工业4.0先进制造技术信息网站!
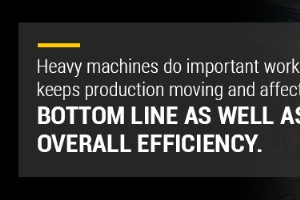
提交人:布莱恩 总结 此数控车床程序显示了如何在 X 轴上制作凹槽。绘图还显示了开槽刀具如何随程序移动。 绘图/图片 数控程序 %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z200 M09N70 M30
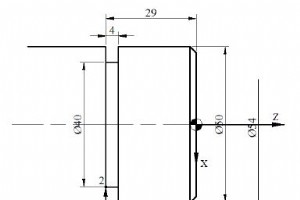
提交人:BEATA 总结 非常简单和基本的数控程序示例,展示了如何制作一个简单的数控车床程序来钻孔组件。同样的程序也可以用来钻钳口。所有刀具运动都在图纸。 绘图/图像 数控程序 %N10 T04 M06N20 G97 S830 G95 F0.1 M03N30 G00 X38 Z23 M08N40 G01 X38 Z-13N50 G00 X34N60 G00 Z200 M09N70 G00 X200 Z200N80 M30
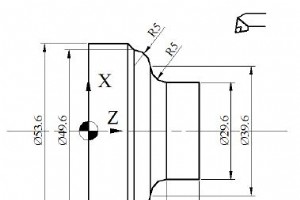
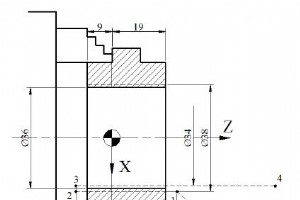
提交人:cnc程序员 总结 简单的数控车床程序示例,展示了如何制作数控车床程序来车削带有半径的简单轮廓。切割多个直径并加工顺时针和逆时针半径。 绘图/图片 数控程序 %N10 T105 M06 D2500N20 G96 S150 G95 F.2 M04N30 G00 X32 Z34 M08N40 G01 X-1N50 G00 X29.6 Z36N60 G01 Z24N70 G02 X39.6 Z19 R5N80 G03 X49.6 Z14 R5N90 G01 X53.6 Z12N100 G01 Z-1N110 G00 X200 Z200 M09N120 M30
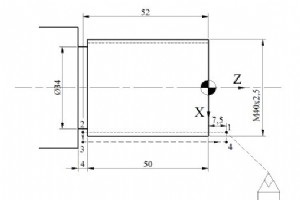
提交人:布莱恩 总结 一个非常简单和基本的数控车床程序,用于在组件上切削螺纹。该程序使用 G33 螺纹加工 G 代码切削螺纹。这里只编程了一次切削,您可以根据需要添加任意数量的切削根据你的情况和材料。 绘图/图片 数控程序 %N10 T103 M06N20 G97 S640 M03N30 G00 X36.93 Z7.5 M08N40 G33 K2.5 Z-52N50 G00 X45N60 Z7.5N70 X200 Z200 M09N80 M30
英寸到毫米换算表,供数控机械师简化工作。 英寸到毫米换算表 0”+ =毫米 1”+ =毫米 2”+ =毫米 3”+ =毫米 4”+ =毫米 1/64 0,397 0 25,400 0 50,800 0 76,200 0 101,600 1/32 0,794 1/64 25,797 1/64 51,197 1/64 76,597 1/64 101,997 3/64 1,191 1/32 26,194 1/32 51,594 1/32 76,994 1/32 102,394 1/20 1,270 3/64 26,591 3/64 51,991 3/64 77,391 3/64 102,

