
工业4.0先进制造技术信息网站!

工程师喜欢咖啡,没有它,我们所知道的社会可能会停止运作。因此,当然,我们的设计工作室配备了必备的晚餐式咖啡机,它会喷出几加仑浑浊而温暖的“咖啡”,这种咖啡以某种方式既苦又完全无味。这并不是说无效,同样的咖啡机可能推动了数十年的惊人产品,从臭名昭著的 Osborne 计算机、Matrix 中的 Neo 眼镜,到像 Hatch-Baby 系列产品这样的现代乐趣。然而,一些像我这样更挑剔的工程师已经习惯了自这家餐厅庞然大物成立以来咖啡世界的巨大进步,所以我在办公桌上放了一个电热水壶和 Chemex 冲泡器,以便每天冲泡。咖啡研磨机工程不是我认为自己会涉足的领域。好吧,我来了…… 像许多

在注塑件的产品开发中,我们都希望产品外观漂亮。在业务中,我们希望项目能够顺利进行,因为从来没有真正的时间和金钱来应对故障和延误。因此,在您的第一件注塑成型零件的正面 A 表面上发现一个大凹痕,并且它应该在生产中也具有闪亮的表面,这可能会导致如何解决这个问题以及如何解决的下沉感它快。 该怎么办?您可以将产品的徽标徽章粘在上面,但已经计划将其放置在其他地方并隐藏零件的注塑浇口。也许另一个徽章?在注塑模具加工和零件设计中都有更好的方法来解决这个问题。 消费者化妆品脸上的缩痕,分配产品。 那么为什么会发生汇?零件注射成型塑料材料中的差异冷却,通常在塑料零件壁的较厚部分,如内部

设计婴儿产品应该很有趣,至少一开始是这样。除了为什么我们应该期望婴儿是挑剔的顾客?并不是说他们已经有了功能期望或品牌忠诚度。但是他们确实知道自己想要什么,并且在探索自己的世界时会发现设计中的任何小缺陷。 这将安全考虑放在首位。似乎当我们还很小的时候,我们就更擅长让自己陷入孤立无援的新事物的麻烦之中。无论是无人监督的时间和好奇心是否是真正的问题,我们孩子的产品都必须尽可能避免发生事故。为此,CPSC、CPSIA 规则、ASTM 标准、FDA 和其他联邦法规等存在许多安全标准。这就是为什么拥有一位对安全要求有深刻理解的经验丰富的产品开发合作伙伴作为团队的一部分如此重要的原因,这样您的年轻客户及

注塑件是中大批量产品的绝佳解决方案。根据产品、每年的目标销量、商品成本和计划的维修策略,模制塑料凸台提供了一种低成本的方式来对齐零件,并提供用于安装组件和固定外壳的紧固件选项。但是,需要在塑料零件中设计和放置安装凸台时进行适当考虑,以避免不必要的外观缺陷和适当的强度,以避免设计失败。 老板大大简化了这种服务点血液分析仪的零件数量和组装,但要小心必须注意的是,所示的内部特征不会在顶盖的另一侧造成瑕疵。 可以找到许多用于创建凸台的注塑模具零件设计建议,但这些指导原则往往与自身不一致。这些建议可能会有所不同,具体取决于它们是由螺纹成型螺钉制造商、注塑成型合同制造商、总装团队,甚至有时是工业

我们一直在讨论注塑零件中可能出现的不同挑战和缺陷,这些挑战和缺陷会导致外观缺陷、这些零件的内应力并导致上市延迟,以及如何设计注塑零件以防止这些问题。我们在注射周期后的注塑成型零件翘曲中提到过但未涉及的一个方面。这是由新成型零件中塑料的不同冷却引起的,并且可能是由于材料厚度、内部特征或壁连接处、零件纵横比和注射成型工艺的不同造成的。 驱动缩痕的相同条件会导致整面墙翘曲出平面。 注塑成型的塑料零件翘曲确实是它自己的挑战,可能会有点意外。尽管使用 3D 设计 CAD 文件进行模流分析可以帮助预测这一点,但有几个参数会影响翘曲,而不仅仅是零件几何形状,因此预测并不准确。通常,由于塑料零件中的内应

