工业4.0先进制造技术信息网站!

Fagor 8055/8055i编程G代码/M代码完整列表。 法格 8055 M 铣床 Fagor 8055/8055i M编程G代码/M代码完整列表。 G 代码 G 代码 描述 G00 快速遍历 G01 线性插值 G02 顺时针圆(螺旋)插补 G03 逆时针圆(螺旋)插补 G04 块准备的暂停/中断 G05 圆角 G06 绝对坐标圆心 G07 方角 G08 上一条路径的反正切 G09 由三点定义的圆弧 十国集团 镜像取消 G11 X轴镜像 G12 Y轴镜像 G13 Z轴镜像 G14 程序方向的镜像 G15 纵轴选择 G16 通过两个地址和纵轴选择主平面
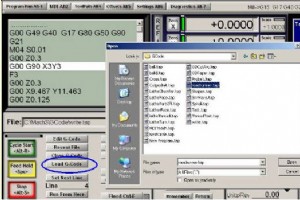
本教程介绍了 CNC 机械师如何在 Mach3 CNC 中加载 G 代码零件程序(手工编写或由 CAD/CAM 软件生成)。 按加载G代码 按钮。 将显示 Windows 文件打开对话框。 选择包含零件程序(g代码)的文件。 选择文件后,Mach3将加载并分析代码。这将为它生成一个刀具路径,将显示该路径,并建立程序极值。加载的程序代码将显示在G 代码列表窗口 . 您可以使用滚动条滚动突出显示的当前行。

Fagor 8037M 铣削和 8037T 车床编程 G 代码/M 代码完整列表。 Fagor 8037M G/M 代码表 Fagor 8037M编程G代码/M代码完整列表。 G 代码 G 代码 描述 G00 快速遍历 G01 线性插值 G02 顺时针圆(螺旋)插补 G03 逆时针圆(螺旋)插补 G04 块准备的暂停/中断 G05 圆角 G06 绝对坐标圆心 G07 方角 G08 上一条路径的反正切 G09 由三点定义的圆弧 十国集团 镜像取消 G11 X轴镜像 G12 Y轴镜像 G13 Z轴镜像 G14 程序方向的镜像 G15 纵轴选择 G16 通过两

Fagor 8065M 铣削和 8065T 车床编程 G 代码/M 代码完整列表。 Fagor 8065M G/M 代码表 Fagor 8065M编程G代码/M代码完整列表。 G 代码 G 代码 描述 G00 快速遍历。 G01 线性插值。 G02 顺时针圆(螺旋)插补。 G03 逆时针圆(螺旋)插补。 G04 停留 G05 受控圆角(模态)。 G06 绝对坐标中的圆弧中心(非模态)。 G07 方角(模态)。 G08 上一条路径的反正切 G09 由三点定义的圆弧。 十国集团 镜像消除。 G11 X 上的镜像 G12 Y 上的镜像 G13 Z 上的镜像 G14

Fagor 101 / 101S / 102 / 102S编程G代码/M代码完整列表。 法格101/102简介 FAGOR 101/102 CNC 可以集成到机器的电气柜中,它在一个单元中收集了 1 轴或 2 轴 CNC 的所有最强大和最简单的操作特性。FAGOR 101/102 CNC凭借其 120 个机器参数,能够适应多种应用。这些 CNC 的灵活性和强大的管理能力使其成为各种应用的理想选择。 G 代码 G 代码 描述 G00 快速定位 G01 线性插值 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G05 圆角 G07 方角 二十五国集团 无条件
这是一个完整的 Fanuc Macro,其工作原理与 Fanuc G81 钻孔循环相同。 图片:directindustry.com G66模态调用 一旦发出 Fanuc G66 以指定模态调用,就会在执行指定沿轴移动的块后调用宏。这一直持续到发出 G67 以取消模态调用。 宏调用参数 G65 P9110 X x Y y Z z R r F f L l ; X:孔的 X 坐标(仅限绝对值)。 . . (#24)Y:孔的 Y 坐标(仅限绝对值)。 . . (#25)Z:位置 Z 的坐标(仅限绝对值)。 . . (#26)R:位置 R 的坐标(仅限绝对值)。 . . (#18)F:切削进给