Mori Seiki NMV 编程 G 代码和 M 代码完整列表,适用于在 Mori Seiki 加工中心工作的数控机械师程序员。 图片:HEINZ BAUMGARTNER AG 这些 G 和 M 代码适用于以下带有下列 NC 单元的 Mori Seiki 型号。 型号 NMV1500 直流发电机 NMV3000 直流发电机 NMV5000 直流发电机 NMV8000 DCG/40 NMV8000 DCG/50 数控单元 MSX-701IV MSX-711 IV 森精机G代码和M代码 G 代码 G代码 函数 G00 定位 G01 线性插值 G02 圆弧插补/螺旋插补
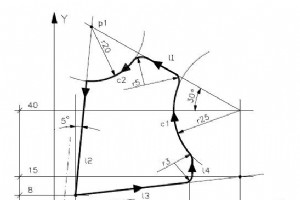
Osai GTL 编程示例,适用于在配备 Osai 10 系列数控机床的数控机床上工作的数控机械师。 Osai GTL 编程示例 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1N18 r5N19 l1N20 r5N21 c2s2N22
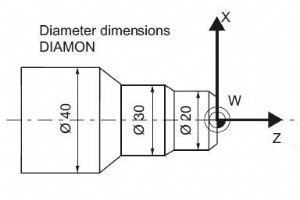
Sinumerik DIAMOF、DIAMON、DIAM90 CNC 车床 X 轴(横向轴)被编程为直径尺寸。必要时,可以在程序中切换到半径标注。 DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Radius dimensioning for G91 DIAMOF 钻石示例 带有 DIAMOF 的 Sinumerik CYCLE95 N110 G18 DIAMOF G90 G96 F0.8N120 S500 M3N130 T1

WinNC EMCO WinNC 让 cnc 机械师/程序员/学生有机会在一台 PC/笔记本电脑上安装多个 cnc 控制软件,这样他们就可以接受市场上常见的所有 CNC 工业控制的培训。多达九个不同的 cnc控件可以安装在一台个人电脑/笔记本电脑上,例如 Sinumerik 发那科 法格 海德汉 CNC 机械师/程序员可以轻松地从 EMCO 网站下载这些 cnc 控件的软件/手册,所有链接如下。 SINUMERIK 操作 Sinumerik Operate 是可变控制 WinNC 的一部分。ShopTurn 和 ShopMill 工步编程ProgramGUIDE:G 代码编程,结

EMCO WinNC GE系列Fanuc 0-MC编程G代码/M代码完整列表。 G 代码 G代码 描述 G00 定位(快速移动) G01 线性插值 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G09 精确停止 十国集团 数据设置 G11 数据设置关闭 G15 结束极坐标插值 G16 开始极坐标插值 17国集团 平面选择XY 八国集团 平面选择ZX G19 平面选择YZ 二十国集团 以英寸为单位 G21 以毫米为单位 G28 接近参考点 G33 螺纹切削 G40 取消刀具半径补偿 G41 左侧刀具半径补偿 G42 右刀具半径补偿 G

EMCO WinNC SINUMERIK 810/820 T 车削编程 G 代码/M 代码/循环完整列表。 G 代码 G代码 描述 G00 定位(快移) G01 线性插值 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G09 准确停止 十国集团 极坐标插补,快速移动 G11 极坐标插值、直线插值 G12 极坐标插补,顺时针圆弧插补 G13 极坐标插补,逆时针圆弧插补 G16 带自由轴选择的平面选择 八国集团 平面ZX 二十五国集团 最小工作区域限制 G26 最大工作区域限制 G33 切线 G40 取消刀具半径补偿 G41 左侧刀具半径补偿

EMCO WinNC SINUMERIK 810/820M 铣削编程G代码/M代码/循环完整列表。 G 代码 G代码 描述 G00 快速遍历 G01 线性插值 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G09 方块准停 十国集团 极坐标插补,快速移动 G11 极坐标插值、直线插值 G12 极坐标插补,顺时针圆弧插补 G13 极坐标插补,逆时针圆弧插补 17国集团 平面选择X-Y 八国集团 平面选择Z-X G19 平面选择Y-Z 二十五国集团 最小工作区域限制 G26 最大工作区域限制 G33 单段螺纹切削 G40 取消刀具半径补偿 G

