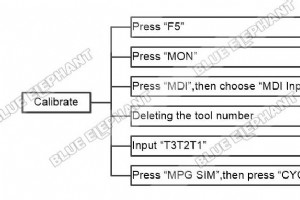
工业4.0先进制造技术信息网站!
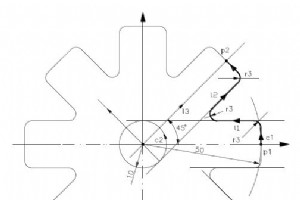
使用 Osai GTL(高级几何编程语言)的 Osai 10 系列程序示例。 Osai 高级几何编程 (GTL) 示例 配置文件重复执行 2 遍 N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50N6 c2=I0 J0 r10N7 l1=c2,a180N8 l3=X0 Y0,a45N9 l2=c2,a45N10 p2=l3,c1,s2N11 GX60 Y0N12 Z-2START N13N14 E25=0N15 (RPT,8)N16 (ROT,E25)N17 G21
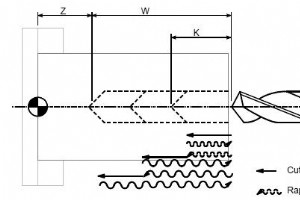
发那科派克钻孔宏 预先沿 X 轴和 Z 轴将工具移动到钻孔循环开始的位置。指定 Z 或 W 为孔的深度,K 为切削深度,F 为钻孔的切削进给率。 以下自定义宏适用于 FANUC 数控控制器,如 FANUC Series 30i/31i/32i-MODEL A 编程 G65 P9100 Z K F 或 G65 P9100 W K F 参数 描述 Z 孔深(绝对编程) W 孔深(增量编程) K 每周期切削量 F 切削进给速度 自定义宏 主程序 G50 X100.0 Z200.0 ;G00 X0 Z102.0 S1000 M03 ;G65 P9100 Z50.0 K20.0
提交人:Vikram 总结 数控车床程序使用 G75 切槽循环在 x 轴上加工一个长槽,然后使用 G75 切槽循环加工同一零件。 绘图/图片 数控程序 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X 1.025 F1.5 S1000;G75 R0.010;G75X 0.
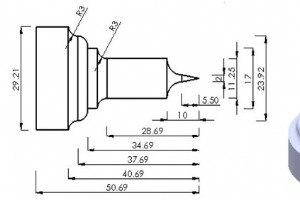
提交人:Vikram 总结 CNC 车床程序,使用 G72 端面循环在零件上切削出完整的外轮廓。 绘图/图片 数控程序 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.5 R 4.5N3 G01 X 0.0 Z-0.0;
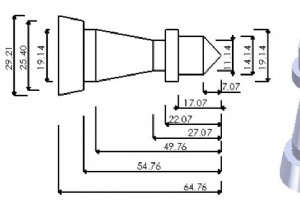
提交人:Vikram 总结 加工一个完整零件的数控车床程序,使用G71车削循环车削完整轮廓,使用G71循环两次。 绘图/图片 数控程序 G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4;N3 X 29.21 Z-64.76;G00 X 30.0;G28 X0.0;G28 Z0.0;T0800 M06;G56;G00 Z-22.07; X30;G01X
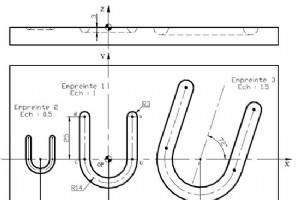
提交人:BEATA 总结 使用 G 代码的 Num CNC 程序示例 G74 G77 G59 等G74 比例因子启用G77 无条件跳转到子程序或程序段序列并返回G59 程序原点偏移 绘图/图片 数控程序 Main Program%21(FRAISAGE DE TROIS EMPREINTES)N10 G90 G80 G40 G71N20 G0 G52 Z0N30 T1 D1 M6 (FRAISE SPHER DIAM = 6)N40 G94 F212N50 G97 S1061 M3N60 G59 X0 Y0 (DECALAGE ORIGIN NUL)N70 G74 E69000 = 100
提交人:CNC程序员 总结 用直径为 22mm 的钻头在 40mm 的深度钻一块黄铜材料的 CNC 车床程序。 绘图/图片 数控程序 G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
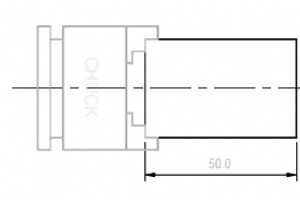
