

连铸过程中的电磁搅拌
连铸过程中的电磁搅拌
在钢水连铸过程中,提高铸钢产品质量的方法一直很重要。这对于工艺的发展也很重要。除了修改射流角度和重新制作浸入式喷嘴 (SEN) 形状外,一种能够在钢液和搅拌器之间不接触的情况下控制流体流动的电磁技术已被用作流量控制技术。一种电磁技术是电磁搅拌 (EMS),它通过线性感应电机提供的洛伦兹力产生流体流动。 EMS技术已在钢的连铸中使用了几年,但搅拌液芯的应用效果和后续效益在很大程度上取决于截面尺寸、钢种和产品应用。
自前西德Junghans公司的试验连铸机首次将连铸原理应用于钢材以来,连铸产品的质量越来越受到重视。近年来,随着洁净钢生产的重视,对铸件的显微组织和成分均匀化提出了更高的要求。钢水在结晶器中流动的化学成分、凝固条件和性质影响铸件的表面质量和内部组织。 EMS技术的应用促进了链中等轴晶区的形成。使铸件凝固组织细化,夹杂物含量降低,铸件表面、亚表面和内部组织质量得到改善。
在连铸过程中,钢水被注入模具中。最终的钢壳是在从模具中开始并在钢绞线中继续凝固之后获得的。诸如搅拌器和制动器之类的电磁装置是众所周知的用于提高最终铸造产品的质量和铸造速度的技术。最终壳在微观结构和表面开裂方面的主要缺陷可能与模内现象直接相关,例如温度变化、钢水速度和压力、自由表面行为和夹渣,这些都是主要原因最终产品中的缺陷。值得一提的是,还有另一种电磁装置也用于连铸机,称为电磁制动(EMBR)。该设备主要安装在模具中,类似于线性EMS,但使用的是直流电而不是交流电。
EMS是控制钢水连铸凝固过程的直接而强大的技术。 EMS 的一个显着但不是唯一的优势是提高了铸件中心线的结构和化学成分的质量和均匀性。生产力优势伴随着质量改进。实验结果表明 EMS 对钢的微观结构有有益的影响,例如通过增加等轴区宽度。应用 EMS 可以有效减少钢绞线中几种类型的缺陷。预计气泡和孔隙度也会受到 EMS 的显着影响。据进一步报道,EMS提高了连铸工艺的良率和生产率。
EMS在连铸工艺中的应用历史比较悠久,EMS的首次尝试可以追溯到1960年代。在连铸工艺开始工业化生产钢材大约十年后,EMS 被引入连铸机。已经表明,EMS 也会影响夹杂物和气泡。 Strand EMS在1970年代后期打开了EMS在连铸机上真正应用的大门。钢绞线 EMS 的目的是为了抑制中心偏析,获得较高的等轴区比率。之后,开发了模内 EMS(图 1),通过抑制非金属夹杂物和氩气气泡进入凝固壳来提高铸钢产品的表面质量。
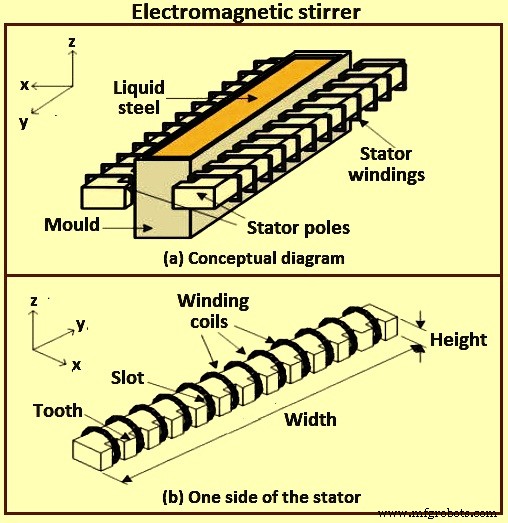
图1电磁搅拌器
为了获得连铸工艺的高生产率,EMBR 在 1980 年代被开发出来以稳定连铸结晶器中的钢水流动。第一种 EMBR 是产生局部磁场,在 SEN 端口附近安装了一对直流(直流)磁铁。施加的场直接“制动”来自 SEN 的排放流。第二种EMBR是水平磁场,在模具宽度方向上的均匀磁场在磁场区域以下形成栓塞状流动。第二种EMBR是流动控制(FC)结晶器(在连铸结晶器上部施加一对水平磁场,同时稳定弯液面流和沿结晶器窄面的下降流) )。目前,EMS和EMBR的结合也得到了发展。
为了控制过程并防止最终产品出现缺陷,该过程已通过EMS和EMBR等电磁设备进行了改进。主要区别在于搅拌器在交流(交流)电流的供应下工作并产生动态磁场。制动器是由直流(直流)电流供电的永磁体或电路。因此它们产生恒定的磁场。尽管存在差异,但它们基于相同的想法,即磁场与金属流的叠加会产生洛伦兹力,该力可以根据工艺设计驱动流动。模具中发生的物理现象是一个多物理问题,包括液体流动、多相分析、电磁计算、传热和凝固过程,这些物理相互依赖。
众所周知,施加到导体(无论是固体还是流体)的交变磁场(单相或多相)会在导体中感应出电流,从而产生洛伦兹力分布。这种洛伦兹力通常是旋转的,如果导体是流体,它就会开始运动。因此,磁场充当非侵入式搅拌装置,原则上,它可以设计为提供任何所需的搅拌模式。通过流体驱动的稳定电流分布和相关磁场的相互作用也可以影响搅拌。当场频较高时,洛伦兹力被限制在薄的电磁边界层内,磁场的净效应是在边界层内产生切向速度或切向应力。速度或应力的分布与施加场的结构有关。对称配置会导致流线位于环形表面上的搅拌模式,但更常见的是,流线模式是混乱的。
模具区域中的流动由喷嘴和模具几何形状、铸造速度、喷嘴浸没深度、氩气注入和电磁力的应用控制。可选地,电磁力作为静态或移动磁场通过股的厚度施加。静态 (DC) 电磁场在导电的液态钢中感应出电流,这反过来又会产生直接对抗流动的力,因此它们被称为“制动器”或“EMBR”。 EMBR 场包括局部圆柱形场、跨越整个模具宽度的宽“尺形”磁场和双尺形场,有时称为“流动控制”或“FC 模具”场。