拔模是注塑零件设计中零件侧面倾斜表面的必要条件,以便它可以从模具中出来。注射成型零件的这些表面可能是平行的而不是锥形的,但是零件可能会粘在金属模具中,或者至少在移除时刮擦新形成的塑料侧面。 锥形侧面 - 拔模 - 使成型零件可以轻松从金属模具中取出。 事实上,草案是注塑件产品设计的一个关键方面,因为如果早期没有正确考虑,它可能会对预期产品的外观、形式和装配造成严重破坏。塑料注射成型零件的设计师和机械工程师必须考虑设计意图、零件对齐和制造的简易性。 用于注塑制造的蓝色 5 面外壳在左侧需要拔模面可以从右侧所示的金属工具中移除。实际的注塑工具是…… 非常复杂的模具,带有对齐特征、顶出器、

我们之前已经讨论了有关成功零件的注塑成型零件设计的几个问题和技术。这些通常是新产品发布能否顺利进行、获得大量客户满意度的关键问题,或者导致推出延迟、成本超支和大量产品退货。我们提到的一个重点是产品开发团队与注塑商及其工具制造合作伙伴之间的关系。在这里,我们将更加关注这一点,因为向制造团队的平稳过渡是顺利完成的关键。 在完美的产品开发世界中,由工业设计师和工程师组成的产品开发团队会在流程的早期就开始与选定的注塑制造商密切合作。可以主动做出相互依赖和驱动的决策,以便制定出最佳前进道路。 在现实中,当采购活动试图选择或加入制造供应商时,这种交互以及反过来的重大决策常常被推迟、给予较低的优先级
每个人都听说过餐巾纸素描的故事。出色的新产品首先在餐巾纸上勾勒出来,将一个想法传达给许多人。我听过的最古老的例子是一位工程师说的P-51 野马战斗机在餐巾纸上勾勒出来,来自老板。这是对现有设计的一种变体,但无论如何,从那张餐巾纸到历史上最有效的战斗机之一,它在保持世界自由方面发挥了至关重要的作用,这意味着它是一个非常好的餐巾纸草图。但是草图需要比线条图更多的定义。它改进了当前的现状,并带来了许多其他要求,这些要求推动了任务范围、速度和降低建造成本等已知限制,仅举几例。对于这个非常成功的项目来说,餐巾草图并不是产品定义的开始和结束,虽然它被写下来产生了影响,但它仍然需要用更大的需求和目标列表

COVID-19 大流行造成的普遍破坏和悲剧的一个意想不到的好处是湾区的交通要轻松得多。这让我可以走一条更快的路线上下班,这条路线恰好带我经过洛斯加托斯的瓦索纳水库。 经过几周的车程经过风景优美的公园后,我知道我必须出去钓鱼,但由于我只会在晚上回家的路上停下来,我知道我想最大限度地提高效率。对我来说,这意味着带上一辆自行车,这样我就可以覆盖公园内的很多地方。由于之前的通勤,我已经拥有一辆 Brompton 折叠自行车(本身就是一件漂亮的工程),它非常适合我汽车的小行李箱。 唯一的问题是弄清楚如何在没有钓鱼竿妨碍的情况下骑自行车几英里。有一些商业产品,但它们通常需要工具来安装/拆卸,幸运

