工业4.0先进制造技术信息网站!

三菱电机自动化的 C80 系列 CNC 可提高公司的 Melsec iQ-R 自动化平台的生产力并缩短循环时间。基于机架的 C80 采用 CNC 专用 CPU,可最大限度地提高控制性能。 该系统的 CNC 功能和驱动单元促进了高速、精确的加工,其高速系统总线提供了大容量的数据通信,从而提高了生产率并缩短了循环时间。 据该公司称,该系统专为旋转拨号机、采用多工艺的生产机器和汽车传输线而设计。好处包括提高生产力、灵活的系统配置、用户友好的功能、低维护和符合全球标准的安全措施。 该系统使用户能够控制 PLC 机架上的所有 CNC CPU。三个 CPU 可控制多达 21 个系统组件和 48 个轴
Okuma Floppy Connect 是 Shop Floor Automations (SFA) 的软盘驱动器替代品,用于替换 Okuma 机器中的软盘驱动器核心。软盘模拟器最多可以在一个 U 盘上容纳 100 个磁盘,使用户能够在一个 U 盘上存储数百个文件。 该公司的 LAN-USB Connect 为旧机器增加了 USB 端口和以太网功能。用户可以将文件拖放到 CNC 数据服务器,并通过 FTP 协议使用以太网连接。滴灌是通过各种协议完成的,包括 X-modem。如果内部网络出现故障,用户仍然可以使用 USB 端口进行发送、接收或滴灌操作。 同时展出的还有公司的DataXch
KEB America 的 S6 伺服驱动器适用于需要实时通信、SIL3 安全功能或集成制动控制的伺服应用。该驱动器设计用于感应、PM 伺服、线性或扭矩电机,并管理电机的速度、位置、扭矩和归位。 实时以太网接口便于集成到现有装置中。提供多种现场总线连接选项,包括 Profinet。驱动器板载CANopen、2通道多编码器接口、诊断接口和符合CiA 402/61800-7标准的驱动器配置文件。 双通道接口支持配置为输入或输出。支持的格式包括增量 TTL/HTL、Resolver、EnDAT 2.1、EnDAT 2.2、Hiperface 和 BiSS。该驱动器具有安全扭矩关闭和安全制动控制功
该公司表示,WireFreeCNC 的 Excellerant API 通用解码器能够连接每台 CNC 机床控制器,使公司能够实时监控和管理每台机器的数据,并将该数据发送到公司的 MES 和/或 ERP 系统。 该解码器基于 MTConnect、Fanuc Focas、OPC-UA、Haas MNET Q-Codes 和其他机器控制连接协议以及传统 CNC 机器。这使公司能够在定制他们收到的信息的同时跨系统链接。它为制造企业提供了保留现有系统的能力,包括 ERP 和 MES 等上游程序。 据该公司称,Excellerant API 旨在为跨工作组和操作级别的易用性而设计。这是通过一个简单

RoboDK 发布了一个新的免费网络版机器人编程软件,也称为 RoboDK。该公司认为这个网络版本对进行销售演示的集成商、机器人自动化的新用户和教育用户很有吸引力。 “开始使用新软件有时会让人望而生畏,”RoboDK 营销主管 Flore Cachera 说。 “RoboDK 的网页版非常基础,因此每个用户都可以熟悉环境。我们的目标是让软件更易于访问,并提供一个全球视野,让您只需点击几下鼠标就可以看到 RoboDK 所能提供的功能。” 支持这一目标,RoboDK 的网页版无需安装。用户可以在任何主要浏览器上访问 Web 版本及其基本功能,利用 RoboDK 库中来自 50 多个机器人制造商

安全问题直接影响任何 CNC 环境的生产力。只有当 G 代码程序以三种方式安全运行时,才能实现最佳生产力。首先,程序必须确保操作员在安全的环境中工作。其次,程序必须确保机床、工件夹持装置和切削工具不受压力或损坏。第三,程序必须加工可接受的工件。受伤的操作员或损坏的机器和组件会导致生产力下降的停机时间。报废零件会浪费时间。这些都会导致更高的运营成本。 G 代码程序必须遵循许多与安全相关的操作,以及它们不能做的某些事情。以下是五项建议,旨在保证 CNC 人员和机器的安全,同时促进高质量工件的加工。 1。避免过度苛刻的切削条件和不足的工件夹持和支撑 虽然这些问题可能与 G 代码程序没有直接关系,