电磁力是控制模具中流体流动的重要工具,与其他铸造条件、喷嘴和模具几何形状相结合。方法包括静磁场(局部和标尺 EMBR)和时变磁场,例如 EMS、多模式 EMS、电磁水平稳定器 (EMLS) 和电磁水平加速器 (EMLA)。优化使用可以稳定流动,减少表面缺陷,减少夹杂物,改善微观结构。
移动 (AC) 场起源于电磁搅拌 (EMS),其中从几个系列的磁场中移相场以使净场在股的相对两侧沿相反方向移动引起旋转流动,通常在横向平面中模具(M-EMS)或电磁旋转搅拌(EMRS)。使磁场向同一方向移动,有时称为“多模式 EMS”,可以诱导加速流动 (EMLA) 或减速流动 (EMLS)。电磁力比其他流量控制参数具有优势,因为感应力随钢水流的强度而变化,从而使系统具有在湍流变化下自稳定的理论能力。在实践中,这很难实现。
EMS原理
EMS 利用直线电机的原理。它不同于传统的机械和减压类型,因为它是一种非接触式搅拌器,没有任何部件接触钢水。如图 2a 所示,如果在该线圈(电感器)上施加三相交流电压,则安装在炉底的线圈会产生移动磁场 (H)。由于磁场的作用,在钢水中产生电力,并在流动中产生感应电流(I)(弗莱明右手定则)。根据弗莱明左手定则,该电流与感应器的磁场一起作用,在钢液中感应出电磁力 (F)。这种力称为洛伦兹力。
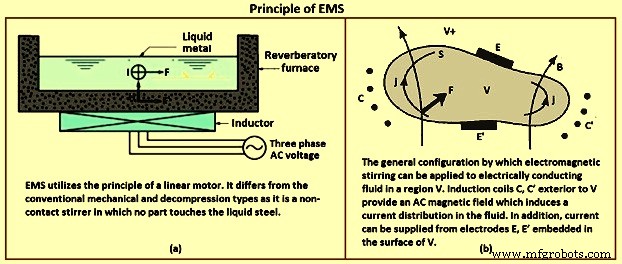
图2 EMS原理
旋转式电磁搅拌器相当于异步电机定子。它通常由三相或有时由两相变频器供电。产生旋转磁场,其在钢液内部的变化产生涡流,涡流与磁场相互作用,产生力(洛伦兹力)。最终结果是产生引起钢旋转的扭矩。产生的扭矩取决于几个因素,即(i)供应电流的强度,(ii)形成线圈的绕组数量,(iii)频率和(iv)系统几何形状。这些参数根据搅拌器类型 M-EMS(模具电磁搅拌器)、S-EMS(钢绞线电磁搅拌器)和 (iii) F-EMS(最终电磁搅拌器)而变化。
因此,磁场充当非侵入式搅拌装置,原则上,它可以设计为提供任何所需的搅拌模式。搅拌器的设计、尺寸、位置等取决于连铸机数据、生产钢种和铸造参数。
EMS 系统产生一个感应为 B 的旋转磁场,它在垂直于 B 的方向上感应出涡流 j,其速度为 v。感应 B 和电流 j 产生电磁力,作用于每单位体积的钢并在钢水中引起搅拌运动。矢量积 (v x B) 显示了电磁场与钢水流动之间的联系。 EMS 引起的钢水速度在 0.1 米每秒 (m/s) 到 1.0 m/s 之间。
当电流 j(x,t) 在存在磁场 B,(x,t) 的情况下流过导体(无论是固体还是流体)时,给定的每单位体积有一个力 F(洛伦兹力)由方程 F=j x B 作用于导体。一般来说,这个力是旋转的,即卷曲 F 不等于 0,如果导体是流体,它不能被压力梯度补偿。在这些情况下,流体必须响应力而移动。这就是电磁搅拌的原理。
通过考虑将不可压缩液体限制在具有表面 S 的有界体积 V 中,并设 V+ 为外部区域。在导体内,B 和 j 与安培定律 (Mo)j =curl B, V x B =0 相关,其中 Mo =4 (pi) x (10)-7(以 SI 为单位)。磁场也可以有外部源,例如,外部域 V+ 中的线圈中的电流(AC 或 DC)。可以考虑的正常情况如图 2b 所示。通过法拉第定律,外部线圈 C、C' 中的电流在导体中感应出电流分布。该电流可以通过直接施加嵌入边界 S 中的电极 E、E' 之间的电势差来增加。因此,可以通过施加与时间相关的磁场或电或两者来感应电流。可以考虑非常广泛的物理条件和同样广泛的应用,特别是在冶金加工领域。
尽管其中一些应用具有巨大的实际重要性,而且 EMS 的基本原理已得到很好的理解,但对 EMS 在除最理想化的情况之外的所有情况下产生的流量的理解仍处于相当初级的水平。
EMS 的类别
EMS 可以根据它在铸造机中的安装位置进行分类。根据设置位置和冶金方面,所有电磁搅拌器可分为三种类型。根据位置和对铸钢产品所需的影响,这三种可能的搅拌器应用是(i)M-EMS,(ii)S-EMS)和(iii)F-EMS。顾名思义,M-EMS 位于模具中。它是模内搅拌(有时称为初级 EMS)。 S-EMS 位于二次冷却区域的模具下方。模具下方的搅拌会导致大量钢水残留(有时称为二次 EMS 或模具下方搅拌)。 FEMS 位于冶金长度的末端(就在凝固完成之前)它是在最终凝固点之前的搅拌(称为最终 EMS)。图 3 显示了三种主要的搅拌方式。
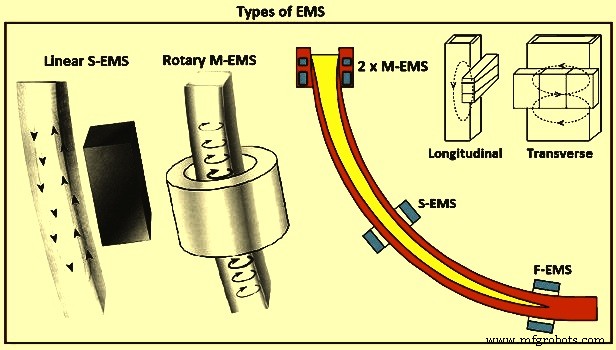
图 3 EMS 类型
