工业4.0先进制造技术信息网站!

编者注:这是在美国广泛采用社交距离之前拍摄的。 马特丹福德,现代机械车间 我们“Data Matters”专栏的高级编辑和作家,与我谈到了 5G 以及为制造商(尤其是机械制造商)提供更快的无线数据传输的承诺。 成绩单 彼得·泽林斯基 Modern Machine Shop 的 Pete Zelinski 杂志。我和高级编辑马特丹福德在一起。 Matt 为 Modern Machine Shop 的每月“数据问题”专栏撰写有关数字技术的文章 .马特,谢谢你跟我说话。 马特·丹福德 我的荣幸。 彼得·泽林斯基 我想谈谈5G。我们都认为我们熟悉这个术语。我们在手机屏幕的角落看到
所有CNC加工中心都有某种形式的工作坐标系设置,通常称为夹具偏移,用于指定程序原点的位置。程序员根据设置期间工件的位置选择每个原点,即指定程序坐标的位置。选择逻辑程序原点使编程人员可以轻松确定程序坐标,设置人员可以在设置过程中轻松分配程序零。 在正常使用中,每个夹具偏移量用于指定机床原点到程序原点在各轴上的距离和方向。这通常涉及使用主轴探头、百分表或寻边器进行耗时的测量。如果重复工作的工件夹持装置是合格的,这些测量只需要进行一次。如果不是,则每次运行作业时都必须重复测量。 由于刚刚描述的方法如此流行,您可能不知道还有更好的选择。使用 FANUC CNC,外部工件偏移(工件坐标系编号为零)可

Heidenhain 的 Acu-Rite 品牌为其 300 系列数字读出器 (DRO) 推出了软件,现在允许用户控制沉降片 EDM 机器。这一发展扩大了 DRO 的使用范围,包括最常见的手动车间机器,包括铣床、车床、磨床和 EDM。 当 EDM 软件加载到 DRO300 并与 IOB 610 接口盒耦合时,它可以通过使用三个继电器信号进行控制。该软件现在包含在所有新的多用途 DRO300 中。对于已经拥有 Acu-Rite DRO300 的用户,可以在 acu-rite.com 免费下载 v1.3.1。 EDM 控制软件的一些主要功能包括: 自动深度编程,可将 EDM 的冲头配置为自动

每个制造经理都知道,要找到和雇用合适数量的有经验的 CNC 机床操作员几乎是不可能的。因此,公司正在开发他们自己的培训方法,以使没有经验的人达到他们可以生产的水平。我的混合式学习方法结合了课堂教学、在职培训和外部资源来满足培训需求。 如果您想尽量减少经验丰富的员工准备和提供课程的时间,请使用外部资源为培训奠定基础,同时为公司特定问题保留内部课堂和在职培训。与制造和 CNC 相关的外部资源包括在线课程、自学材料、培训顾问、机器制造商和当地学校。适当的组合可以帮助您的新员工建立共同的基础。有了这个基础,您可以定制内部培训课程以填补任何空白,解决所需的任何其他技能。让我们看看如何通过所有新 CNC
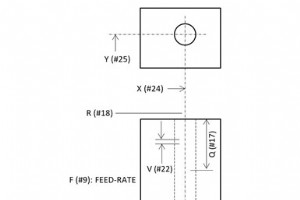
大多数CNC加工中心提供两种类型的深孔钻固定循环:G73对可锻材料进行断屑,G83对深孔进行排屑。 G73 用于在钻孔时断屑,以固定间隔(例如,每 0.1 英寸或 2.5 毫米)将钻头退回少量。 G83 用于在钻孔时清除钻头凹槽中的切屑,每隔 3 到 5 倍钻头直径将钻头完全缩回孔外。 如果您必须在可锻材料上加工深孔怎么办?这需要两个固定循环的组合,而大多数 CNC 没有用于此的固定循环。但是,使用 FANUC 自定义宏,您可以创建自己的深孔钻孔固定循环,并使其以您希望的方式运行。您甚至可以创建一个模态调用命令,并使用您选择的 G 代码执行它,使用 G80 取消。 理想情况下,用户创建的

照片:Aceco 精密制造 今天的 CNC 为编程提供了极大的灵活性,不仅是语法,还有程序的整体结构。虽然灵活性通常是一件好事,但做某事的方式太多往往会导致一致性、清晰度和易用性降低。这可能会导致严重的使用错误。 CNC 程序中最常见的错误是什么? 以下是我们在 CNC 程序中发现最多的五个: 错误一:程序头不足或不存在 CNC 环境中的每个人都必须知道给定 CNC 程序的作用。所有程序都应该从一系列记录消息开始,称为程序标头,它提供相关的、易于解释的信息。例如,程序头可以帮助设置人员知道在出现问题时联系谁,帮助操作员知道他们正在运行程序的正确版本/修订,并帮助生产控制人员确定程序的执行

