工业4.0先进制造技术信息网站!
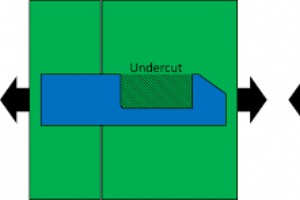
底切注塑成型处理复杂的形状和设计,可防止从模具中取出零件而不会造成任何损坏。注塑成型中的底切特征通常会增加任何设计的整体复杂性和相关成本。由于这些原因,最好尽可能避免使用它们。 在本文中,我们将详细探讨注塑成型中的底切,以及用于创建底切的各种方法。 注塑成型中的底切:简要概述 底切成型是创建钩子、凹槽和其他对零件功能有直接影响的元素的基本过程。因此,当您的注塑成型设计具有这些特征时,绝对有必要包括底切。 那么,是什么让底切如此重要,以至于在某些设计中您无法避免它们呢?以下是需要底切注塑成型的 5 种最常见情况。 联锁功能: 卡扣或闩锁功能,或任何便于组装和功能的类似功能。 侧孔

注塑成型在生产塑料零件和设计中起着至关重要的作用,而且它是一个相当简单的过程。然而,制造商在处理压配合连接时往往会面临一些制造困难,尤其是在没有挤压肋的帮助下。 这些微小的结构确保了生产过程的顺利进行。此外,它们还确保您正在处理的不同部件在整个生产过程中牢固地结合在一起。本文将讨论什么是压筋以及它们在成型零件中的重要性。 什么是 注塑成型压筋 ? 注塑成型挤压肋是添加到成型设计中的小型突出特征,以支持和提高压配合连接的稳定性。这些结构通常是直径约十分之一英寸的小表面。它们需要在装配在一起的零件之间有大约 0.01 英寸的干涉才能发挥最佳效果。 Crush ribs 塑料设计经常用于孔或

飞边是注塑成型中最常见的缺陷之一。它是分型线上的薄塑料层或模具的两个不同表面相遇并形成边界的任何其他部分。这些区域会产生膨胀和其他参数的差异,这可能有助于增加闪光的机会。 处理注塑成型飞边很简单,但它需要额外的资源并影响工艺的整体效率。此外,去毛边——手动或自动去除毛边——也会对产品质量产生负面影响,并可能损坏模具,从而导致更高的成本和其他损失。这就是为什么在注塑项目中尽量减少飞边缺陷如此重要。 要解决注塑成型飞边问题,首先要识别它们,然后通过有针对性的方法有效地解决它们。这样做将确保最快的结果,并帮助您指明优化注塑工艺和消除所有缺陷的正确方向。 什么是注塑成型中的飞边? 注塑成型飞边

与其他制造技术相比,塑料注射成型具有多项优势,已成为全球制造商最流行的技术之一。这种技术涉及使用塑料树脂,它的多功能性是一个受欢迎的特点。 然而,当今市场上有许多塑料树脂,为项目选择合适的塑料树脂可能有点挑战。在为塑料注射成型选择树脂时,请始终牢记您要处理的项目要求。考虑到这一点,选择合适的塑料树脂就变得容易了。 继续阅读,我们会为您提供需要考虑的因素以及用于注塑成型的最佳塑料树脂。 塑料树脂是由什么制成的? 什么是塑料树脂?塑料树脂是原油精炼过程中得到的副产品之一。由于原油含有不同类型的化学物质,因此要获得一种独特的化学物质需要一个蒸馏过程,通过加热油来实现。 裂解是用于改变这种