M-EMS – 在选择钢坯/大方坯搅拌设备时,通常首选旋转式 M-EMS。产生的旋转磁场在钢液中产生圆周运动(图 3)。由于旋转流动促进了柱状枝晶尖端的断裂,中心等轴区扩大了,这些枝晶随后作为中心区等轴晶体形成的核。此外,旋转流冲刷凝固前沿,从而防止夹杂物和气泡被截留。更进一步,产生的离心力导致较轻的相(即夹杂物和气泡向铸坯中心移动,远离凝固前沿。
线性 M-EMS 用于较大的矩形钢绞线截面。然后将两个搅拌器沿铸造产品的宽边水平放置,其好处与旋转搅拌所获得的好处相似。 M-EMS 传统上以内部设计内置于模具中,其中线圈与模具一起从铸机中取出。对于每次模具更换,电缆和可能的水管都将与线圈连接/断开。新的铸造机采用外部设计,线圈围绕模具构建并在模具更换期间保留在铸机中。
M-EMS通常安装在模具的下部,用于对模具中的钢水进行搅拌。它提高了表面、亚表面和内链的质量。 M-EMS 的应用可减少铸造产品中的针孔、中心气孔和偏析。它改善了凝固组织,降低了表面粗糙度,提高了传热率。 M-EMS 采用圆形或方形设计,可安装在内部或外部。为了灵活控制模具弯液面的搅拌速度,开发了双线圈 M-EMS(图 6)。双线圈 M-EMS 由两个独立的 EMS 组成。上 EMS 用于控制弯液面的流动,下 EMS 用于搅拌模具中的主要金属。弯月面中钢水速度的降低是通过将上 EMS 磁场沿与下 EMS 磁场相反的方向旋转来实现的。这种双重M-EMS的设计拓宽了EMS技术在各种钢连铸条件下的应用机会。
S-EMS – 在线性 S-EMS 中,电磁线圈沿钢绞线的一侧安装,并在钢绞线上产生垂直循环液态金属流动模式(图 3)。由于搅拌器沿线材的一侧放置,因此可用于非常不同的线材尺寸。中心等轴晶区的增加是通过与旋转搅拌器获得的相同机制获得的。在弯曲结晶器连铸机中,通常集中在靠近上表面的带中的夹杂物分布也更均匀。放置在模具下方最佳位置的旋转式 S-EMS 对脱模很敏感。
S-EMS产生搅拌力,沿铸件宽度水平推动钢水,并在钢水中产生蝴蝶型流动模式。当 S-EMS 可以放置在支撑辊后面(图 4)时,它不依赖于最小支撑辊直径,因此在这种情况下,从冶金学的角度来看,可以最佳地沿着钢绞线放置。 S-EMS 内置在支撑辊中时需要最小辊直径以包括铁芯和绕组。在这种情况下,搅拌器放置在距弯液面一定距离处,因此效果较差。 S-EMS 以低频运行,以确保搅拌力很好地穿透钢绞线。因此,钢水产生如图 3 所示的横向搅拌。S-EMS 通常与 M-EMS 结合使用。 S-EMS 可以是线性或旋转式搅拌器。最常见的是线性搅拌器,它易于安装并防止热辐射和可能的破裂。 S-EMS促进等轴结构的形成。它促进了铸造产品的晶粒细化,减少了缩孔、中心偏析和内部裂纹。它还可以有效去除过热。
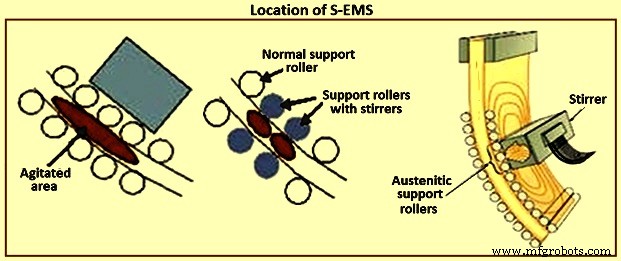
图4 S-EMS的位置
F- EMS – 使用 EMS 在连铸坯的最终凝固区中远低于结晶器的地方进行搅拌同样具有浓厚的兴趣。然而,事实证明,传统的 EMS 系统在该地区应用时有些无效。作为一种潜在的解决方案,最近人们对应用调制的洛伦兹力以在最终区域产生广泛分布的剧烈搅拌产生了相当大的兴趣。 F-EMS 通常与 M-EMS 或 S-EMS 一起安装,以减少和减少中心偏析中的峰值。 F-EMS 在铸造高碳或高合金钢等级时特别有效。此外,使用 F-EMS 发现,铸件的凝固组织得到改善,等轴组织和内部孔隙率的比值增加。收缩率降低,中心碳偏析率降低。此外,二次枝晶臂间距(SDAS)得到改善,中心等轴晶的比例显着增加,从而产生更细的晶粒。因此,使用 F-EMS 可以提高铸造产品的质量。
基本上,有两种类型的搅拌应用于连铸“旋转”搅拌和“上下”(或轴向)搅拌(图 5)。最近,在许多专利中提出了这些类型的搅拌的几个版本,其中一些比其他更复杂,但所有或几乎所有都可以归入上述任一类别。
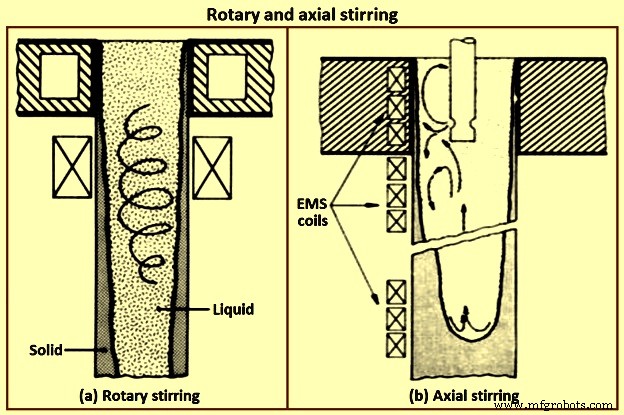
图5旋转和轴向搅拌
EMS 中的电磁场以三种不同的方式产生,包括线性搅拌器、旋转搅拌器和传导搅拌器。线性搅拌器的磁极位于一条直线上,而旋转搅拌器的磁极位于一个圆上。线性和旋转电磁搅拌器都使用交流电来产生磁场和所需的效果。线性和旋转电磁搅拌器在钢中感应出电流。另一方面,传导搅拌利用传导电流加上感应电流来产生电磁场和所需的效果。旋转EMS安装在模具和二次冷却区域,而线性EMS主要用作S-EMS设备。与其他两种模式相比,传导搅拌是一个小众市场。