GF Machining Solutions 用于线切割 EDM 的 Spark Track 技术由公司的智能火花保护系统 (ISPS) 模块提供支持,可防止在切割不规则形状的工件特征时发生断线。该公司表示,借助 Spark Track 技术和 ISPS 模块,线切割 EDM 用户可以获得安全和不间断的 EDM 加工,提高加工效率并便于操作员使用。 Spark Track 持续监控 EDM 线沿线的火花分布。基于收集到的火花数据,ISPS 分析并自动识别形状变化,相应地调整加工参数以防止粗加工过程中的断丝。因此,可以更轻松地粗加工不规则形状,例如型腔、不同高度、锥面和尖角,而无需操作员干预以
CNC 对话式编程软件使机床操作员能够直接在机器的控制下创建零件程序,方法是回答有关定义零件和完成零件所需操作的信息的提示。然后控制系统在后台自动创建 NC 程序。 G代码知识和耗时的逐行编程是不必要的。 过去,这种类型的编程用于相对简单的零件几何形状,或仅用于对仅在 2D 打印中定义的零件进行编程。不过,越来越多的设计工程师能够为车间提供他们需要加工的零件的 3D 实体模型。机床制造商 Hurco 的产品技术专家 Mike Cope 表示,因此,其客户一直在寻求一种直接从客户提供的实体模型对话式创建零件程序的方法。现在可以使用赫克 WinMax CNC 上的 3D 导入选项进行三轴加工或五

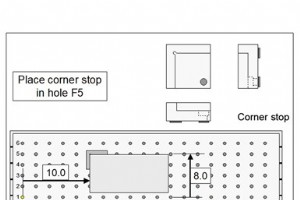
如果您使用过主轴测头,您就会知道 G31 指定的跳跃功能用于探测表面。探针针首先定位在要触摸的表面的一小段距离内。给出的 G31 命令将导致触针接触。在探针触发后的几微秒内,它会向 CNC 发送一个跳过信号,这会导致三件事: 停止动作。 要跳过的运动命令的平衡。 要存储在系统变量中的轴位置,例如 #5061 (X)、#5062 (Y) 和 #5063 (Z)。 考虑一下这个命令,它是在探针针被编程为在 X 轴表面的左(负)侧 0.2 英寸内移动之后给出的。 G91 G31 X0.3 F20.0 X 轴被告知在 X 中移动 0.3 英寸。由于触控笔在距离表面 0.2 英寸的范围内开始,
NCCS Corp. 的 PostWorks 17.2 是一款通用后处理器,可为各种机器生成 NC 代码。该软件兼容海德汉、西门子和发那科控制。 PostWorks 套件包括用于模拟材料去除过程和机器运动学的软件,同时识别加工环境中所有相关组件之间可能存在的干扰。 版本 17.2 更新了 CLRSRF/START,TRFORM,ON 命令,该命令可以通过外部机器调整文件 (MAF) 定义的矩阵转换间隙平面。 CLRSRF 剪裁平面回退逻辑因此可以在遇到 CLRSRF/STOP 或 NOMORE 时回退工具,并且当工具移动小于剪裁平面相交位置之间的指定距离时,可以省略标准的回退移动。 此
今天的制造公司发现几乎不可能找到和雇用合格的 CNC 机械师。事实上,大多数人发现很难找到拥有任何的人 购物体验。相反,他们必须雇佣那些对制造业表现出兴趣并(希望)有能力的人——并从头开始培训他们。 新的CNC机械师应该知道什么? 想要成为 CNC 机械师的人必须了解五个主题,然后才能在特定的 CNC 机床上花费有意义的时间。 1。店铺安全 首先,制造业的新手必须明白车间是一个危险的地方。您必须传达两个方面的普遍问题:工人使用的安全设备和他们必须遵守的安全实践。还包括贵公司面临的任何独特的安全问题。 2。商店数学 典型的 CNC 操作员必须能够执行的算术运算很简单。但是,您必须确保新手可
海德汉在芝加哥地区开设了 TNC-CNC 学院。扩展后的 CNC 培训中心适用于所有级别的用户,包括对五轴加工感兴趣的用户。所有课程均由具有多年 CAM 经验的 Heidenhain 专家授课。 扩建后的培训设施位于海德汉伊利诺伊州总部,包括名为应用技术中心 (ATC) 和互动培训室 (ITR) 的专用区域。 ATC 配备了各种配备 Heidenhain TNC 控制装置的机床,供实际操作使用。 ITR 是一个专门的控制教室,配有单独的显示器和培训材料。 该公司表示,完成这些课程将使 TNC 用户能够通过超越 CAM 后处理器提供的标准特性和功能来提高他们加工零件的效率和精度。该学院为服

