

低压压铸:了解工艺的简单指南
顾名思义,低压压铸涉及在控制良好的低压下将熔融材料注入压铸件中,从而赋予工艺优势。例如,它可以精确制造轴对称车轮,因此汽车行业是该工艺的主要用户。
在外包给压铸服务之前,自己了解该过程很重要。因此,本文将介绍低压压铸、它的工作原理、优缺点以及您可以使用的其他替代方案。
什么是低压压铸?
LPDC 涉及在低压下用熔融金属填充压铸模具。由于在收缩阶段(凝固)期间不断填充模腔,因此它非常准确。这意味着它可以补偿体积的减少。其他属性包括减少氧化物的形成和孔隙率以及熔融金属从上到下的优异一致性。
低压压铸的工作原理是什么?
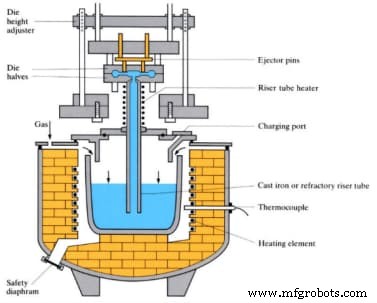
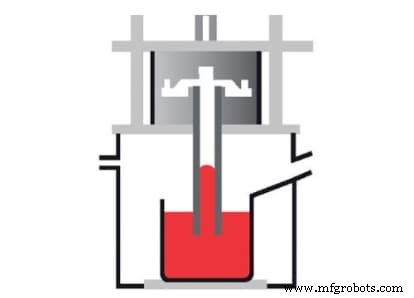
低压压铸使用小压力,通常约为 20-100 kPa (2.9-14.5 psi),而不是重力来填充模具。与传统的压铸工艺不同,它具有独特的设置并使用多台设备。下面是所需的设置和设备的说明。
该过程从熔化炉开始,熔化金属合金并将它们带到铸造温度。例如,铝的铸造温度为 710-720 0 C.
然后,熔融金属将进入模具下方的保温炉,该保温炉起到容器的作用,同时将液体保持在铸造温度。
低压迫使熔融金属通过升管进入模具。液态金属在恒压下移动,直到熔融金属在模腔中凝固。
凝固后,压力释放,剩余的熔融金属通过提升管返回保温炉进行回收。最后,一旦模具冷却,铸件将很容易取出。
的优点 低压压铸
LPDC 具有许多优点,使其成为适用于多个行业的压铸方法。以下是该过程的一些优点。
· 高精度
使用该工艺制造的零件非常准确。这是由于在凝固过程中保持低压。因此,模腔会不断填充,以补偿熔融金属凝固时的体积收缩。由于精度高,是制作车轮等轴对称零件的最佳方法。
· 形成高纯度铸件
由于产生杂质的炉渣很少或没有炉渣,铸件纯度很高。炉渣含量低是由于铸造机的设置造成的。通常,熔渣在熔融金属的表面。然而,由于立管沿保温炉下行,被迫进入型腔的液态金属不含熔渣。因此高纯度的铸件。另外,由于这是一个低压过程,熔渣进入模具的机会也很低。
此外,由于稳定的填充过程,该过程不会导致熔融金属的氧化。稳定性减少或消除了过程中熔融金属的翻滚、撞击和飞溅。因此,不会形成影响铸件纯度的氧化渣。
· 成型性好
由于液态金属流动性的改善,低压填充导致良好的成型性。因此,采用该工艺制成的铸件轮廓清晰,表面光滑。一般来说,该工艺因其高成型性而非常适合制造具有复杂几何形状的铸件。
· 结晶
由于铸件在压力下凝固,它可以结晶并形成致密的结构。因此,通过该工艺制成的铸件是实心的,适用于制造需要良好强度值的零件。
的缺点 低压压铸
虽然低压压铸工艺是获得准确结果的理想选择,但它也有缺点。
· 施法周期变慢
一个缺点是由于低压,它的循环速度较慢。因此,可制造的零件数量少,零件成本高。
· 腐蚀金属部分
腐蚀铝铸件 由于设备的金属部分与熔融金属接触,可能会发生形式。这可能导致高维护成本,尤其是在大型制造设置中。此外,设备金属部分的成分会进入液态金属,影响性能。
· 不适合制作薄壁零件
您可以使用该工艺制造的铸件的最小壁厚约为 3 毫米。因此,与高压压铸相比,它不适合制造薄壁零件。
RapidDirect :您的低压压铸合作伙伴
如果您的项目需要精度、纯铸造和出色的材料特性,那么低压铸造工艺应该是您的首要任务。尽管铸造周期很慢,但为您的项目选择完美的工艺需要经验和知识。因此,尽早获得专家建议是件好事。
联系 RapidDirect 以帮助满足您的制造需求。我们提供低压压铸服务和广泛的其他制造服务,包括 CNC 加工、3D 打印和钣金制造,我们强大的工程团队和工厂可以满足您的要求。