图片来源:Getty Images 这是关于计算机数控关键概念的 10 部分系列文章中的第一篇。有关本系列方法的介绍阅读本文 . 计算机数控有什么好处? 所有形式的数控机床提供的第一个好处是提高了自动化程度。可以减少或消除与生产工件相关的操作员干预。许多 CNC 机床可以在其整个加工周期中无人值守地运行,从而使操作员腾出时间来完成其他任务。这给 CNC 用户带来了一些附带好处,包括减少操作员的疲劳、减少人为错误导致的错误,以及每个工件的一致和可预测的加工时间。由于机器将在程序控制下运行,因此与使用传统机床生产工件的机械师相比,CNC操作员所需的技能水平(与基本加工实践相关)也有所降低。
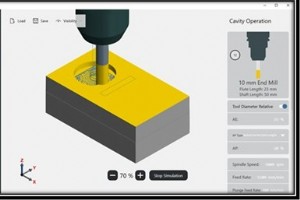
图片来源:ModuleWorks ModuleWorks 的下一代车间编程 (NGSP) 软件旨在使机床制造商和 CNC 制造商能够将自动化触摸屏编程整合到其专有的控制解决方案中。 该软件建立在 ModuleWorks 刀具路径计算和模拟技术之上,并直接集成到 CNC 中。 NGSP 旨在使机床操作员无需深入了解 G 代码编程即可快速构建、模拟和运行 NC 程序。因为它嵌入在控制系统中,NGSP 可以访问工具库和单个机床的物理参数。这使其能够应用自动决策来指导操作员完成设置程序,并协助为每个作业选择刀具、加工策略和最佳切削参数。 NGSP 将 3D CAD 模型作为输入,并在 CNC 屏

CNC 程序的成功是其创建前准备工作的直接结果。虽然准备不足的程序员可能能够创建可行的程序,但这样的程序往往容易出错、效率低下、对用户不友好或难以验证。当工作到达 CNC 机床时,通过跳过准备步骤节省的任何时间都可能很容易丢失。 以下是在制作新程序之前要完成的六个计划步骤。 第 1 步:确定要执行的加工操作。 对于简单的工件,所需的加工操作可能很容易确定。但是随着复杂性的增加,在给定操作期间隔离必须完成的所有事情的难度也在增加。一家公司的工艺路线表通常会给出诸如“完成所有铣削和孔加工”之类的通用指令,但它并没有什么帮助。由程序员找出所有必须加工的表面。对于具有分布在多个页面中的多个视图的复

在 CAM 系统中正确使用自定义宏可以提高安全性和质量。照片:盖蒂 在某些应用程序中,计算机辅助制造 (CAM) 系统和自定义宏的使用确实存在冲突。例如,对于零件族,应使用一种方法或另一种方法来处理应用程序,但不能同时使用这两种方法。此外,对于某些固定循环应用程序,如螺纹铣削或螺栓圆图案,CAM 系统可以轻松生成所需的 G 代码命令,这通常使使用固定循环自定义宏看起来不合适。 制造业中太多人由此得出结论,当使用 CAM 系统准备程序时,没有理由使用自定义宏。但是自定义宏可以做一些事情,通常是在幕后,提高安全性、减少错误、提高质量和缩短生产时间。在某些情况下,必须根据机器处于循环中时存在的某

参数指定每个 CNC 特性和功能的设置,任何 CNC 都有数百甚至数千个参数。在讨论参数时,我总是重申支持它们的重要性。作为使用 CNC 的人,您有责任这样做。今天的 CNC 可以轻松备份到闪存驱动器,因此没有理由不这样做。此外,在 CNC 发生故障的情况下,备份参数可以节省数小时甚至数天。 几乎所有与 CNC 相关的问题都涉及参数设置。事实上,如果机器以任何方式出现异常,则很可能是错误的参数设置造成的。每个 CNC 用户都应该了解与安全、效率和简化机器使用相关的某些参数。我的示例是针对 FANUC CNC 的,但所有 CNC 都有相似的 参数设置。 1。初始化状态 当您打开机床电源时,

