
工业4.0先进制造技术信息网站!

Performance Engineered Products Inc. (PEP) 只需在加利福尼亚州波莫纳的街道上走一走,就能应对在金州经营制造工厂所带来的固有挑战。 PEP 曾经拥有六家注塑公司,是波莫纳大道这一特定路段上最后一家。 这个曾经的制造业温床位于内陆帝国的边缘,由于该州土地、劳动力和公用事业成本上升,以及监管负担加大,其注塑成型的影响力逐渐萎缩。 PEP 的业务分布在波莫纳的工厂,拥有 33 台注塑机,包括三台立式压力机,锁模力从 33 吨到 500 吨不等,以及 15 英里外的河滨工厂,拥有 10 台注塑机,压力机吨位从 600 吨到 850 吨不等。通过 ISO 900

Nova Chemicals 最近商业化的 Syndigo rPE-IN3 再生聚乙烯 (rPE) 的第一批订单已收到,并将被运输到肯塔基州谢尔比维尔的 Sigma Plastics Group,该树脂将用于生产拉伸膜产品。 据 Nova 称,铁路车装运订单总额接近 200,000 磅。 特色内容 Sigma Plastics 将在其拉伸薄膜产品中使用 Nova 的机械回收 PE。 来源:Nova Sigma Plastics 将把 Syndigo rPE-IN3 融入拉伸薄膜中,然后出售给零售商和配送中心。该材料将被整合到 Sigma 的 Sustain360 PCR 拉伸膜生

壳牌聚合物公司在其位于宾夕法尼亚州莫纳卡的应用大厅安装了智能机器 2.8,扩大了其内部能力以支持滚塑市场。 Shell says the goal of the installation is to advance application development through customer-focused innovation and hands-on technical support. 壳牌的新型滚塑机,由 Persico 集团制造。来源:壳牌聚合物 壳牌聚合物公司商业技术经理 Ryan Bickley 表示:“此次增资表明了壳牌聚合物公司致力于在包括滚塑成型在内的关键应用领域持
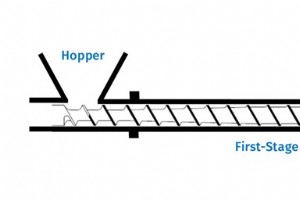
两级通风单螺杆挤出机常见于许多应用和树脂。许多苯乙烯树脂和大多数涉及消费后回收 (PCR) 树脂的应用都存在排气问题。设计合理的挤出机和螺杆能够通过排气口去除90%以上的挥发物,运行稳定,口模不会出现流量涌动,不会有物料通过排气口流出。 为了满足这些处理目标,需要几个设计功能,包括: 特色内容 通风部分的长度和深度 通风换向器的设计 第二级计量通道长度 泵速比 图 1 示意图显示了两级排气挤出机。 图 1: 两级通风单螺杆挤出机示意图。来源(全部):M.A.斯伯丁 泵比是第二级计量段的泵送能力与第一级计量段的泵送能力的比值。通常,泵速比范围在 1.1 到 1.5 之间。具有恒定

俄克拉荷马州的 Utopia Plastix 公司开发了直接由植物制成的树脂产品,可以采用注塑和挤出等传统塑料加工方法进行加工。 “Utopia Plastix 是石油基塑料的植物替代品。我们不是塑料。我们是在塑料制造中使用植物。”Utopia Plastix 创始人 Sharina Perry 说道。 特色内容 生产可加工树脂通常涉及改变原料的化学性质,无论其来自石化来源还是生物来源。 生物塑料是通过使用碳水化合物作为能源来生产聚羟基脂肪酸酯 (PHA) 等热塑性聚合物而生产的。相比之下,Utopia直接使用植物作为原材料。该过程利用了已经存在的分子,而不使它们发生化学变化。这一切都

