

电化学加工:原理、工作原理、设备、应用、优缺点
今天我们将通过它的示意图来了解电化学加工的原理、工作原理、设备、应用、优缺点。电化学加工是一种非传统的加工工艺,其中金属通过电化学溶解去除。如今,这种工艺由于其优越的操作性而被广泛应用于许多行业。这个过程可以作为电镀过程的逆过程。
电化学加工 (ECM):
电化学加工原理:
电化学加工根据法拉第电解定律进行,该定律指出,如果将两个电极放置在一个装有导电液体或电解质的容器中,并在它们之间施加高安培直流电压,则金属会从阳极(正极端子)耗尽,并且镀在阴极(负极端子)上。这是电化学加工的基本原理。在此加工过程中,刀具与电池的负极连接(作为阴极),工件与电池的正极连接(作为阳极)。它们都被放置在距离很近的电解质溶液中。当直流电流供给电极时,金属从工件上去除。这是电化学加工的基本原理。
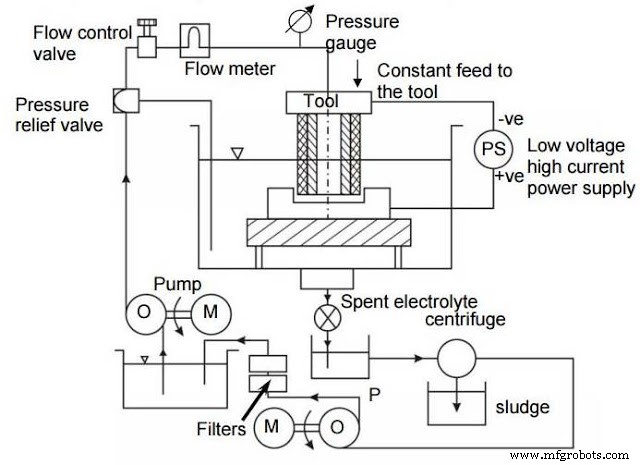 |
| 电化学焊接示意图 |
设备:
电源:
在电化学加工过程中,直流电的高值在 40000A 左右,电位差的低值在 10-25V 左右是可取的。电极放置在电间隙处,这对于机加工来说是理想的。如果间隙不是太小会产生电弧或太高则不适合加工。它大约是 1 毫米。这种高值直流电流是通过使用可控硅将三相交流电流转换为直流电流形成的。
电解液供应和清洗系统:
它由管道系统、储罐、泵、控制阀、压力表、加热或冷却盘管等组成,在电化学过程中,从工件中去除的金属形成污泥,应从电解液中去除。该系统控制电解液进入容器的流动和清洁。管道系统由SS钢、玻璃纤维增强塑料、衬塑MS或类似的其他防腐材料制成。每 10000A 电流的油箱容量约为 500 加仑。
工具和工具馈送系统:
工具由耐腐蚀材料制成,因为它必须在腐蚀环境中长期承受。它还应该具有高导热性和易于加工的特性。工件的尺寸精度和表面光洁度直接取决于刀具尺寸。那些不需要加工的工具部分应适当绝缘,因为缺乏绝缘往往会导致不必要的加工,从而导致尺寸不准确。
工件和工件夹持系统:
在此过程中,工件应具有良好的导电性。这种方法只能加工导电材料。在这个过程中工件作为阳极。工件夹持装置应具有非导电特性。
电化学加工的工作原理:
电化学加工与电镀过程相反。金属从阳极被去除到电解质中,并通过与电解质中可用的相反离子反应而转化为渣形式。这个过程如下工作。
- 在ECM中,电解液的选择是这样的
- 工具接负极,工作接正极。
- 当电流通过电极时,阳极或工件以及阴极或工具会发生反应。为了了解正确的工作方式,我们举个例子或加工低碳钢。
- 由于电势差离子解离发生在电解质中。
NaCl ↔ Na+ + Cl- H2O ↔ H+ + OH-
- 当工件和工具之间施加电位差时,正离子向工具移动,负离子向工件移动。
- 因此氢离子向工具移动。当氢到达工具时,它会从工具中获取一些电子并转化为气体形式。这种气体进入环境。
- 当氢离子从工具中获取电子时,会造成混合物中缺少电子。为了补偿它,在工件(阳极)处产生的亚铁离子会在混合物中产生等量的电子.
2H+ + 2e- = H2 ↑ 在阴极 fe =fe + + + +2e-在阳极
- 这些亚铁离子与相反的氯离子或氢氧根离子发生反应,形成污泥沉淀。
铁 (Fe) ↔ Fe++ + 2e- Fe++ + 2Cl- ↔ FeCl2 Fe++ + 2(OH)- ↔ Fe(OH) Fecl2 + 2(OH)- ↔ Fe(OH)2 + 2Cl
- 这将使铁或铁进入电解液并完成加工过程。此加工过程可提供更高的表面光洁度,因为加工是逐个原子完成的。
应用:
- ECM 用于加工圆盘或涡轮转子叶片。
- 它可用于开槽非常薄的壁筒夹。
- ECM 可用于生成内部凸轮的内部轮廓。
- 卫星环和连杆的生产,齿轮和长型材的加工等
优缺点:
优点:
- 它可以加工非常复杂的表面。
- 单刀可加工大量工件,理论上不会出现刀具磨损。
- 金属加工与工具的强度和硬度无关。
- ECM 提供非常高的表面光洁度。
缺点:
- 机器初始成本高。
- 设计和工具系统很复杂。
- 加工面的疲劳特性可能会降低。
- 不能加工非导电材料。
- 无法从 ECM 加工盲孔。
- 与传统加工相比,空间和占地面积要求较高。
这是关于电化学加工原理、工作、设备、应用、优缺点的所有内容。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了在你的社交网络上分享。感谢您阅读它。
制造工艺