Fagor 800M 800T编程G代码/M代码完整列表。 Fagor 800M G 代码 M 代码 Fagor 800M编程G代码/M代码完整列表。 G 代码 G 代码 描述 G00 快速定位 G01 线性插值 G02 顺时针圆弧插补 G03 逆时针圆弧插补 G04 停留 G05 圆角 G06 绝对圆心坐标圆弧插补 G07 方角 G08 上一条路径的反正切 G09 由三点定义的圆弧 G10 取消镜像 G11 X 上的镜像 G12 Y 上的镜像 G13 Z 上的镜像 G17 XY平面选择 G18 XZ平面选择 G19 YZ平面选择 二十国集团 调用标准子

Fagor Mill 8025/8030 型号 M MG MS GP 和 Fagor Lathe 8025/8030 型号 T TG TS 编程 G 代码/M 代码完整列表。 法格 8025/8030M G 代码 M 代码 Fagor 8025/8030型号M MG MS GP编程G代码/M代码完整列表。 G 代码 G 代码 描述 G00 定位 G01 线性插值 G02 顺时针圆弧螺旋插补 G03 逆时针圆弧螺旋插补 G04 停留,通过 K 编程的持续时间 G05 圆角 G06 绝对圆心坐标圆弧插补 G07 方角 G08 上一条路径的反正切 G09 三点编程圆弧 G

D.Electron Z32 数字控制器警报完整列表,适用于 Z32 CNC 机械师程序员设置器。 严重的系统错误 如果 Z32 的操作系统检测到故障,它将激活系统错误条件并停止 NC。这种情况可以通过命令行上显示的以下内容来识别:** errorgen xxxxxxxx其中 xxxxxxxx 是描述错误的 8 位十六进制代码。所有错误生成可能源自软件错误(因为编程错误可能造成任何后果),但也指示特定硬件故障或应用软件问题。应该errorgen的原因不清楚,用户应该仔细记下(注意零的数量,这可能会完全改变代码的含义)并通知D.Electron。任何errorgen与下面报告的不同表示故障应
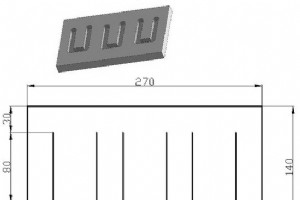
提交人:机械师 绘图/图像 数控程序 ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
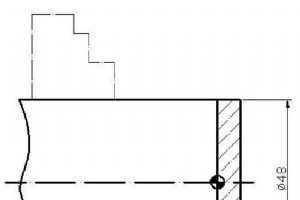
提交人:cnc程序员 绘图/图像 数控程序 O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
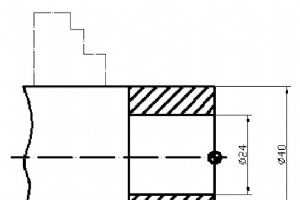
提交人:CNC程序员 绘图/图像 数控程序 O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

Osai 10 系列 CNC 铣削和磨削 G 代码完整列表。 Osai 10 系列 CNC G 代码 – 铣削和磨削 G 代码 描述 G00 快速轴定位 G01 线性插值 G02 圆弧插补CW G03 逆时针圆弧插补 G04 停留在块的末尾 G09 块结束时减速 G16 定义平面上的圆弧插补和刀径补偿 17国集团 1-2轴平面圆弧插补及刀径补偿 八国集团 3-1轴平面圆弧插补及刀径补偿 G19 2-3轴平面圆弧插补及刀径补偿 二十国集团 关闭 GTL 配置文件 G21 打开 GTL 配置文件 G27 拐角处自动减速的连续序列操作 G28

Osai 10 系列 CNC M 代码完整列表,适用于在使用 Osai 10 系列数控机床的数控机床上工作的数控机械师程序员。 Osai 10 系列 CNC M 代码 M 代码 描述 M0 程序停止 M1 可选程序停止 M2 程序结束 M3 主轴正转 M4 主轴逆时针 M5 主轴停止 M6 换刀 M7 辅助冷却液开启 M8 主冷却液打开 M9 冷却液关闭 M10 Axes Lock(线性和旋转轴锁定) M11 轴解锁(停用 M10 和 M12) M12 旋转轴锁定 M13 主轴顺时针和冷却液开启 M14 主轴逆时针和冷却液开启 M19 定向主轴停止(Spind