原型旨在准确了解您的产品在真实场景中的外观和行为。制造业中有不同的原型制作工艺,从 CNC 加工到 3D 打印。这些过程的美妙之处在于它们的速度和成本友好,因为它们中的大多数使您能够廉价地生产原型。快速加工是用于生产原型的另一种工艺。 与其他原型制作工艺不同,该工艺应用于小批量注塑成型可帮助制造商以低成本和快速的方式生产工具和项目零件。使用这种方法制作原型有助于展示产品的不同部分如何工作。 请继续阅读,因为我们对快速工具、它是什么、所涉及的流程、如何制造快速工具及其优点和局限性提供了深刻的见解。 快速模具概述 也称为桥接工具或原型工具,这是产品开发的步骤之一。它涉及手动加载嵌件、库存模
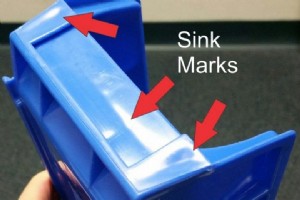
注塑成型是制造美观快速原型和塑料生产零件的绝佳制造工艺。但如果生产过程没有严格的控制制度,塑料成型件可能会出现缩痕等缺陷。 那么,注塑成型中的缩痕是什么?为什么会发生这种情况?作为制造商,您如何防止它们发生?继续阅读,我们将为您提供这些问题的答案以及您需要了解的有关缩痕的重要信息。 什么是注塑成型中的缩痕? 缩痕是注塑件表面的缺陷,其壁厚 .换句话说,凹痕注塑成型发生在成型零件的较厚部分,这种缺陷看起来更像是其表面的凹坑或凹槽。产品的某一部分更厚,这意味着它包含更多的部分。此外,这些较厚的区域延长了它们的冷却时间。相比之下,与模具钢接触的塑件外部往往冷却得非常快。 因此,成型部件的外部
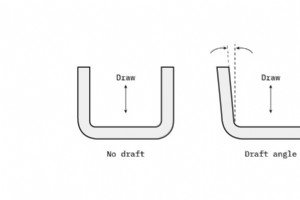
设计注塑成型的拔模角度可能很麻烦。作为设计师和工程师,我们喜欢使用易于阅读、测量和修改的笔直、垂直模型。 然而,当需要根据我们的设计实际制造组件时,我们需要处理可能影响功能、合身性和美观性的梯形形状。这种梯形形状是注塑成型要求设计具有拔模角的零件的结果。 什么是拔模角? 拔模斜度是应用于注塑成型部件垂直壁的锥度,以帮助将部件从模具中脱模。 拔模斜度是注塑定制零件的必要特征。注塑成型的功能部件必须具有面向型腔和型芯侧的拔模斜度。这将降低零件损坏的风险,并确保它们可以从机器中弹出。 当熔融塑料流入闭合模具并填充型腔时,材料在冷却后在模具内收缩,从而夹住型芯。 为什么拔模斜度对于注塑

集线器提供哪些 SPI 表面处理? 此表包含我们提供的所有 SPI 注塑成型表面处理。 完成 SPI* 标准 整理方法 典型表面粗糙度 Ra (μm) 超高光饰面 A-1 3 级,6000 砂砾钻石抛光 0.012 到 0.025 高光处理 A-2 6 级,3000 砂砾钻石抛光 0.025 到 0.05 普通光面处理 A-3 15 级,1200 砂砾钻石抛光 0.05 到 0.10 精细半光饰面 B-1 600 砂纸 0.05 到 0.10 中等光面处理 B-2 400 砂纸 0.10 到 0.15 普通半光处理 B-3 320 砂纸 0.28 到 0.32 精细哑光效果
哪个更适合用于生产主要飞机结构的热塑性复合材料 (TPC) 胶带的原位固结 (ISC),聚醚醚酮 (PEEK) 或聚醚酮酮 (PEKK)?本侧边栏展示了 PEEK 与 PEKK 的争论,这是关于 ISC 是否是真正的一步法、非高压釜 (OOA) 过程的更大讨论的一部分 可以满足未来飞机生产的成本和生产率目标——即 A320 新型单通道喷气客机每月 60-70 架飞机。 替代方法是使用两个步骤 :通过自动纤维铺放 (AFP) 铺设热塑性复合带,然后在高压釜或热压机中固结。有关详细信息,请参阅“将热塑性复合材料航空结构加固到位,第 1 部分”和“第 2 部分”。(另请参阅 Jeff Sloan 最