EMCO WinNC Heidenhain TNC 426对话式编程M代码完整列表。 M 代码 M代码 描述 M0 程序停止 M1 可选停止(程序停止仅使用 opt.stop) M2 程序结束 M3 主轴顺时针打开 M4 主轴逆时针打开 M5 主轴关闭 M6 换刀 M8 开启冷却 M9 冷却液关闭 M10 分度头,夹紧ON M11 分度头,夹紧关闭 M17 子程序结束 M25 OPEN夹具/机虎钳 M26 合模/机虎钳 M27 旋转分度头 M30 主程序结束 M71 吹气装置开启 M72 吹气装置关闭 M99 循环调用

EMCO WinNC GE系列Fanuc 21 TB编程G代码/M代码/循环完整列表。 G 代码 G代码 描述 G00 定位(快移) G01 线性插值(进给) G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G7.1 圆柱插补 十国集团 数据设置 G11 数据设置关闭 G12.1 开启极坐标插值 G13.1 极坐标插值关闭 17国集团 平面选择XY 八国集团 平面选择ZX G19 平面选择YZ 二十国集团 纵向车削循环 G21 螺纹切削循环 二十四国集团 车脸循环 G28 返回参考点 G33 切线 G40 取消刀具半径补偿 G41 左侧

EMCO WinNC GE系列Fanuc 21 MB编程G代码/M代码完整列表。 G 代码 G代码 描述 G00 定位(快速移动) G01 线性插值 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G09 精确停止 十国集团 数据设置 G11 数据设置关闭 G15 结束极坐标插值 G16 开始极坐标插值 17国集团 平面选择XY 八国集团 平面选择ZX G19 平面选择YZ 二十国集团 以英寸为单位 G21 以毫米为单位 G28 接近参考点 G40 取消刀具半径补偿 G41 左侧刀具半径补偿 G42 右刀具半径补偿 G43 刀长补偿正

EMCO WinNC GE系列Fanuc 0-TC编程G代码/M代码完整列表。 G 代码 G代码 描述 G00 定位(快移) G01 线性插值(进给) G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G7.1 圆柱插值 十国集团 数据设置 G11 数据设置关闭 G12.1 开启极坐标插值 G13.1 极坐标插值关闭 17国集团 平面选择XY 八国集团 平面选择ZX G19 平面选择YZ 二十国集团 纵向车削循环 G21 螺纹切削循环 二十四国集团 车脸循环 G28 返回参考点 G33 切线 G40 取消刀具半径补偿 G41 左侧刀具半径
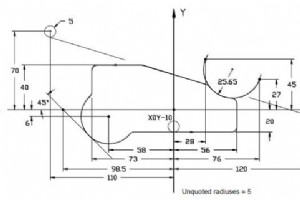
提交人:BEATA 绘图/图像 数控程序 N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I-5N22 G21N23 G13Y40J180N24 G2

提交人:BEATA 绘图/图像 数控程序 N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G13X85J-90N23 G21I-2.5N24 E4=G2
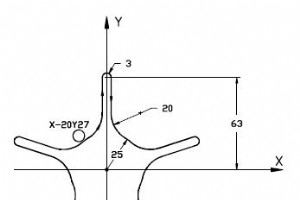
提交人:布莱恩 绘图/图像 数控程序 N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-25N25 G40X-20Y27K2N26 Z100RN2
Fagor 8070编程G代码/M代码完整列表。 法格 8070 M 铣床 G 代码 G 代码 描述 G00 快速遍历。 G01 线性插值。 G02 顺时针圆(螺旋)插补。 G03 逆时针圆(螺旋)插补。 G04 停留 G05 受控圆角(模态)。 G06 绝对坐标中的圆弧中心(非模态)。 G07 方角(模态)。 G08 上一条路径的反正切 G09 由三点定义的圆弧。 十国集团 镜像消除。 G11 X 上的镜像 G12 Y 上的镜像 G13 Z 上的镜像 G14 在编程方向上镜像。 17国集团 主平面 X-Y 和纵轴 Z。 八国集团 主平面 Z-X,纵轴 Y
数控机床