CNC 机器和控件的 CNC 警报和错误代码列表,以帮助 CNC 机械师/程序员/设置人员简化他们的工作。 图片:Action Machinery Co., Inc. 发那科报警器 Fanuc 报警代码的完整列表。Fanuc 10/11/12 报警Fanuc Series 15 报警Fanuc 15i 报警Fanuc 16i 18i 报警Fanuc 21 报警Fanuc 21i 报警Fanuc 报警Fanuc 主轴报警Fanuc 6M 6T 报警 D.Electron Z32 报警器 Z32 CNC报警代码的完整列表。D.Electron Z32 Alarms 斗山警报器 斗山警报代
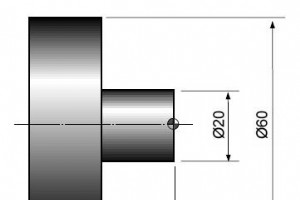
发那科 G90 车削循环 Fanuc G90 车削循环用于简单车削,但可以通过指定附加走刀的 X 轴位置来进行多次走刀。 有许多名称,例如 – Fanuc G90 外径/内径切削循环或 G90 直线切削循环 编程格式 G90 X... Z... 或者 G90 U... W... X – 要切割的直径。Z – z 轴的终点。U – x 轴到目标的增量距离。W – z 轴到目标的增量距离。 G90 教程 G90 车削循环G90 锥度车削 G90例子 G90 车削循环示例 N10 G50 S2000G96 S180 M03T0100G00 X65.0 Z3.0 T0101G90 X55
Fanuc 0-TC 教程讲解如何使用 G90 车削循环制作阶梯车削的 cnc 程序 发那科 G90 车削循环 G90车削循环说明G90车削锥度 Fanuc G90 循环示例 N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.0 Z-20.0X40.0X35.0X30.0X25.0X20.0G00 X200.0 Z200.0 T0100M30

Osai 10 系列 CNC 错误消息,为使用 Osai cnc 控件在 CNC 机器上工作的 cnc 机械师程序员提供错误消息和补救措施的描述。 Osai 10 系列 CNC 错误信息 错误信息描述及补救措施 NC001 语法错误 在零件程序块或 MDI 块中发现语法错误 NC002 G代码轴数错误 显示此消息表示:– 在 G04 中必须编程至少一个轴– 在固定循环程序段(从 G81 到 G89)中必须只编程一个轴。 NC003 缺少固定循环参数 缺少固定循环参数(即 K、I、……) NC004 G代码缺少参数 缺少 G 代码的参数(即 G33 …K) NC005 G83 循环

GSK 980 TD / GSK 980 TDb / GSK 980 TDc 警报列表,适用于使用 GSK 980td / 980tdb / 980tdc cnc 控件在 cnc 车床上工作的 cnc 机械师程序员 数控报警 报警编号 内容 000 急停报警和ESP开路 001 没有零件程序或打不开零件程序 002 G指令值为负数或带小数 003 一个词少于2个或多于11个字符 004 地址错误(地址为A~Z) 005 非法命令值 006 块号为负数或带小数 007 非法G指令 008 主轴模拟电压控制无效时执行G96 009 00、01组G指令未输入且0

G代码GSK983M S/V钻铣数控系统 G 代码 GSK983M G 代码 函数 G00 定位 G01 线性插值 G02 圆弧插补(CW) G03 圆弧插补(逆时针) G04 停留 G05 高速连续切割模式 G07 联邦正弦曲线控制 G09 精确停止检查 G10 偏置值设置,刀具寿命管理数据登记开始 G11 刀具寿命管理数据注册结束 G17 XY平面选择 G18 ZX平面选择 G19 YZ平面选择 二十国集团 输入英寸 二十一国集团 输入单位mm 22国集团 存储行程限制开启 G23 存储行程限制关闭 G27 参考点返回检查 28国集团 返回
数控机床