航空航天防御制造会议 (AeroDef) 每年由制造工程师协会(SME,Dearborn,MI,US)举办。 AeroDef 2018(3 月 26 日至 29 日,美国加利福尼亚州长滩)有超过 225 家参展商和 100 多场会议报告。 连续波 聘请了 Abaris Training Resources, Inc.(美国内华达州里诺)的 SME 成员和直接服务经理 Lou Dorworth,就今年活动中以复合材料为中心的亮点进行报告。 SME 的 AeroDef 2018 为复合材料爱好者提供了很多东西,包括关键复合材料(加利福尼亚州亨廷顿海滩)的会前参观和两个一流的 3 小时复合材料研讨
特殊化学品公司 Gabriel Performance Products(美国俄亥俄州阿克伦)于 4 月 6 日宣布收购 Royce International(美国佛罗里达州萨拉索塔)。 Royce 是特种环氧树脂、稀释剂、固化剂和添加剂的定制解决方案供应商。这些以 RoyOxy 商标出售,用于 CASE(涂料、粘合剂、密封剂和弹性体)应用。 Royce 的技术销售和研发团队致力于为客户提供定制化的解决方案。 “收购 Royce 进一步扩大了 Gabriel 为涂料、粘合剂和复合材料市场提供的解决方案,”Gabriel 首席执行官 Seth Tomasch 说。 “罗伊斯多元化的产品组合
Gino Francato,Sabic(美国马萨诸塞州匹兹菲尔德)复合平台的全球业务负责人; Airborne 首席执行官 Arno van Mourik(荷兰海牙);西门子(美国马萨诸塞州沃尔瑟姆)的产品和市场战略总监 John OConnor 讨论了这三家公司合作开发一种名为 UDMAX 的热塑性层压板制造系统。 您可以收听上面的 CW Talks 或: CW 谈话:iTunes CW 讲座:Google Play
阿科玛公司(美国宾夕法尼亚州普鲁士之王)于 4 月 9 日宣布,3DXTech(美国密歇根州拜伦中心)现已推出直径为 1.75 毫米和 2.85 毫米的新型 Kynar PVDF 和 Kepstan PEKK 长丝,并以火线商标。 Kynar PVDF 几十年来一直在最苛刻的工业应用中受到信赖,这些应用需要耐受各种腐蚀性化学品。 PVDF 具有高达 150°C 的高热稳定性,并且在阳光直射下具有极高的耐久性。 Kepstan PEKK 是一种具有高度稳定化学骨架的高性能热塑性塑料。其半结晶结构兼具机械强度和热强度以及耐化学性和耐火性。凯普斯坦 PEKK 长丝既易于印刷,又具有目前可用的任何
Panacol(德国施泰因巴赫)开发了一种名为 Vitralit UV 4802 的新型光固化粘合剂,用于将耐高温热塑性塑料(如 PEEK)与其他不相容材料粘合在一起。 Vitralit UV 4802 是一种基于丙烯酸酯树脂的光固化粘合剂,它对许多塑料(例如 PEEK、PEN 和 TPU)具有出色的粘合力,这些塑料通常很难用传统粘合剂粘合.它还可以很好地粘附在陶瓷和玻璃上。 Vitralit UV 4802 具有很强的耐热性:测试表明,即使在 150°C 的温度下暴露 7 天后,它仍能保持柔软和柔韧。由于其高柔韧性,该粘合剂非常适合粘合薄且可弯曲的材料。 Vitralit UV 4802

Tri-Mack Plastics(布里斯托尔,RI,美国)使用该演示部件展示了它如何将连续纤维复合结构与注塑包覆成型相结合。 CW 于 6 月 13 日至 14 日举行的复合材料包覆成型会议将探讨这一快速发展过程的材料和工艺。 在他们的大部分历史中,复合材料制造和热塑性塑料注射成型都生活在自己的世界中,由共同的聚合物 DNA 联系在一起,但被有效地分割这两个行业的工艺差异分开。 注塑成型是高度自动化的、依赖机器的、体积驱动的并且注重周期时间。零件质量主要来源于良好的过程控制,并通过随机检查进行验证。树脂几乎完全是热塑性的,而且大部分时间是未增强的。注塑成型的技术创新充其量是渐进式的。主

