

等离子弧焊:原理、工作、设备、类型、应用、优缺点
今天我们将通过图表了解等离子弧焊的原理、类型、工作原理、设备、应用、优缺点。等离子弧焊是一种液态焊接工艺,其中金属与金属接头在熔融状态下形成。热电离气体被称为等离子体。这些热电离气体用于加热工作板,并且由于融合而产生接头。此焊接工艺与 TIG 焊接工艺相同,只是使用等离子焊接工件而不是 电弧 .在这种焊接类型中可以使用也可以不使用填充材料 .等离子弧焊的一大优势是,与 TIG 或 MIG 相比,它使用的电流输入更少 产生相同热量的过程。
等离子弧焊:
原理:
热电离气体被称为等离子体。当向任何惰性气体提供足够量的能量时,它的一些电子会从其原子核中挣脱出来,但会随它一起移动。电子离开后,原子转化为热电离状态。最常见的物质状态被称为第四物质状态。这些电离原子具有高热量,可进一步用于连接两个板。这是等离子弧焊的基本原理。该焊接是TIG焊接的扩展形式 其中,非自耗钨电极用于产生电弧。该电弧加热从钨电极周围的内部孔口提供的惰性气体。加热温度约为 30000 摄氏度,在该温度下气体转化为电离形式。这种热电离气体进一步用于通过熔合形成焊接接头。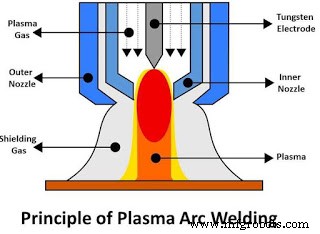
设备的:
电源:
PAW 工艺需要大功率直流电源在钨电极和焊接板之间(对于转移式 PAW 工艺)或钨电极和放电喷嘴之间(对于非转移式 PAW 工艺)产生电火花。等离子弧焊与 TIG 不同的主要特点之一是其低安培焊接能力。这种焊接可以在大约 2 安培的低安培下进行焊接,它可以处理的最大电流约为 300 安培。它需要大约 80 伏才能正常工作。电源由变压器、整流器和控制台组成。
等离子弧炬:
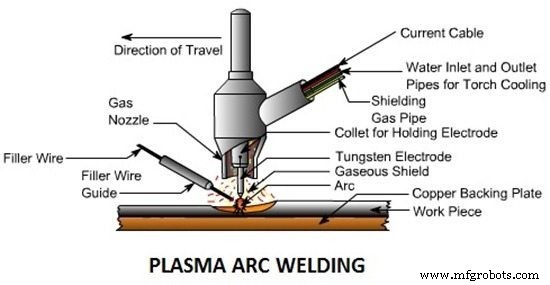
这是 PAW 过程中最重要的部分。该焊枪与 TIG 焊接中使用的焊枪非常相似,但过于复杂。它由钨电极、夹头、内喷嘴和外喷嘴四个主要部分组成。钨电极由夹头固定。夹头有多种直径可供选择。内部气体喷嘴在炬管内提供惰性气体以形成等离子体。外部喷嘴供应保护焊接区域免受氧化的保护气体。这些喷嘴迅速磨损。 PAW 焊枪采用水冷式,因为焊枪内部含有电弧会产生高热量,因此焊枪外部设有水套。
屏蔽和等离子气体供应:
通常,等离子气体与由同一来源供应的保护气体相同。主要惰性气体如氩气、氦气等用作惰性气体和保护气体。这种气体在惰性和外部喷嘴处供应。
填充材料:
在这种焊接过程中,大多数情况下不使用填充材料。如果使用填充材料,则直接将其送入焊接区。
类型:
等离子弧焊主要可分为两类。
非转移等离子弧焊:
在这种焊接过程中,使用的是正极性直流电流。在这个过程中,钨极接负极,喷嘴接正极。电弧在割炬内部的钨电极和喷嘴之间产生。这将增加割炬内气体的电离。炬管传输这种电离气体以进行进一步处理。它用于焊接薄板。
转移等离子弧焊:
这个过程也使用了极性直流电流。在这个过程中,钨电极连接到负极,工件连接到正极。电弧是在钨电极和工件之间产生的。在这个过程中,等离子和电弧都转移到工件上,这增加了过程的加热能力。它用于焊接厚板。
工作:
这种焊接的工作原理与 TIG 相同,而是使用等离子体加热母材。其工作可概括如下。
- 首先对工件进行适当的清洗。电源为钨电极和喷嘴之间或钨电极和工件之间产生电弧提供电源。
- 钨电极产生高强度电弧,用于将气体粒子电离并将孔口气体转化为等离子体。这种热电离气体从一个小孔口提供给焊接板。
- 氩气等保护气体通过压力阀和调节阀供应到焊枪的外部喷嘴。这些气体在焊接区域周围形成一个保护层,保护它免受氧气等大气气体的影响、氮气等。
- 等离子撞击焊接板并将其熔成一体。接下来,焊枪会向焊接方向移动。
- 如果焊接需要填充材料,则由焊工手动填充。
应用:
- 这种焊接用于海洋和航空航天工业。
- 用于焊接不锈钢或钛管材。
- 多用于电子行业。
- 用于修复工具、模具。
- 用于涡轮机上的焊接或涂层 刀片。
优缺点:
优点:
- 焊接速度快。
- 高能量可用于焊接。可轻松用于焊接坚硬和厚实的工件。
- 刀具和工件之间的距离不影响圆弧的形成。
- 相同尺寸焊缝的低功耗。
- PAW方法产生的弧线更稳定。
- 高强度弧或高穿透率。
- 它可以在低电流下工作。
缺点:
- 设备成本较高。
- 嘈杂的操作。
- 更多辐射。
- 需要高技能的劳动力。
- 维护成本高。
制造工艺