Vocademy 的创客技能学院。 Vocademy 的创客技能学院 (MSA) 是一项实践技能计划,涵盖职业、职业和软技能培训。这个为期六个月的课程对 16 岁及以上的任何人开放,没有任何先决条件、成绩单或 GPA 要求。第一个 10 名学生 MSA 团队将于 2019 年 7 月开始招生,目前正在接受报名。 该学院表示,该计划非常适合寻求替代大学的学生、探索创客技能的学习计划、进入大学之前的有效预工程计划或一系列工作技能,这些技能将“使他们的 STEM 或创客事业成为未来-证明。”阅读更多。 以下是更多值得注意的行业新闻: NTMA 与区块链供应链公司 SyncFab 合作
Kays Engineering 的 Eldorado 枪钻机配备了更新的操作员控制面板。使用带有 Beckoff 控件的基于 PC 的系统,为机器操作员改进了硬件和软件。对于拥有旧款 Eldorado 机器的商店,新控件可作为改装包提供。 触摸屏显示屏为 7 英寸宽,可显示更大的图形和更易于阅读的菜单。大按钮取代了键盘,使控制面板更耐用,更易于在车间环境中使用。 该控件包括 G 代码编程功能,允许用户编写自己的枪钻程序。这旨在通过可变进给和速度、啄食周期、停留时间和其他基本 G 代码功能等选项来提高机器灵活性。
三菱电机自动化 M8 系列 CNC 上的交互式循环插入屏幕旨在与雷尼绍的 GoProbe 宏配合使用。据说用户友好,屏幕可以将 Renishaw GoProbe 宏直接集成到 CNC 中。 交互式循环插入是一种基于图标的编程方法,让工程师可以直接在他们的 G 代码程序中选择和自定义循环或特征。该公司表示,这减少了编程时间和人为错误的可能性,因为程序员不必手动将 G 代码输入到控件中。该解决方案特别适用于刀具和工件测量。
在一项旨在为使用 Heidenhain TNC 控制和 Mastercam CAD/CAM 软件的用户实现五轴加工的合作中,两家公司推出了一种新的后处理器。 Heidenhain TNC 5X Mill 后处理器是两家公司协同开发的成果。 据 Heidenhain 称,那些将 Mastercam CAD/CAM 软件与 iTNC 530、TNC 620 或 TNC 640 控件一起使用的用户可以从这款后处理器中受益。 “我们在北美遇到了对用于高精度五轴机床的最新 TNC 640 控制器的需求增加,我们希望这些客户知道,如果他们拥有 Mastercam 软件,我们将致力于根据需要提供持续
Acu-Rite 的制造设施已成功地从其位于纽约詹姆斯敦的长期基地转移到位于伊利诺伊州绍姆堡的母公司 Heidenhain 北美总部的大型设施。这个集中的位置加快了公司对芝加哥地区工业制造资源的访问。 “Acu-Rite 产品的生产现在在伊利诺伊州发展强劲。与此同时,我们继续投资于仍留在纽约詹姆斯敦的 Acu-Rite 研发部门,”海德汉机床业务开发经理 John Parker 说。 目前在伊利诺伊州生产线上的产品包括所有数字读数器(型号 DRO10X、DRO203 和 DRO30X)和 IB2X 和 IOB610 等 DRO 附件;所有编码器支架套件,例如用于 SENC 150、SEN
KMC Global 是由包括 PRAB 在内的全资自主公司组成的集团,已宣布扩大其控制与自动化部门,以服务于其公司范围之外的市场。 KMC Global Controls &Automation 旨在为所有控制和自动化需求提供单点联系。它还提供各种服务,包括通过 508A 认证的控制面板、多个行业和应用中的控制面板设计和编程、自动化和集成以及远程和现场自动化以帮助客户。
CNC Software 的三轴和四轴铣削后处理器是与西门子 CNC 工程师合作开发的,据说可以提高 Sinumerik 控制的机床的生产率。后处理器为 CNC Software 生产的 Mastercam 2019 CAD/CAM 软件和 Siemens 的 Sinumerik 808D CNC 提供三轴和四轴支持。 后处理器包括: Cycle 832 支持高速设置 零偏支持匹配控制能力 808D 优化钻孔循环(循环 82、83、84、85、86、840),全四轴支持 带偏移量 D# 的数字刀具调用 TOFFR 功能支持刀具补偿磨损策略 使用 FGROUP 和 FGREF 命令优化多轴刀
标准 CNC 程序缺乏智能。它们是按顺序执行的,命令会产生预定的动作,并且每个命令的单词都是固定的。 参数化编程提供了额外的功能,各种补偿类型,如夹具偏移、刀具长度和刀具半径补偿,允许程序引用程序外部的数据。这些数据通常存储在偏移寄存器中,会影响 CNC 程序的执行方式。 某些应用程序需要 CNC 程序以与补偿相同的方式从程序外部访问其他数据。这些应用超出了标准 G 代码所能达到的极限。然而,通过参数化编程,很容易让程序访问外部数据。 外部数据源包括偏移寄存器、永久公共变量寄存器和印刷电路板上的输入信号端子。参数化编程系统变量允许访问每种类型。 对于偏移访问,大多数 CNC 使用与正在
工业设备