

铝热焊:原理、工作、设备、应用、优缺点
今天我们将了解铝热焊,原理,工作,设备,应用,优缺点。铝热焊是一种液态焊接工艺,其中通过熔化母材或应用液态填充材料形成金属与金属接头。这种焊接进一步分类为化学焊接工艺,因为熔化母材或填充材料所需的热量是通过放热化学反应来实现的。 “铝热剂”一词用于金属铝和氧化铁按 1:3 的比例混合。这一工艺是由 Goldschmidt 于 1898 年发现的。这种焊接主要用于焊接铁路和电连接器。
铝热焊接:
原理:
正如我们所讨论的铝热焊接是一种液态化学焊接工艺,其中接头的形成发生在熔融状态。实际上,它是焊接和铸造的结合 在此过程中,铁水浇注在焊接板上并使其凝固以形成永久牢固的接头。铁的熔融状态在没有外部加热或传统炉子的情况下产生,因此这被视为焊接过程。在这种焊接类型中 , 铝和氧化铁的混合物以 1:3 的重量比使用。该混合物的化学反应如下。
设备的:
食堂坩埚:
氧化铁和铝的铝热剂混合物在坩埚中反应。该坩埚由石墨或其他合适的食堂材料制成,可承受摄氏3000度左右的温度。坩埚底部有一个浇口,用于排出熔融金属。由于密度差,氧化铝形成的熔渣漂浮在熔融金属上,从那里去除。
铝热剂混合物:
铝和氧化铁按适当比例混合而成的混合物称为铝热剂混合物。铝与氧化铁的重量比约为1:3。在铜铝热焊中使用氧化铜与铝的混合物。
模具:
在铝热剂中,焊接模具由石墨或沙子制成。石墨模具是用于制作各种类似接头的永久性模具。砂模用于每次接头设计不同的地方。为了制作砂模,使用蜡模。该模具围绕需要焊接的部分制作。它接收熔融金属。模具包含流道、冒口、浇注系统、热开口等,与铸造中使用的相同。
蜡型:
蜡模用于在焊接工件周围制作砂模。沙子在蜡模周围夯实,制成沙模。在适当的捣打动作后,模具被加热,通过熔化去除蜡模。
成型烧瓶:
砂模在型箱中形成。在焊接腔周围形成的蜡模放置在烧瓶的中间。型砂冲入砂箱制成砂型。
模具手柄夹:
这是一个夹具,用于将型箱固定在焊接板周围。
点燃粉末:
为了点燃铝热剂混合物,这种混合物的预热是必不可少的,这是通过点燃粉末来完成的。它是一种高度易燃的粉末,可以达到1300摄氏度的最高温度,这是启动铝热反应所必需的。
工作:
现在我们知道了铝热焊的基本原理和基本部件。铝热焊接类似于铸造过程,其中金属的熔融状态是由化学反应产生的。其工作可概括如下。
- 首先将需要焊接的两个工件清洗干净。
- 现在在焊缝周围创建了蜡模。
- 在模具手柄夹的帮助下,将一个造型箱固定在接头周围。这个蜡模位于造型箱的中间。
- 现在型砂在蜡模周围撞击形成模具,熔融金属将在其中浇注。这个模具包括所有必要的部件,如流道、冒口、浇注盆、浇注系统、蜡开口模式等与铸造中涉及的相同。
- 现在加热此模具以去除蜡模。蜡
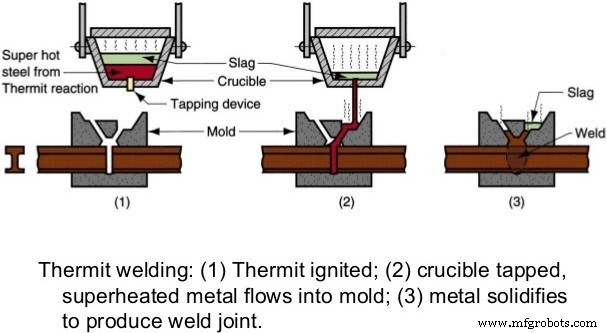
熔化并从砂模底部准备的蜡模出口流出。 - 现在铝热剂混合物被放入坩埚中。点燃粉末放在混合物上。这种混合物被镁带点燃。
- 这将开始铝热反应,释放出大量热量。该反应形成熔融状态的铁,从坩埚流向砂模。
- 这种熔融金属填充焊缝腔并熔化母材以形成永久接头。这将允许冷却。适当冷却后,将烧瓶从接头中取出。
- 取出砂箱后,进行机加工以去除焊接毛刺或其他多余金属。
通过以下视频可以轻松理解这项工作。
应用:
- 多用于现场焊接铁路。
- 在引入电渣焊之前用于焊接厚板 .
- 它们用于修复重型铸件。
- 用于焊接铜线接头。
- 用于制作大型船舶等结构接头
- 用于无电源的管道、厚板等连接处。
优缺点:
优点:
- 过程简单易行。
- 低设置成本。
- 金属接合率高。
- 铝热焊接可以在无法铸造的地方进行。
- 这个可以在没有电源的地方使用。
缺点:
- 它用于有限的金属,如铁和铜。
- 焊接轻件不经济。
- 高度依赖环境条件,如水分含量、工件对齐等。
这是关于铝热焊接原理、工作、设备、应用、优缺点的全部内容。如果你喜欢这篇文章,别忘了在社交网络上分享。订阅我们的网站以获取更多有趣的文章。感谢阅读。
图片来源:https://www.slideshare.net/nageshkhandre/thermit-welding-nmk
制造工艺