在软包装领域,许多薄膜加工商在挤出生产线和分切系统上投入巨资,以提高产量和产品一致性。然而,一个持续存在的瓶颈仍然存在:处理在生产步骤之间移动的大量笨重的胶片卷。这些卷的尺寸和格式差异很大,自动化处理既带来了技术挑战,也带来了战略机遇。 当塑料行业的人们听到“自动化”时,他们通常会想到从注塑机上卸载零件的机器人。在电影处理中,自动化采取了不同的形式。它可能涉及将 300 磅重的卷从分切机运输到存储区域,或安全地存放多个成品卷以进行检查、包装或运输。在许多工厂中,这些任务仍然是劳动密集型任务,而提高效率、安全性和数据可见性的机会是巨大的。 特色内容 分切机/复卷机工作流程内部 在典型的柔

由化工公司首席执行官领导的全球影响力联盟 (GIC) 报告了其研究结果:汽车塑料循环性。 巴斯夫、科思创、LG 化学、利安德巴塞尔、三菱化学集团、Sabic、苏伊士和 Syensqo 等八家公司合作,通过完整的拆解、粉碎和分类链处理 100 辆报废车辆 (ELV),从不同车龄、品牌和状况的车辆中回收了约 8 吨塑料。 特色内容 该回收项目拆除了 100 辆报废车辆以回收塑料。 来源:GIC 报告称,回收的 8 吨塑料材料占车辆可用塑料材料的 50% 以上。多材料零件、油漆残留物和其他污染物对可用聚合物的产量产生负面影响。 该工艺针对 15 种聚合物,回收的部分被转移到合作伙伴公司进
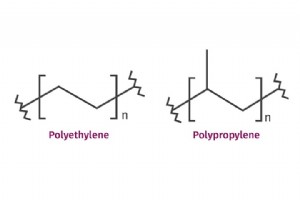
反应挤出 (REX) 是一种能够生产聚合物或对其进行功能化的工艺。这里,生产是指由最基本的构建单元通过聚合合成的聚合物,而功能化是指经过反应器后化学修饰的聚合物。 通过REX聚合获得的聚合物的实例包括热塑性聚氨酯和聚酰胺(尼龙)6;通过REX官能化获得的那些包括将单体接枝到聚烯烃上。一般来说,双螺杆挤出机在这些 REX 工艺中发挥着关键作用,因为它们能够实现高水平的混合并能够处理高粘度的材料。因此,本文的研究范围是使用同向旋转双螺杆挤出机通过 REX 官能化对聚烯烃进行改性。 特色内容 图 1: 聚乙烯和聚丙烯的化学结构。括号内的结构代表各聚合物的基本重复单元; n表示形成聚合物主链/

在新冠肺炎 (COVID-19) 疫情期间,复合行业的一切照常运作被敲响了警钟。突然间,复合材料制造商面临着供应链中断、严重的材料短缺和价格波动,这些问题一直持续到今天。不断出现的监管限制、新的可持续发展指令以及大型树脂供应商对传统复合领域的侵蚀,加剧了持续的不确定性。 复合制造商如何才能最好地管理所有这些变量,一方面满足多样化且快速变化的客户需求,另一方面在瞬息万变的商业环境中成功竞争? 特色内容 一种解决方案是从被动的客户参与方式转变为主动的客户参与方式,或者换句话说,从交易流程转变为协作流程。不要简单地根据客户的要求配制化合物,而是建立更深层次的关系,可以深入了解即将到来的需求、