旋转搅拌 – 旋转搅拌的最初工作是由奥地利的一组研究人员完成的。在模具水平面或模具下方搅拌圆形模具中铸造的坯料。事实上,模具是旋转搅拌可能有意义的唯一区域。基本上在模具下方以旋转方式搅拌会产生比它所能解决的更多的问题。如前所述,在模具中旋转搅拌圆形有一些优点。从铸件表面去除固体夹杂物,并通过迫使铸坯的固体表皮更好地与模具接触来增强传热。在模具中旋转搅拌不会造成皮肤破裂的危险。但旋转搅拌的主要优点在于设备设计方便。电气工程师对这种电磁感应运动非常熟悉,因为它与当今使用的几乎所有电动机相同。
虽然旋转运动不存在工程设计问题,但从冶金学的角度来看,它可能不是最好的运动类型。旋转搅拌的基本问题之一是液体受到离心力的作用,离心力倾向于将其轻质成分(例如夹杂物)向中心分离(图 5)。这对液体的速度施加了上限,这不一定与“相框”效果的出现所设定的限制相同。有时可以忽略这些考虑,例如在为无缝管铸造圆形时,可能。然而,另一个更不灵活的限制也不容忽视。提高液体的圆周速度会不成比例地增加固体壳上的压力,然后会破裂。当铸造含有高度偏析元素(如磷、硒和铅)的钢种时,这种危险尤其严重。这些成分形成的低熔点液体占据了枝晶之间的空间,降低了壳的任何强度。
当在模具下方以旋转方式搅拌时出现的另一种不希望的情况,特别是当它仅在一个水平上进行时,是将液体池有效地分离成两部分,一个高于搅拌水平的上部(热)部分和一个下部(冷)部分低于搅拌水平。除了扰乱池中的自然流动外,这种分隔还会导致桥接问题。反过来,桥接会加剧宏观偏析,最近报道的一些问题可以证明,当仅在模具下方应用旋转搅拌时。当以低速搅拌时,特别容易出现这样的问题。由于搅拌强度低,从搅拌区的糊状区分离出的大块枝晶尺寸不能减小。这些大碎片沉入水池的较低(冷)部分,在那里它们有机会生长,形成簇,并导致桥接。
旋转搅拌还有另一个缺点。早期的数据表明,要通过 EMS 显着降低钢中夹杂物的尺寸和含量,液体的速度要超过某个下限。例如,对于 AISI 4335 钢种,该限制已显示超过 0.5 m/s,这与同时生产干净表皮的大钢锭的翻边动作期间发生的速度相当。几乎可以肯定的是,前面提到的安全旋转液体运动的上限与减少夹杂物的高速要求相冲突。产生新的凝固组织也是如此,即纤维状组织和流动改性或thmnitic 组织,它们也需要高速。一直在积极追求质量和感应搅拌新发展的钢铁行业部门很快就会通过高速搅拌来追求这些结构。
轴向搅拌 - 轴向或“上下”形式的搅拌提供了沿平行于线轴的方向移动凝固线的液体部分,这种类型的诱导运动可用于加强自然发生的、热诱导的、对流流动模式。在模具领域,自然流动是有原因的。在钢的连铸过程中,结晶器区构成液池的一小部分,液池可深达15m甚至更深(取决于机器的速度和尺寸)。在模具下方,流动在靠近实心表皮的地方“向下”流动,而在股线中心“向上”流动。
从冶金学的角度来看,EMS 的“上下”版本是最合适的。在这种技术中,液体的速度实际上是无限的,这为应用所需的控制提供了足够的自由度。爆裂的危险被最小化,因为电磁感应力倾向于包含液体而不是迫使它靠在固体壳上。还有其他主要好处。来自顶部的热液体很快被带到池底,这往往会在一定程度上减少壳的厚度,并在糊状区域保持较高的温度梯度。这两种效果都改善了热流,进而有助于提高连铸机的生产率。使用此版本的 EMS,还有另一种方法可以提高生产力。可以修改实心壳的轮廓以形成圆形底部并减小水池的深度。这允许更高的铸造速度。中心线收缩和偏析的程度也可以降低,因为等温线发生了变化,并且在链中心的增长具有增加的向上分量。
最后,即使是在凝固过程中形成的夹杂物,例如臭名昭著的氧化铝簇,也不允许被困在固体中,它们会被迅速扫到熔池顶部,在那里它们有机会加入熔渣(即漂浮在半月板),因此被淘汰。这种类型的流动相当难以实施,特别是如果要在沿冶金长度的相当大的部分上进行搅拌,即“上下”搅拌的连续形式。然而,需要强调的是,这种情况下的困难在于问题的电气工程方面。在线圈之间或在形成线性电机的一系列线圈的末端出现大扰动的情况下,实现单向流动是相对困难的。这些异常在铸造结构中反映为正偏析带或负偏析带。此外,“上下”搅拌通常需要相当大的铸坯区域没有支撑辊,或至少对辊进行修改,以便它们不会干扰所使用的直线电机的磁场。最后,用于此类搅拌的直线电机效率非常低(大约 1% 甚至更低),这主要是因为其电磁回路的高电阻(大气隙和固体金属-皮肤间隙)。
间歇性反转搅拌 – 最初由一些日本研究人员提出了一种旋转搅拌模式的变体。该技术提供了间歇地反转流动方向,据称,这改进了等轴区域的尺寸。上述关于旋转搅拌的讨论在这里适用,还有一些限制条件。间歇性运动确实会浪费能量,但它有利于实现 EMS 的一个目标,阻碍柱状生长。搅拌中的逆流不仅可以通过局部湍流单元中的剪切将枝晶破碎成更小的碎片,还可以阻止柱状枝晶的单向生长,因为这些枝晶一直试图生长到流动(上游)中。然而,这种技术能否获得 EMS 的其他可能好处是值得怀疑的。