耐腐蚀性对于在各种应用中使用的金属至关重要,在这些应用中,污染可能会在生产过程中或产品的最终使用过程中产生破坏性影响。尽管原始不锈钢具有高度的耐腐蚀性,但加工后的零件和组件上通常会存在油脂和油、碎屑和化学品的表面污染。钝化过程清除这些污染物,目的是提高金属部件的耐腐蚀性。 什么是不锈钢钝化? 钝化是一种非电解精加工工艺,用于提高不锈钢部件制造后的耐腐蚀性能和防锈性。不锈钢的成分包括铁、铬和各种其他有色金属,具体取决于具体合金。 生锈需要铁的存在,因此从金属表面去除铁分子会产生大量的铬分子,而这些分子是天然惰性的。铬分子的大量存在会形成一个厚的、非相对的、钝化的表面,在该表面上不易生锈。 钝
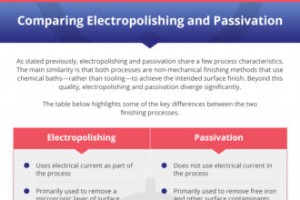
行业专业人士使用金属精加工技术来提高金属零件和产品的功能和美学品质。对于不锈钢材料,电解抛光和钝化是两种最流行的表面处理方法。 这两个过程有一些相似之处,但归根结底,它们之间有明显的区别。虽然两者都在其操作中使用化学浴,但电解抛光还结合使用电流来去除材料的微观表面层以实现光滑的表面,而钝化是非电解的,可产生无污染的表面光洁度,并具有增强的耐腐蚀性。 根据零件规格,任一过程都可以作为精加工解决方案。然而,决定哪一种最适合不锈钢零件需要全面了解每个工艺的工作原理以及它带来的材料优势。以下博文概述了电解抛光和钝化之间的异同,以及在不锈钢项目中选择两者时应牢记的注意事项。 比较电解抛光和钝化
光纤激光器自 1998 年问世以来,在 2011 年变得更加流行,当时具有广泛应用的新型纳秒单元被引入市场。光纤激光器与更常见的气体激光器共享市场。然而,光纤激光打标机因其诸多优点而越来越受欢迎。 什么是光纤激光打标? 光纤激光打标是指使用光纤激光束在物品上留下印记的过程。打标机从光中提取集中能量并将其用作激光束。光线通过一个 f-theta 透镜,该透镜旨在将其焦点保持在整个平原上,而不是仅仅聚焦在一个点上。集中的激光束在穿过材料表面时会留下明显的标记。 不同的材料以不同的速率吸收光波长,因此不同类型的光纤激光机提供不同的光波长。 光纤激光打标的好处 在打标方法(包括替代激光打标技术
齿轮或轴是与另一个轴的齿啮合以连续传递旋转动力的齿轮。工程师可以混合搭配不同直径的齿轮和轴,以改变这些部件旋转的力和速度。 轴在航空航天、农业、汽车、消费品、运输、石油和天然气、采矿和工业制造领域有多种重要用途。这些工具在各种机械设备中产生和引导力,从汽车和飞机到机器和电器。 在这篇博文中,我们探讨了轴制造过程的几个方面,以及我们如何使用创新技术为我们所服务的行业制造轴。 轴制造过程的工作原理 用于制造轴的最常见工艺是通过 CNC 车削。使用这种技术,工人或自动化过程将材料棒固定或夹在夹头上并旋转它们。在旋转时,专用工具使用切割和其他减材工艺来创建和塑造最终产品。 FZE 使用许多不同
CNC 加工是一种减法过程,它使用精密切割和成型工具将工件雕刻成预编程的最终产品。由于 CNC 机械几乎完全由计算机化流程驱动,因此它可以在高生产速度下设计具有严格公差的对象。这意味着使用 CNC 加工的设施可以以实惠的价格准确地生产高度复杂的金属、塑料以及有机或木质零件。 尽管 CNC 加工的可重复性意味着它可以完成大批量生产,但许多制造商也将其用于零件原型制作。设计师可以使用 CAD 软件创建多个产品蓝图和变体,然后机器可以构建这些蓝图,以便可以比较每个原型。如果制造商在原型中发现问题,他们可以轻松地在 CAD 软件中更正并设计新的原型,而无需彻底检修生产过程。 由于这些原因,越来越多
在瑞士加工中,工件被巧妙地安装在 CNC 控制的旋转滑块上。该滑块将材料放置在靠近切割工具的位置,同时通过多轴系列切割工具执行多种功能。 这导致零件以这样的方式被仔细加工,因为它们与切削工具同时移动,因为同时执行多个过程,限制了跨各种机床的多个步骤的需要。这种方法可为大批量订单提供准确的性能、更快的周转时间、严格的公差和成本竞争力。 高产量瑞士加工的好处 越来越多的行业看到了瑞士机械加工的好处,包括: 农业 建筑 航空航天 汽车 电子产品 发动机/摩托车 枪支 工业设备(机器部件、阀门、连接器) 海洋和休闲 医疗 计量 石油和天然气液压 草坪护理 瑞士机加工因其提供的众多优势而获得成
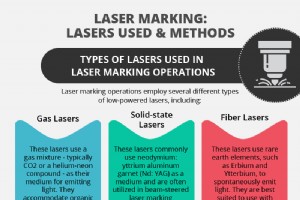
激光打标 操作 类型 优点 应用程序 材料 差异化 服务 激光打标是一种非接触式、非减法制造工艺,它使用激光在物体表面产生半永久性或永久性印记。它不是从物体上去除材料,而是在表面的小局部区域增加轻微的变色。与其他标记技术相比,这种质量使其更适合用于敏感或小零件。行业专业人士经常使用该过程在成品零件和产品上添加不同的信息标记,例如识别号和评级。以下文章全面概述了激光打标过程,包括概述所使用的各种类型的激光器、激光打标方法、优势、应用和工作材料。此外,它还强调了激光打标与其他利用激光技术的工艺之间的差异,并讨论了 FZE Manufacturing 提供的激光打标功能。 用于激光打标操作的激光器
焊接是一种高度通用的制造工艺,用于熔合或连接金属部件和结构,适用于广泛的行业和应用。用于创建这些不同组件的焊接方法类型因多种因素而异,包括零件设计、材料和生产要求。在下面的文章中,我们重点介绍了两种最常用的方法——MIG 焊接和 TIG 焊接。我们讨论了每个流程及其与其他流程的比较。 什么是 MIG 焊和 TIG 焊? MIG焊和TIG焊都是电弧焊的一种形式。弧焊工艺利用电流加热和熔化金属工件(通常是铝、碳钢或不锈钢)和/或填料。一旦材料冷却并固化,就会形成焊缝,将两个或多个单独的部件连接在一起。 MIG焊接方法与TIG焊接方法的主要区别如下: MIG 焊接— 金属惰性气体 (MIG)