在当今快节奏的全球市场中,模具设计必须适应当前的工业需求和现实。由于产品的使用寿命越来越短,模具制造商需要创新的解决方案才能保持领先地位。这就是注塑侧向动作的用武之地。它是处理复杂几何形状和棘手底切的游戏规则改变者。 设计师和工程师必须了解何时以及如何使用侧面动作来释放其全部潜力。本文将探讨辅助操作、其工作原理以及适用于您的应用程序的各种类型。我们将分解复杂性并提供可行的技巧来提高您的精密成型能力。我们的目标是为模具制造商、设计师和制造商提供专业知识,以做出明智的决策并保持竞争力。让我们开始吧! 什么是 注塑侧动作 ? 侧面动作是专门的插入件,可以创建复杂的底切几何形状。这些特征垂直于主
模具是所有塑料注射成型项目的一个关键方面,它决定了设计零件或产品的最终形状和质量。然而,注塑模具并不是吸收熔融塑料流并将其固化的单个部件。相反,注塑模具的各个组件在整个过程中以紧凑的设计结构执行不同的功能。 本文将讨论各种系统和组件以及它们如何影响模具的整体结构和功能。此外,还将简要描述模具制造可能存在的缺陷和材料,以帮助读者做出更好的决策。 让我们来看看吧! 注塑模具的类型 在模具及其类型之前,什么是注塑成型?它是通过在模具内注入液体材料并使其固化来使热塑性零件成型的过程。模具中的型腔模仿了预期零件几何形状的负几何形状。 其次,注塑模具有多种变体,每种变体都具有独特的生产能力以及所含
注塑机具有多种在塑料零件制造中发挥重要作用的组件和功能。阀门浇口是该机器的重要部件之一。此外,阀浇口注射成型技术 是一种独特且有效的方法,非常适合大批量制造。 此外,这些热流道浇口具有特殊的浇口销或阀门。值浇口的主要功能是确保模具内的塑料适当流动。在这里,我们将解释与注塑阀浇口相关的所有内容。其中包括它们的类型、关键设计考虑因素、优点和缺点。 为什么需要注塑浇口设计? 注塑模具设计直接影响塑料模具的结果。当这些浇口设计良好时,它们可以控制模具内熔化塑料流动的方向和体积。此功能可确保塑料不会流向喷嘴而不是流入模具。 此外,浇口设计允许熔化的塑料在冷却之前接触模具的所有区域。因此,它确保塑料
揭开完美注塑成型的秘密!模具周围确保零件形状最完美的小特征是型芯和型腔 。这些功能不仅可以提供精确的尺寸,还可以提高生产率。对它们的功能、它们的重要性以及如何最好地选择材料感兴趣?阅读本指南,了解如何正确型芯和型腔 设计可以改善您的注塑项目! 什么是注塑成型中的型芯和型腔? 您可以轻松区分注塑模具的型芯和型腔部分;它们形成两半,形成一个完整的模具,在此过程中将熔融塑料注入其中。芯部部分负责提供内表面,而空腔形成外表面。 型芯是模具的移动部分,也属于所制造物品的内表面,例如孔、凹槽和底切区域。在具有顶出系统的一半上,核心位置可以使成型过程后零件顺利顶出。因为在打开模具时零件仍留在其上。它
注塑技术的多样化应用背后的原因在于它的多样性。工业制造中使用了多种类型的注塑技术。不仅是塑料,有些还可以生产金属、陶瓷和泡沫制品。 如果您想要制造注塑模具或大规模生产,选择正确的技术对于实现最佳质量和节省成本至关重要。本文将介绍可供选择的技术指南,包括分类类型的特点、应用、选择注意事项以及如何订购注塑件。 什么是注塑技术? 注塑技术通过将熔融材料成型为型腔来生产所需的零件或产品。腔体的几何形状勾勒出所设计产品的 3D 形状。通常,在注射过程中会施加高压,以促进材料流动并在材料固化后保持致密性。 注射成型的历史可以追溯到1872年;两个美国兄弟(Hyatt 和 Isaiah)发明