我将 CNC 机床的精度定义为它的轴在负载下遵循预期路径到达命令端点的精度。我将它的可重复性定义为它在一天中的多个周期内复制指令运动(同样,在负载下)的精确度。 这些是动态精度和可重复性的定义。它们可能与您的机器制造商的规格不同。制造商规格通常表明静态精度和可重复性;即在进行相关测量时,机床并未在循环执行加工操作。 公平地说,对于机器制造商来说,动态精度和可重复性会随着施加在机器部件上的应力大小而变化。压力越大,就越难以保持准确性和可重复性。这使得机器制造商无法提供动态精度和可重复性规范,更不用说保证了。变量太多了。 也就是说,机器制造商应该能够确定他们的机器是否可以达到您特定应用的准确
South Bend Lathe Co. 提供 Turn-X 16 速车床作为其 Toolroom 系列的一部分,配备 Fagor ProKit 两轴数字读数 (DRO)。车床的 5.0/2.5-hp D1-5 主轴使用高精度主轴轴承,由两速 220-V 三相电机驱动。床身由精密硬化和磨削的 Methanite 铸铁制成,在床身上摆动的尺寸为 14.17。车床提供脚制动器、带微动开关关闭的卡盘安全护罩和可调节的进给杆停止装置。它是配备冷却系统,带有拉出式切屑托盘和全长圆角防溅罩。
South Bend 车床的 SB1049F 重型 13 工具房车床提供 13.38 的床身摆动和 30 的中心间距。 D1-5 主轴由 3 马力、220 伏单相电机供电。该机器采用 South Bend 3 V 型床身,床身由精密硬化和研磨的 Meehanite 铸铁制成。采用高精度主轴轴承;带有拉出式切屑托盘的完整冷却系统;全长圆角防溅板;断脚;带微动开关关闭的夹头安全罩;和可调节的进给杆停止。八速车床配备 Fagor ProKit 两轴数字读数器和 Allen Bradley 电气控制装置。
Grizzly 的 G0768 型变速车床提供两个范围:50 至 1,000 rpm 的低范围和 100 至 2,000 rpm 的高范围。该车床具有 0.787 主轴孔和 MT#3 锥度。它由 600-W (3 /4-hp),110-V 单相 10A 电机。中心之间的距离为 15 3 ⁄4,在床上摆动 81 ⁄4。该车床可切削6至44 TPI的英制螺纹和0.4至3.0 mm的公制螺纹,并配备反向进给,可切削左旋螺纹。 标准设备包括一个 4 三爪卡盘,带两组卡爪;一个 4 四爪卡盘,带可逆卡爪;一个 6 3 ⁄4 面板;稳定和随动支架;和一个四向炮塔工具架。
Ganesh Machinery 的 ASL 箱式斜床身 CNC 车床专为高效金属去除和重切削负荷而设计。提供四种 ASL 型号:ASL-8、ASL-10、ASL 15 和 ALS-20。 ASL-8 配备 8 三爪液压卡盘和 2.5 通孔,而 ASL-10 提供 10 三爪液压卡盘和 3 通孔。在床道上的摆动为 20 英寸,而在鞍座上的摆动为 12.5 英寸,两种型号均提供 22 英寸和 39 英寸的车削长度。 ASL-15 提供一个 15 三爪液压卡盘,带有 4 通孔,它在车床道上的摆动为 24,而在鞍座上的摆动为 15。车床的最大车削直径为 19.6,并提供 27、47、66、86 和
Grizzly Industrial G0745 微型金属车床专为车削小型工件而设计。该车床具有 4 1/4 英寸的摆动幅度和 6 英寸的中心距离,非常适合珠宝、模型制作和业余爱好应用。 这款紧凑型机器采用精密研磨的铸铁床身,占地面积为 14 × 5 1 /2,支持台式使用。尾座套筒行程测量 7 /8,横向滑动行程为 1 1 /2。单相 110-V 电机提供 150 W (1 /5 hp),变速主轴范围为 100 至 3,800 rpm。该车床配备2三爪卡盘、卡盘安全罩、尾座死点和十字滑块安装刀架。
可从 Clausing 获得 Colchester 的入门级 Tornado El 系列两轴和三轴 CNC 车削中心,旨在经过最少的培训后使用,从而提高准确性和可靠性。车削中心采用与公司 Tornado T 系列相同的模块化平台,并配备用户友好的 FANUC OiTD 控制系统和操作面板。 有八种型号可供选择,从具有 42 毫米主轴孔和 7.5 kW 主轴电机的紧凑型 El2 型号(最高转速为 6,000 rpm),到具有 82 毫米主轴孔和 18.5 kW 电机(最高转速为 4,000 rpm)的 EL10 型号转。 Tornado El 三轴机型配备全 C 轴插补、主轴盘式制动器和驱动刀
Ergoseal 跟不上。三年前,位于伊利诺伊州卡罗尔溪的机械密封件制造商赢得了一份合同,设计和生产一种比其典型产品更复杂的密封件。在该密封件组件中的三个机加工部件中,其中两个需要在公司的机床上分别进行三个设置——两个车床设置和一个加工中心设置。 Ergoseal 可以通过这一系列操作满足并保持零件的质量需求,但过程缓慢。当客户对这些密封件的需求显着增加时,本应受到欢迎的业务激增却引起了警觉。密封件制造商通过外包加工做出回应。它以前从未这样做过。总经理 Tom Hilaris 表示,除了将生产转移到另一家工厂外,这种选择还带来了成本和困难。交货时间延长了,库存管理变得更具挑战性。还需要监控来
Hardinge GS 51 车床采用紧凑型设计和夹头就绪主轴,据说可提供更高的耐用性和工件精度。 A2-6 20C、15-hp (11-kW) 主轴提供高达 5,000 rpm 的速度。该机器提供 2 (51 mm) 的棒料容量,可容纳直径为 11.10 (284 mm) 和长度为 17.95 (456 mm) 的工件。卡盘尺寸为 8。 该车床具有一个 12 工位的立式块型刀塔和一个整体式铸铁 45 度底座,具有战略性的肋,以提高刚性和耐用性。该公司表示,X 轴和 Z 轴滚珠丝杠、直线滚柱导轨和导向车具有较大的额定载荷和最小的摩擦,可实现低热和热增长、较长的机器寿命、最大的静态和动态刚度以
工业设备