

超声波焊接:原理、工作、设备、应用、优缺点
今天我们将通过示意图了解超声波焊接的原理、工作原理、设备的应用、优缺点。超声波焊接是利用超声波或振动产生热量进行焊接的焊接工艺。超声波是指频率高于正常听力范围的振动波。它大约是 20000 到 30000 赫兹。它是一种固态焊接工艺。固态焊接是一种焊接过程,其中不添加外部热量进行焊接。
超声波焊接:
原理:
它是根据超声波能量的基本原理工作的。超声波振动在两个工件的触点之间产生动态剪切应力。由于接触面之间的摩擦产生的局部塑性变形和热量,将在界面处形成接头。
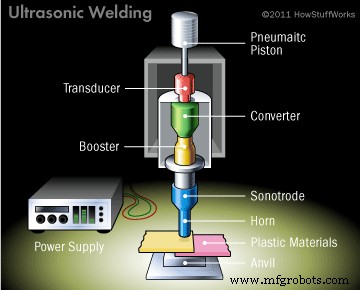 |
| 超声波焊接示意图 |
设备的:
电源:
超声波焊接需要高频高压电源。换能器需要这种功率来产生振动。
换能器:
换能器是将高频电信号转换为高频机械振动的装置。这与焊头相连。此焊接过程中使用的转换器或压电换能器。
助推器和喇叭:
由换能器产生的机械振动被提供给放大该振动并提供给喇叭的助推器。喇叭是一种将这种放大的振动提供给焊接板的装置。
夹具或夹紧装置:
该设备在超声波焊接中是必不可少的。这使用电力、液压、气动或机械能将板保持在所需位置。
工作:
现在我们知道了超声波焊接的基本概念。该焊接工作如下。
- 一开始,高频电流通过压电换能器。该换能器将高频电信号转换为机械振动。
- 这种振动进一步提供给放大其频率的助推器。
- 放大后的高频振动通过与焊板接触的喇叭。
- 这种焊接会产生搭接接头。焊缝的一株固定在夹具中,另一株与喇叭直接接触。这些板在中等压力下固定。
- 喇叭为焊接板提供高频机械振动。
- 由于这种振动,振动剪切力作用在焊板之间的界面上,导致界面处的弹塑性变形。
- 它还会因机械力和摩擦而产生局部温升。这种热量有助于界面处的塑性变形,并在不熔化工件或使用填充金属的情况下形成牢固的接头。
通过以下视频可以轻松理解这项工作。
优缺点:
优点:
- 这种焊接可以轻松快速地实现自动化。
- 这可以在不施加外部热量的情况下产生高强度接头。
- 这很干净,并且在焊接后提供了良好的表面光洁度。
- 用于焊接各种异种金属的超声波工艺。
- 它不会产生高温,因此没有机会将熔融金属从接头中排出。
缺点:
- 它不焊接厚而硬的金属。铝的焊缝厚度约为 2.5 毫米。
- 夹具加工成本高,还需要特殊设计。
- 通过换能器产生的振动,会损坏电子元件。
应用:
- 这种焊接用于制造核反应堆部件。
- 用于汽车行业的钥匙、大灯零件、按钮和开关等。
- 超声波用于电枢绕组、开关等电子行业。
- 这是一种清洁焊接工艺,因此用于医疗行业制造过滤器、口罩等部件。
这是所有关于超声波焊接原理,工作,设备,应用,优点和缺点的图表。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了在你的社交网络上分享。感谢阅读。图片来源:http://science.howstuffworks.com/ultrasonic-welding1.htm
制造工艺