电磁搅拌对铸钢产品质量的影响
钢水在结晶器中流动的化学成分、凝固条件和性质本质上影响着铸坯的表面质量和内部结构。钢绞线的形成过程包括钢水在模具和二次冷却区 (SCZ) 中的凝固。旋转或行进的磁场会影响液体中流动的性质并加强热质传递过程。电磁搅拌对铸坯质量的影响程度取决于 EMS 的技术特性及其沿连铸弯曲轴线的布置。 EMS可以成功安装在模具、SCZ和最终凝固区(FCZ)中。
为了提高表面、亚表面和内钢绞线的质量,钢水搅拌必须在模具中进行。 M-EMS 采用圆形或方形设计,可安装在内部或外部。 The result of applying M-EMS is a reduction in centre porosity and segregation in the cast product. To provide flexible control of stirring speed in the mould meniscus, the dual-coil M-EMS (Fig 6) has been developed. It consists of two independent EMS. The upper EMS is intended for flow control in the meniscus. The lower EMS performs the main metal stirring in the mould. The reduction in metal speed in the meniscus is achieved by rotating the upper EMS magnetic field in the opposite direction to that of the lower EMS. Such an M-EMS design widens the opportunities for using the technique under various conditions of continuous casting of liquid steel.
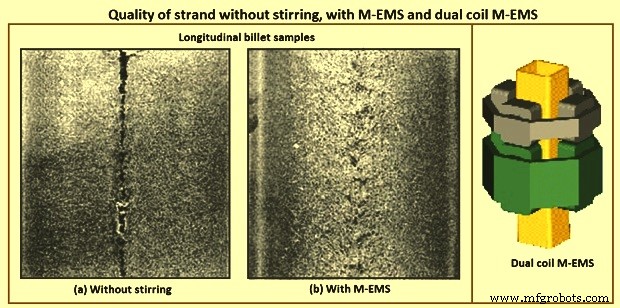
Fig 6 Quality of strand without stirring, with SMS, and dual coil M-EMS
The application of electromagnetic stirring of steels promotes the formation of an equiaxed crystallic zone in the strand. The stirring improves strand quality, even in steel casting with overheating. To further reduce and cut peaks in centre segregation, F-EMS, in combination with M-EMS or S-EMS, has to be used. F-EMS is particularly efficient when casting high carbon or high alloy steel grades. F-EMS and M-EMS combinations reduce the areas with the highest carbon content, where cementite and martensite otherwise can form. It has been found that stainless steels, solidifying with primary ferrite, have a sound centre at a reduction ratio of 3.6 when using S-EMS and F-EMS. The application of S-EMS increases the equiaxed crystallic zone instead of columnar structure and reduces cracks in the steel strand. The benefits available by using one or more EMS in combination are listed in Tab 1.
