现有问题的解决方案:增加五轴工作台的刚性、延长立铣刀的刀具寿命或改进当前使用的技术。 但是,有时也会尝试全新的解决方案。 后者的一个例子是 Coventry Associates 的偏心定位系统,这是一种全新的磨床,它使用三个相互重叠的圆形转台,而不是线性滑轨系统。这些转台具有相对于彼此的偏移中心,这使它们能够一起精确地引导用于内径磨削应用的砂轮的线性和角度位置,如视频所示。这种设计是全电动的,消除了对液压系统的

Mazak 推出了 VC-Ez 系列三轴立式加工中心,将其描述为可靠机床性能的低成本解决方案。该公司采用该公司的新型 Mazatrol SmoothEz CNC 并针对操作简单以及安装快速方便进行了优化,该公司表示其 VC-Ez 机器提供了增强的人体工程学、稳定可靠的零件加工和长期可靠性。 VC-Ez 系列与 VC-Ez 20 一起推出,很快将包括更小的 VC-Ez 16 和更大的 VC-Ez 26。所有 VC-Ez 系列机器都采用具有 X 和 Y 轴运动的 C 框架设计通过移动桌子和马鞍。对于刚性和可重复的零件精度,导轨系统使用 Mazak 的 MX 直线滚柱导轨系统,预紧滚珠丝杠确保精确

美国的尖端技术 (ACE) 是一项促进机床技术发展和进步的国家倡议,它与 IACMI(复合材料研究所和橡树岭国家实验室)合作开发了 CNC 加工培训计划。该培训计划包括在线课程和(在 COVID-19 条件允许的情况下)可选的为期一周的强化面对面培训机会。 2021 年春季在线课程是免费的,但需要注册。主题包括加工教程,涵盖切屑形成、刀具磨损、加工工艺、加工设备、CNC 加工、计算机辅助制造 (CAM) 和工件夹持;通过使用示例部分的多个课程以及利用独立 CAM+ 应用程序的 CAM 课程进行 CAM 说明;加工动力学教程,描述了在选择 CAM 参数时考虑加工振动的重要性;和多项选择学习测验
三爪卡盘是数控车削中心最常用的工件夹持装置之一。将顶部工具(通常是硬卡爪或软卡爪)连接到卡盘主卡爪的两种常用方法是快速更换系统和三通螺母。 卡爪安装方法有哪些? 快速更换系统简化了每个钳口的拆卸和连接,只需将连接键转动半圈,但在锯齿之间留下较大的间距。这给精确的钳口放置带来了问题,并且在钻孔软钳口时通常需要更多的材料去除。 图片来源:盖蒂图片社 使用 T 形螺母需要每个钳口一个螺母,并用两个内六角螺钉固定每个螺母。这种方法的锯齿间距更小,可以实现更精细的放置分辨率。但由于节距很小,而且主钳口中有许多锯齿,操作员很难在第一次尝试时将所有三个钳口都放置在正确的锯齿中。由于此过程还需要拧紧
工业设备