

MIG 焊接:原理、工作、设备、应用、优缺点
今天我们将了解什么是 MIG 焊接原理、工作、设备、应用、优点和缺点。 MIG 代表金属惰性气体焊接,有时也称为气体保护金属电弧焊。此焊接与 TiG 焊接 相同 非自耗电极被自耗电极丝代替。该工艺是自动或半自动电弧焊工艺,其中惰性气体用作保护气体并使用自耗焊丝电极。这种焊接在 1940 年被开发用于焊接铝或其他有色金属。如今,由于其高速、易于操作和易于自动化的质量,这种焊接在每个工业或制造过程中都可以找到。它主要用于钣金行业或汽车 行业。
MIG 焊接:
原理:
Mig 的工作原理与 TIG 或 弧焊 相同 .它的工作原理是电弧产生热量的基本原理。这种热量进一步用于熔化自耗电极和基板金属,它们会凝固在一起并形成牢固的接头。保护气体也通过喷嘴供应,该喷嘴保护焊接区免受其他反应性气体的影响。这提供了良好的表面光洁度和更坚固的接头。
设备的:
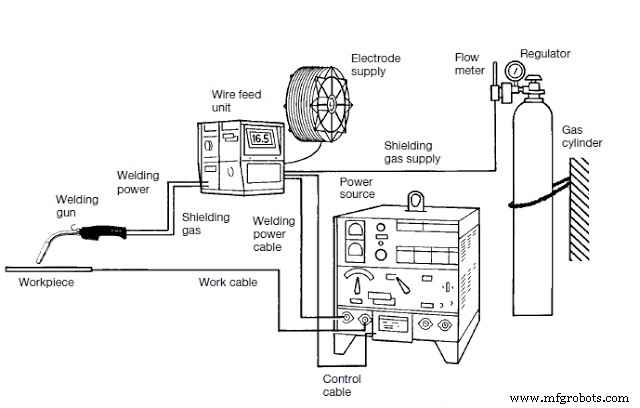
电源:
在这种焊接类型中 过程中,使用反极性的直流电源。反极性是指电极或在 MIG 焊接电极丝的情况下连接正极端子和工件到负极端子。这是由于电路原理规定,70% 的热量总是在正极。因此,反向极性可确保在工具侧释放最大量的热量,从而以适当的方式熔化填充金属。直极性会导致不稳定的电弧,从而导致大量飞溅。电源由电源、变压器、将交流电转换为直流电的整流器和一些根据焊接要求控制电流供应的电子控制器组成。
送丝系统:
我们知道,MIG 焊接需要连续供应自耗电极来焊接两块板。这种消耗电极以导线的形式使用。这些焊丝由送丝机构或系统连续供应。它控制焊丝的速度,并将焊丝从焊枪推到焊接区域。这些有不同的形状和尺寸。它由一个焊丝池支架、一个驱动电机、一组驱动辊和送丝控制装置组成。送丝速度是通过电源直接控制电流供应。如果送丝速度高,则在焊接区需要更大的电流来产生适当的热量来熔化它。
焊炬:
该焊枪与 TIG 焊接中使用的焊枪略有不同。在这个割炬中,有一个机构可以保持焊丝并在送丝的帮助下连续供应焊丝。割炬的前端装有喷嘴。喷嘴用于供应惰性气体。这些气体在焊接区周围形成一个屏蔽区域并保护它免受氧化。焊枪根据需要采用风冷或水冷。对于大电流供应,割炬是水冷的,对于低供应,它是风冷的。
保护气体:
保护气体的主要功能是保护焊接区域免受氧气等会影响焊接接头强度的其他活性气体的影响。这些保护气体也形成有助于焊接的等离子体。气体的选择取决于焊接材料。大多使用氩气、氦气和其他惰性气体作为保护气体。
监管者:
顾名思义,它们用于调节来自气缸的惰性气体流量。惰性气体在高压下充入气缸。这些气体不能在此压力下使用,因此在气体供应之间使用调节器,根据焊接要求降低气体压力。
工作:
其工作可概括如下。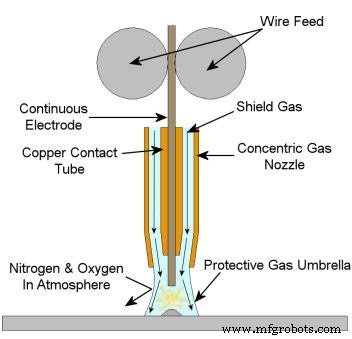
- 首先将高压电流变为低压大电流的直流电源,该电流通过焊条。
- 一根消耗线作为电极。电极从正极连接到负极和工件。
- 由于电源的原因,电极和工件之间会产生细强的电弧。该电弧用于产生热量,使电极和母材熔化。大多数电极是由母材制成的制作均匀的接头。
- 这种电弧被保护气体很好地屏蔽了。这些气体保护焊缝免受其他可能损害焊接接头强度的反应性气体的影响。
- 此电极在焊接区域连续移动以形成正确的焊接接头。移动方向的角度应保持在 10-15 度之间。对于角接接头,角度应为 45 度。
应用:
- MIG 最适合制造钣金。
- 通常所有可用的金属都可以通过这个过程进行焊接。
- 可用于深坡口焊接。
优缺点:
优点:
- 它提供更高的沉积率。
- 它比电弧焊更快,因为它连续提供填充材料。
- 它可以产生更清洁的焊缝。
- 没有结渣。
- 尽量减少焊接缺陷 .
- 这种焊接产生的熔渣非常少。
- 可用于做深坡口焊。
- 可以轻松实现自动化。
缺点:
- 不可用于焊接难以触及的部位。
- 较高的初始或设置成本。
- 它不能用于户外工作,因为风会损坏气罩。
- 这需要高技能的劳动力。
这是关于什么是MIG焊接原理,工作,设备,应用,优点和缺点及其图表。如果您对本文有任何疑问,请通过评论询问。如果你喜欢这篇文章,别忘了在你的社交网络上分享。订阅我们的网站以获取更多有趣的文章。感谢您阅读它。
制造工艺