您可以立即通过上传设计文件索取报价,或查看我们的压铸指南,该指南提供了有关压铸技术的更广泛信息,包括其工艺、材料、表面光洁度、应用和成本。
低压压铸与高压压铸
根据部件复杂程度、零件数量和制造预算,低压和高压压铸适用于不同的场景。下面就两者的区别以及低压压铸相对于高压压铸的优势进行说明。
· 循环时间
低压压铸压力范围约为 0.7bar 至 1 bar。另一方面,高压压铸涉及高压(通常超过 1000bars)。
因此,低压压铸的循环时间比高压压铸要短。这一点在后者占轻金属铸件的 50% 左右,领先于低压的 20%。
· 部分强度
由低压铸造制成的零件具有较高的强度值,因为在长时间的恒定压力下发生凝固,形成致密致密的结构。使用高压制成的零件也具有良好的强度值。但是,您无法将它们的强度与使用低压制成的零件进行比较,因为压力高且时间快。
· 铸造质量
使用低压铸造的铸件比高压铸造的质量更高。这是由于收缩导致的体积减小,同时不断向模腔中注入熔融金属直至凝固。
此外,由于存在的炉渣量较少,这些铸件更纯净,并且没有气孔。这与高压铸件不同,高压铸件会因高压而产生气孔,并且熔渣会注入模腔。
· 费用
由于所需的机器,高压压铸比低压压铸产生更高的运营和投资成本。然而,由于其快速的周期时间,它的零件成本较低。
· 厚度
低压铸造是制造厚件的理想方法。但不适用于薄壁零件(不适合3mm以下的厚度)。另一方面,高压铸造可以制造薄壁零件(0.40mm以下)。
的替代品 低压压铸
虽然它有许多优点,但某些条件会限制低压铸造的使用。因此,我们介绍了该工艺的几种替代方案,以及它们与低压铸造工艺的比较。
· 重力铸造
重力压铸,也称为永久模具铸造工艺,是一种利用重力将熔融金属填充到模具中的工艺。适用于铝、铜、镁、锌等有色金属合金。
与低压铸造相比,重力铸造的优点之一是其广泛的相容材料。这与后者在使用铝合金时更受欢迎不同。因此得名“铝低压压铸”。
· 投资铸造
熔模铸造或精密铸造基于称为失蜡铸造的旧工艺。该过程包括通过注塑成型等工艺制作最终产品形状的蜡模 或 3D 打印 .
将蜡浸入具有控制厚度的陶瓷浆料中以形成模具。蜡固化后,预热模具并去除蜡以形成金属外壳。然后可以将熔融金属注入模具中,并遵循适当的程序
熔模铸造比低压铸件更精确,因为蜡模来自精确的制造工艺,例如 3D 打印。而且,陶瓷不会膨胀。
· 砂铸
砂型铸造是在称为铸造厂的专业工厂中使用的最常见的金属铸造工艺。传统工艺包括使用沙子、粘土和水制作模具,用熔融金属填充模具,并在完成时将模具拆开。 压铸与砂型铸造 比较主要基于您正在使用的金属类型。当您想使用高温金属时,砂型铸造优于低压铸造。
结论
低压压铸涉及以相对较低的过压将熔融金属(主要是铝)注入模具中。该过程的周期时间很短。此外,它对于制造具有复杂几何形状的铸件具有高度的准确性,并提供具有出色材料性能的纯铸件,使其成为许多行业的顶级工艺。本文介绍了它的工作原理、优缺点以及您可以使用的其他替代方案。
您对流程有任何疑问吗?请联系 RapidDirect。您还可以上传您的设计以获取报价,并了解我们如何支持您的压铸需求。
常见问题解答
为什么铝适合压铸?由于重量轻,铝是最常见的压铸材料。尽管它很轻,但铝铸件具有很高的抗拉强度。此外,铝铸件还有更多的表面处理选项。因此,它们比其他有色金属材料更美观。
压铸有哪些类型?
压铸有两种类型:高压压铸和低压压铸。这两个过程在设置上是相似的。但是,它们的工艺和性质不同。因此,它们适用于不同的场景。
由于高铸造周期,高压铸造具有更广泛的应用。但低压铸造精度更高,适合制作轴对称零件。
工业技术