注塑成型和3D打印都有其独特的优点和缺点。这可能会使为您的项目选择合适的选项变得困难。如果您想要创建定制原型或需要批量制造零件,3D 打印与注塑成型相比可以为您节省资源、精力和理智。这些技术可能截然不同。让我们帮助您选择! 什么是 3D 打印 3D 打印也称为增材制造,是通过逐层添加材料来根据设计制造零件的过程。部件不是通过切割或塑造材料来构建的,而是通过从底部添加薄片来构建(就像堆叠积木一样)。这使其成为定制产品、原型或小批量产品的理想选择。 3D 打印流程的工作原理 在 3D 打印过程中,一切都始于计算机上制作的 3D 模型。创建零件设计后,下一步是将文件发送到 3D 打印机。 3
注射成型是金属压铸的演变版本,是大规模生产热塑性零件的最经济的方法之一。这种高效工艺的成功取决于模具设计。即使注塑设计中的一个小错误也可能导致重大缺陷,使零件无法使用。 为了帮助设计师和产品开发人员,本指南重点介绍了 15 种常见的注塑设计错误、其潜在后果以及在导致代价高昂的缺陷或生产延误之前及早解决这些错误的实用策略。 注塑模具几何设计中的缺陷 物理特征是注塑错误发生几率较高的核心区域之一。产品设计师,即使是经验丰富的设计师,如果不了解流程的固有限制,也可能会犯错误。几何实体必须遵循标准注塑设计指南,以避免昂贵的重新设计。 壁厚不一致或不正确 壁厚直接影响材料流动、冷却速率和结
对于 MedTech NPI 采购经理、生物医学工程师和 QA 总监来说,将新设备推向市场是一个令人兴奋且重要的旅程。医用注射成型与常规制造有很大不同,因为它需要高度重视风险管理、严格遵守 FDA 法规以及仔细跟踪材料。通过不明确的经纪商平台采购关键组件可能会带来严重的监管挑战。本指南重点介绍了医疗器械注塑成型时需要考虑的关键因素,从选择兼容灭菌的聚合物到与经过 ISO 7 级认证的工厂合作 和8 洁净室。 医疗器械制造的利害关系:为什么合规性不容协商 医疗器械制造的运营受到 FDA 和 EMA 等监管机构的持续审查。在这个领域,注塑不仅仅是塑造塑料——它是一门严格的、有大量记录的工程学
注塑成型是一种流行的塑料零件制造方法。该技术对于大批量生产非常有效,可保持可重复性和成本效益。然而,模具、工艺变量和原材料质量的任何偏差都会导致成型零件出现各种缺陷。注塑中的流痕是影响光洁度和美观度的主要缺陷之一。 了解流痕的性质可以帮助您生产完全符合设计规格的无缺陷零件。那么,我们来详细讨论一下流痕的类型、产生原因以及预防策略。 什么是注塑成型中的流痕? 流痕又称流线,是注塑过程中塑料材料表面形成的波状线、条纹或图案。虽然它不会影响材料的结构完整性,但它是一种外观缺陷,会降低产品的美感,导致感知质量和消费者可接受性降低。 流线通常沿着型腔内熔体流动的方向,通常出现在浇口附近或尖角周围
尖角可能会给设计带来明确的外观,但在某些制造过程中,它们可能预示着麻烦。注塑成型是最明显的例子之一,锋利的边缘带来的问题多于好处。 如果您仔细观察模制塑料零件,您可能会注意到很少出现锋利的边缘。这不是疏忽,而是根据熔融材料流动、冷却速率以及与模具的相互作用做出的深思熟虑的设计决策。 本文探讨了在注塑成型中添加尖角的挑战、注塑零件上角的主要类型以及有助于创建美观和结构良好的塑料零件的设计规则。 注塑设计中尖角的挑战 因此,如果我们理解为什么尖角会导致问题,事情就会变得简单得多。以下是主要技术问题、注射过程中模具/零件内部发生的情况以及由此问题导致的注射成型缺陷。 应力集中 发生的
您是否需要一些高质量的塑料零件,但担心注塑模具和工装的高成本?如果是这样,有几种注塑成型的替代方案可以提供相同的质量和精度。 热成型、3D 打印、吹塑和 CNC 加工等替代塑料制造工艺对于原型制作和小批量生产来说甚至是经济实惠的。它们可以灵活地应对复杂的设计、定制和重复迭代。 本文将讨论七种注塑成型替代方案以及如何为您的项目选择最佳的一种。 塑料注射成型及其替代方案 注塑成型是一种先进而精密的塑料零件制造工艺,适合大规模生产。该技术通过将热塑性材料熔化并将其注入模具中来成型,该模具具有所需零件的精确负几何形状。熔融塑料在型腔内流动并在从模具中顶出之前固化。 制造商通常使
树脂