| Tab 1 Benefits available with using one or more EMS | ||||||
| M-EMS | M-EMS + F-EMS | M-EMS + S-EMS + F-EMS | M-EMS + S-EMS | S-EMS | S-EMS + F-EMS | |
| Pinhole and blowhole | +++ | +++ | +++ | +++ | – | – |
| Surface and subsurface cracks | +++ | +++ | +++ | +++ | – | – |
| Breakout reduction | ++ | ++ | ++ | ++ | +* | +* |
| Surface cracks (round) | ++ | ++ | ++ | ++ | – | – |
| Solidification structure and internal cracks | ++ | ++ | +++ | ++ | +** | +** |
| Centre line segregation, and centre porosity | ++ | +++ | +++ | ++ | ++ | +++ |
| V segregation | + | +++ | +++ | ++ | +*** | ++ |
| * S-EMS in high position | ||||||
| ** Better structure only in centre part of the product, after position of S-EMS, worse structure in external part compared to application of M-EMS. Risks of negative segregation when excessive stirring applied. | ||||||
| *** with S-EMS in low position | ||||||
For more demanding qualities the use of EMS can be justified when the costs of the quality defects, conditioning or rejections, or the costs of casting larger sections are too large. Rotary stirring is used for carbon steel with carbon less than 0.2 %. In some cases, in-mould stirring is preferred than the secondary stirring since in the secondary stirring the negative segregation is found. In-fact negative segregation does not have any effect on the mechanical properties but one minor exception is that it can cause local variation in the hardenability which is not appreciated. Carbon content between 0.2 % and 0.5 %, two-stage stirring is used. It is better to complement the in-mould stirring with the secondary stirring or final stirring. For carbon content higher than 0.5 % and alloy steels with a large solidification range, three-stage stirring is used.
Any benefits from EMS for slabs can be negated from the poor geometry. So, care is to be taken for the machining. Method of reducing submerged nozzle convection currents with the EMBR for improving cleanness. This consists of two sets of coils placed along the outer walls of the mould faces. The magnetic field reduces the liquid steel velocity and impurities float to the surface where they are trapped by the mould powder. The roll gap geometry of bloom casters and more considerably slab casters can have a major influence on the internal quality of continuous cast semis and on various types of segregation and consequently the increased levels of some elements in these segregated areas. The main types of segregation caused by deviations from the true roll gaps are (i) inter columnar macro segregation, (ii) centre line macro segregation, and (iii) off centre line semi macro segregation (also termed V segregation or spot segregation).
In the temperature range 1,300 deg C up to the solidus the ductility of steel is very low. This is due to the liquid phases of FeS and MnS which have segregated to the boundaries between dendrites. FeS and MnS both have melting points much lower than steel and hence these weak boundaries open at quite low tensile strains.
One of the metallurgical problems found in continuously cast products is the development of large columnar dendritic zones. The effect of columnar growth on the mechanical properties such as loss of ductility in steel has been investigated by Weiser. Alberney, have shown that centre line defects in the continuous casting can be considerably reduced by controlling the columnar growth regions. The control of columnar growth is crucial in producing good quality strand cast products.
Essentially, induction stirring causes a sweeping flow along the solid-liquid interface which affects the final solidification structure since it influences the local growth conditions such as the temperature gradient, the boundary layer thickness, and the structure and size of the ‘mushy zone’. Since macro-segregation is known to result from inter-dendritic fluid flow, reduction in the length of the ‘mushy zone is to effectively reduce the extent of macro-segregation, particularly along the centre line. Several studies have shown that EMS is an effective means of improving continuously cast steel solidification structures by preventing columnar growth.
The size of columnar zones and associated inter-dendritic segregation and shrinkage porosity are greatly reduced by the use of in-strand or in-mould electromagnetic stirring. The latter technique effectively increases the size of the equi-axed solidification zone and greatly reduces the amount of centre line shrinkage (Fig 6). The relative size of columnar and equiaxed zones in a cast cross section are also affected by superheating of liquid steel. High superheating in unstirred billets increases the size of the columnar zone because the nucleation of equiaxed dendrites is retarded. EMS reduces the effects of high superheats but does not completely compensate for the increased size of columnar zones developed by high superheat temperatures.
Superheat was one of the most fundamental factors recognized from the early years of continuous casting especially for medium and high carbon steels. In an early report, pilot plant tests were performed casting 150 mm x 150 mm billets of high carbon steels. It was proven that at low superheats or even sub-liquidus temperatures of casting, the centre line segregation was minimized. The electromagnetic stirring at the mould (M-EMS) exhibited some benefits, and the application of EMS at the strand (S) and final (F) stages of solidification started being installed in some casters. It was found that the combination of EMS, that is, (S+F)-EMS for blooms and (M+S+F)-EMS for billets, is the most effective method for reducing macro-segregation among various EMS conditions, causing them to solidify more rapidly during the final stages of solidification, providing more finely distributed porosities and segregation spots along the central region. The optimum liquid pool thickness was found to decrease as the carbon content increased, which can be attributed to longer solidification times in the solid fraction (fs) range from fs=0.3 to 0.7. The effect of superheat on the solidification structure has been analyzed, verifying the empirical fact that increasing superheat the columnar dendritic growth increases against the equiaxed one. They concluded that convection effects influenced micro-segregation behaviour of the studied high carbon (C less than or equal to 0.7 %), and high manganese steels.