激光打标允许制造商使用高精度的半永久性或永久性标记来标记零件或组件。与激光雕刻或激光蚀刻不同,激光打标是非减法的,不会损坏实际材料。这使其在一系列行业和应用中非常通用,让公司可以为各种金属(包括铝)添加序列号、零件号和其他详细信息。 近半个世纪以来,FZE Manufacturing 一直提供铝材激光打标和其他制造解决方案。无论您属于哪个行业,我们都可以与您和您的特定应用需求合作。 什么是激光打标? 激光打标使用集中光束在您的组件材料上添加非常精确的标记。该过程会在您的材料中产生高对比度的颜色变化,不会像蚀刻或雕刻那样改变或去除任何底层材料。这使得激光打标成为制造商的首选解决方案,这些制造
机加工是一个广义的术语,包括使用机床从工件上去除材料层以生产所需零件或产品的制造过程。它可以分为多种分类,例如手动与数控、三轴与五轴、垂直与水平。每个工艺变体都具有独特的优点和缺点,使其适用于不同的制造项目。下面重点介绍立式加工。 什么是 VMC 加工? VMC 加工是指利用立式加工中心 (VMC) 的加工操作,VMC 顾名思义,具有垂直定向的机床。这些机器主要用于将金属原块(例如铝或钢)加工成机加工部件。它们可用于执行各种机加工操作,包括但不限于:切割、钻孔、攻丝、锪孔、倒角、雕刻和雕刻。这种多功能性加上它们相对较低的成本,使它们成为一种非常常见的机加工车间工具。 VMC 加工的优势

不锈钢作为一种带有氧化铬保护层的坚固材料,当保护表面被磨损时,它就失去了耐腐蚀性。传统的标记和蚀刻工艺通常使用腐蚀性化学品和研磨材料,而墨水标记会随着时间的推移而磨损。为了避免这些问题,FZE Manufacturing Solutions 使用专门的激光技术在各种不锈钢部件上创建持久的标记。 什么是激光打标? 激光打标 使用高度集中的光波在材料表面形成永久性标记。与激光雕刻和激光蚀刻不同,激光打标只是简单地改变材料的颜色,而不会破坏表层。与其他打标方法相比,激光打标成本更低、破坏性更小且更持久。对于不锈钢,激光打标使用光纤产生的放大光对表面下方的材料进行氧化或退火,在不损坏保护外层的情况
制造工艺