Smart Containers Group 的 SkyCell 多材料集装箱 集装箱化,或将较小的货物集中在一个较大的集装箱中,于 17th 首次用于煤炭运输 世纪英格兰。这个想法已经演变成现在在集装箱船、火车和卡车上看到的无处不在的可堆叠多式联运集装箱。同样,商用飞机行业开发了称为单位装载设备或 ULD 的轻型集装箱版本,用于将飞机上的货物装箱。在复合材料密集型 ULD 的 CW 中已经报道了一些努力(例如,这里:https://www.compositesworld.com/news/tencate-advanced-armor-usa-will-fabricate-composit

DIAM 24 三体船参加环法自行车赛 a la Voile 赛事。 快到 2018 年环法自行车赛的时候了——不,不是那辆自行车,而是环法自行车赛 à la Voile。这是一场沿海帆船比赛,参赛者驾驶小型三体船沿着法国海岸从敦刻尔克到尼斯从一个港口航行到另一个港口。 7 月 6 日开始,7 月 22 日结束。 这是一个单一设计的帆船赛,这意味着所有的水手都有相同的船和帆。虽然它自 1978 年以来一直存在,但该比赛在三年前采用了一种新的船型设计,称为 DIAM 24。该船由 VPLP(法国巴黎和瓦讷)设计,这是一家由 Marc Van 创立的知名造船公司Peteghem 和 Vinc
索尔维(美国乔治亚州 Alpharetta)于 4 月 25 日宣布推出 Evolite F1050,这是一种市场首款具有连续碳纤维增强功能的高性能热塑性复合材料,适用于苛刻的海上石油和天然气应用。 Evolite F1050 是一种单向胶带,结合了 Solef PVDF 的耐化学性和耐温性以及碳纤维固有的高强度性能。 Evolite F1050 的典型油气应用包括海上混合柔性管和热塑性复合管 (TCP)。 索尔维将于 4 月 30 日至 5 月 3 日在美国德克萨斯州休斯顿举行的海上技术会议 (OTC) 上推出 Evolite F1050。
AOC(美国田纳西州科利尔维尔)于 5 月 2 日宣布,其母公司 The Alpha Corporation 已与 CVC Capital Partners Fund VI(卢森堡卢森堡市)签署最终协议,将被收购。 AOC 是全球领先的复合材料和浇铸聚合物树脂化学品生产商。该公司为汽车、船舶、腐蚀、建筑和基础设施等领域的客户制造聚酯和乙烯基酯树脂、胶衣、着色剂分散体和特种添加剂。该公司在美国、加拿大、墨西哥、欧洲和亚洲设有生产设施。 交易完成后,CVC 旗下的 AOC 计划与总部位于瑞士的力联思(瑞士沙夫豪森)、优质树脂制造商和 CVC 投资组合公司密切合作,打造该行业的全球领导者。 A
飞机结构供应商 Premium Aerotec(德国奥格斯堡)已开发并制造了空客 A320 主要结构的主要部件,该主要部件采用具有热塑性基质的碳纤维增强塑料 (CFRP)。 A320系列压力舱壁的全尺寸和接近生产的演示器由该公司在大约四个月的时间内开发和生产,并于4月在德国柏林的ILA航展上展出。 凭借这一创新,Premium Aerotec 扩展了 CFRP 的应用范围,在飞机机身中使用热塑性基质,远远超出其目前在小部件中的使用。通过与合作伙伴的合作,该公司现在正在证明其有能力开发和制造由具有热塑性基质的 CFRP 制成的大型飞机部件。 压力舱壁演示器由八个相同尺寸的部分组成,使用最先进
树脂