The effect of F-EMS parameters with current intensity increasing from 300 A (ampere) to 400 A and frequency increasing from 4 Hz (hertz) to 12 Hz, on the electromagnetic forces and carbon concentration distribution in the central cross section of 70 steel square billet has been studied. The optimal F-EMS parameter to make uniform the central cross-sectional carbon concentration and minimize the centre carbon segregation of 70 steel billets has been obtained with a current intensity of 280 A and frequency of 12 Hz. Under this stirring parameter, the carbon segregation indexes for all sampling points are in the range of 0.92–1.05, which is attributed to the fact that its stirring intensity is more suitable for decreasing the strand centre temperature and increasing the solidification rate of the billet. Hence, the rejected solute element has limited time to transport after electromagnetic stirring which promotes the reduction of centre segregation.
It is well known that porosities and shrinkage cavity occur in the central part of continuous cast blooms and billets. Although there are good results in carbon segregation levels at a stirring current and frequency of 280 A and 12 Hz, respectively, further investigations have shown that the F-EMS has a considerable impact on the other internal qualities of a square billet.
The effect of F-EMS parameters on centre segregation was studied in 140 mm × 140 mm billet continuous casting process. In the model, the initial growth of equiaxed grains which can move freely with liquid was treated as slurry, while the coherent equiaxed zone was regarded as porous media. The results show that the stirring velocity is not the main factor influencing centre segregation improvement, which is more affected by current intensity and stirring pool width. Because solute transport is controlled by solidification rate as stirring pool width, centre segregation declines continuously with current intensity increasing. As liquid pool width decreases and less latent heat needs to dissipate in the later solidification, the centre segregation can be improved more obviously by F-EMS. Due to centre liquid solute enrichment and liquid phase accumulation in the stirring zone, centre segregation turns to rise reversely with higher current intensity and becomes more serious with stirring pool width further decreasing, it forms positive segregation and solute can be concentrate with weak stirring, leading to centre segregation deterioration. With the optimized current intensity, centre segregation improvement is better with respect to F-EMS.
Some F-EMS stirring techniques are more effective than others in terms of structure morphological transformation from original dendritic to globulitic and in its refining. Macrostructure of casts without the use of stirring is different from the one with the use of stirring. The structure can be obtained with conventional stirring is largely globule-shaped with some presence of dendrites and dendrite fragments. The structure obtained with modulated stirring consists of entirely globule-shaped crystals and structure appears to be more refined.
Grain size can be varied by applying different stirring setting. With F-EMS conventional stirring, the grain diameter is reduced in both cast mid radius and in central area with comparison with the unstirred structure. A further grain diameter reduction has been achieved with counter-rotating modulated and unmodulated stirring. However, the smallest grain diameter in the casts has been obtained with unidirectional modulated stirring, in comparison with the grain diameter in the cast without stirring.
In general, the microstructure of samples using F-EMS consists of globules and elongated grains in the structure obtained with stirring, and fine inter-granular eutectic network containing different compounds. The coarse dendritic structure of the cast products cast without stirring can be transformed into mainly globular one with some rosette shaped as a result of the conventional stirring application. The structure obtained with unidirectional modulated stirring consists of a mixture of fine round-shape globules and large elongated grains. This structure also appears to be more refined in comparison with that obtained with the conventional stirring.
The globule mean area and length in the microstructure of the combined mid-radius and centre area of the cast obtained with conventional stirring is when compared with the structure of the other casts. The globule mean area in the structure can be reduced, but not in case of structure obtained without stirring. The structure obtained with unidirectional modulated stirring in the casts, the globule mean area in these casts is reduced in comparison with conventional stirring. A similar trend is determined in reduction of the globule length. Concurrent with globule size reduction, their density has increased. The effect of the M-EMS on the solidification structures has been obtained under fixed superheat, casting speed, secondary cooling intensity, and M-EMS frequency. The ratio of the central equiaxed grain zone was found to increase with decreasing superheat, increasing casting speed, decreasing secondary cooling intensity, and increasing M-EMS current. But the equiaxed zone is limited for M-EMS, since it has more responsibility towards columnar zone. The grain size obviously decreased with decreasing superheat and increasing M-EMS current but was less sensitive to the casting speed and secondary cooling intensity.
White band segregation – The increasing use of electromagnetic stirring (EMS) over recent years has brought with it increased interest in the problem known as white bands. The white band is a zone of negative segregation (appearing white on sulphur prints) frequently found in S-EMS stirred products and corresponding to the position of the solidification front during stirring. The visual appearance of segregation has not only given rise to the name but is probably also the white band’s most undesirable feature. The extent of negative segregation at the white band is less than the positive segregation at the centre line, but it is continued presence after hot working can result in a deterrent to customer acceptance, mostly on cosmetic grounds. Kor has suggested an explanation, in which the white band is the result of changes in growth rate at the start and end of strand stirring. White band is due to the solute washing mechanism which was firstly found by Bridge and Rogers. This proposes that the turbulent flows caused by EMS penetrate the dendrite mesh and sweep out enriched inter-dendritic liquid (Fig 7). However, in order to maintain this action it is necessary to assume that the removed solute is very rapidly dispersed throughout the remaining liquid. This being so, it is difficult then to explain the observed solute enrichment at the end of stirring.
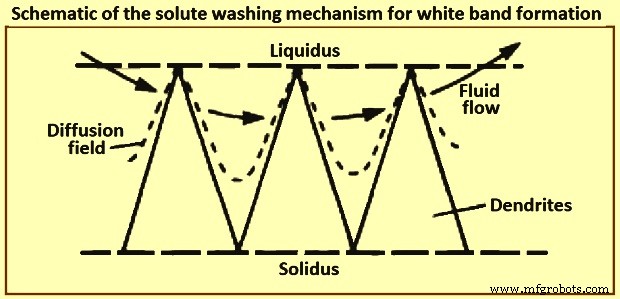
Fig 7 Schematic of the solute washing mechanism for white band formation
Mathematical modelling
In tandem, mathematical modelling has played an important role in the implementation of EMS, as regards to providing a deeper understanding of the effects of stirring on, for example, the heat and fluid flow. A series of studies by Schwerdtfeger and co-workers have formed the cornerstone of the modelling in this area. Specifically, they have explored, both experimentally and theoretically, the effect of stirring in the round billet, rectangular bloom and slab geometries which are characteristic for the continuous casting of steel. These models consist of the Navier Stokes equations for the velocity field of the liquid metal and Maxwell’s equations for the induced magnetic flux density. In principle, these are two-way coupled, since the alternating magnetic field gives rise to a Lorentz force which drives the velocity field. This, in turn, can affect the magnetic field. Moreover, the frequency of the magnetic field is typically large enough to allow the use of the time-averaged value of the Lorentz force as input to the Navier Stokes equations.
Recent study by Vynnycky revisited the problem of a rotary EMS applied to round-billet continuous casting and found that the method used originally to determine the components of the Lorentz force led to a non-unique solution. This has been a consequence of the fact that the normal component of the induced magnetic flux density, rather than the tangential ones, has been prescribed as the boundary condition. Moreover, since the normal component has been prescribed in models for the case of longitudinal stirring for rectangular blooms also, it is natural to expect non-uniqueness in those models too. Furthermore, since the expressions for the components of the Lorentz force are still frequently used, it is clear that a resolution of the issue is still timely, especially in view of modern-day interest in modulated EMS. In this case, magnetic fields of different frequencies are applied and it is the intention that the resulting Lorentz force is to have a constant time-averaged part and a time varying one. It goes without saying that posing the correct boundary conditions for the magnetic field is important for achieving meaningful results from modelling.
Since the early industrial implementation of EMS, it has been recognized that demanding steel grades, especially those with a wide solidification range, benefit from stirring both within the casting mould and also at a later solidification stage. This type of stirring, in continuous casting of liquid steel, became known as final solidification zone stirring or F-EMS. Despite early reports on F-EMS effectiveness with respect to improving the cast strand internal quality, especially the structural soundness and segregation, in the long run it has been realized that the metallurgical performance of F-EMS lacked in both the effectiveness and consistency, which can be attributed to a number of defining factors. First, it is important to position the F-EMS with respect to the solidification stage which corresponds to a certain solid fraction level in the melt volume. Second, the stirring at this solidification stage is being performed under conditions of progressively diminishing stirring torque and increasing melt viscosity. The former occurs due to a reduction of the stirring pool radius, while the latter is due to an increase in the solid fraction of the melt.
There is also an additional important factor impacting on the stirring effectiveness, arising due to the nature of the magnetic field used for stirring. The stirring systems currently employed in the production of continuously cast steel products are based on application of a rotating magnetic field (RMF). Such fields have limitations in their application at a later, or advanced, solidification stage, arising from the fact that the resulting angular velocity is very nearly constant with respect to radial position. This flow pattern is characterized by intensive shear force and turbulence at the solid-liquid interface which is highly effective in terms of dendrite fragmentation and the subsequent development of an equi-axial solidification structure, but has very little impact on mixing in the melt volume, especially near its central region. In contrast, intensive turbulence and mixing throughout the melt volume is required at a late solidification stage in order to disrupt formation of the crystalline network and, associated with it, the development onset of structural defects such as porosity, fissures, and solutal segregation.
There have been numerous developments aimed at improvement of the RMF based stirring at a later solidification stage through enhancement of the secondary fluid flow in the radial-axial plane. Hence, intermittent and alternating stirring schemes, both of which use sequential forced and dormant periods, have been introduced in the 1980s. Kojima and co-workers, demonstrated experimentally, while Davidson and Boysan confirmed theoretically that strong recirculatory flow occurs in the radial-axial directions during the dormant periods (i.e. without active stirring) due to the initial axial gradient of the swirl flow.
However, these stirring methods have not resulted in a considerable improvement of F-EMS performance. The reasons for that can be found in the recent study by S Eckert and co-workers who have shown that the occurrence of strong recirculatory flows is contingent on a provision of a narrow range of stirring and casting parameters. Non-compliance with those provisions can negatively impact on stirring performance and even render it useless or harmful. There have been several recent attempts to intensify turbulence and mixing in the bulk of the solidifying melt by using modulated electric currents to energize the stirring coils. The objective is to produce a modulated electromagnetic field which consists of both a time-averaged and a time-varying component. These recent developments have been theoretical and laboratory-scale in nature and none has been implemented into production practice. Counter-rotating magnetic fields have also been tested for stirring a solidifying aluminum alloy in laboratory experiments conducted by Vives. Considerable improvements in solidification structure have been achieved by using this stirring method.
Advantages of EMS
Advantages of EMS in the final product depend on the application and some examples are (i) better hot workability, during extrusion forging of the bars the frequency of internal failures is lower, (ii) improved shearing ability by avoiding the structure which causes cracks, (iii) improved hardenability because of improved homogeneity, (iv) improved wire rod drawing performances with a low frequency of cup and cone breakages, and (v) higher and more consistent fatigue properties of bars.
制造工艺