提交人:BEATA 总结 CNC 车床程序用于切割外车削钻孔和内孔,此数控车床程序使用以下循环 G 代码,使用 G71 车削循环进行外径车削粗加工使用 G70 精加工循环进行外径车削精加工使用 G74 啄钻循环进行 ID 钻孔使用 G01 线性插补进行 ID 钻孔 绘图/图片 数控程序 %O0111 (EX.NO.1);(BILLET DIA38.0*L36.0);N1 (OPN OD PROFILE TURNING);N2 G28 U0.0 W0.0;N3 G92 S2500;N4 G96 S180 M03;N5 T0000;N6 T0101;N7 G00 X40.0 Z1.0;N8 M
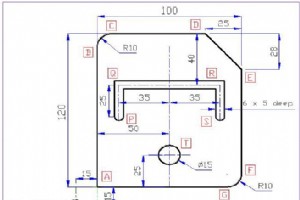
提交人:BEATA 总结 Q. 为所示图形编写 CNC 零件程序 对于侧铣,采用速度 1200 rpm &进给 100 mm/min对于钻孔,采用速度 1200rpm &进给 80mm/min对于槽铣,采用速度 1200rpm &进给 120mm/min取孔径为15mm使用绝对坐标系。 解决方法: 操作顺序:1 设置参考点、坐标系、刀具,给定进给和速度值2 设置刀具半径补偿左偏3 刀具在A,启动主轴并下刀进给(-Z方向)4 继续进行侧铣切削,主轴停在A点5 刀具移至参考点,对刀槽切削6 刀具移至P,开始主轴下刀7 继续铣槽切削,主轴停在S8 移刀到参考点,对刀钻孔9 移刀到P,启动主轴
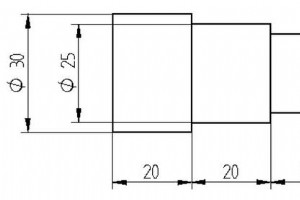
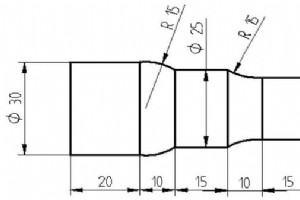
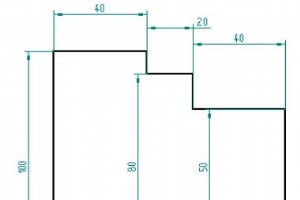
提交人:Vikram 总结 使用固定循环为图中所示组件的步进车削操作编写 ISO 程序。工件直径=30mm 绘图/图片 数控程序 N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05N30 G01 X20 Z0N40 G01 X20 Z-20N50 G01 X25 Z-20N60 G01 X25 Z-40N70 G01 X30 Z-40N80 G01 X30 Z-60N100 G28 U0 W0N110 M05 M30
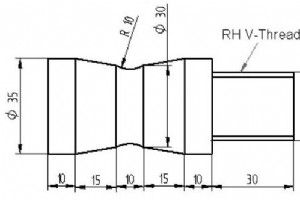
提交人:Vikram 总结 使用固定循环为 FANUC 控制的机器编写 CNC 车床程序。取工件直径=30mm,切深=0.5mm,转速=1200rpm。适当假设feed等数据。 绘图/图片 数控程序 N0 G90 F0.5 S1200 T0101 M03N10 G00 X35 Z2N30 G71 U0.5 R1N35 G71 P36 Q90 U0.05 W0.05N36 G01 X20 Z0N50 G01 X20 Z-15N60 G02 X25 Z-25 R15N70 G01 X25 Z-40N80 G03 X30 Z-50 R15N90 G01 X30 Z-70N100 G28 U0 W
提交人:Vikram 总结 使用固定循环为给定组件编写 FANUC 控制的 CNC 车床的零件程序。取切削深度 0.5mm &速度 1200rpm。假设合适的切削条件和切削工具。 绘图/图片 数控程序 To determine U= (Max. Dia of wp- min dia of profile)/2 = (35-25)/2 = 5N0 G90 F0.2 S1200 T0101 M04N10 G00 X38 Z2N30 G73 U5 R10N40 G73 P50 Q120 U0.05 W0.05N50 G01 X25 Z0N60 G01 X25 Z-30N70 G01 X35 Z-
提交人:Vikram 总结 使用子程序代码为 FANUC 控制的机器编写 CNC 车床程序。取工件直径=40mm,切深=0.5mm,转速=1200rpm。适当假设feed等数据。 绘图/图片 数控程序 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U12 R24N40 G73 P50 Q120 U0.05 W0.05N50 G01 X16 Z0N60
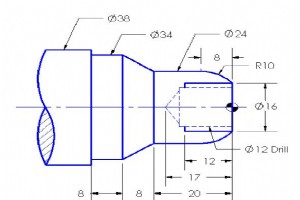
提交人:CNC程序员 总结 数控车床编程示例使用 G76 在零件上切削左旋螺纹并使用 G75 切槽循环切槽。 绘图/图片 数控程序 N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20 Z-10 R10N60 G01 X24 Z-20N70 G02 X35 Z-30 R10N71 G01 X35 Z-40N80 G03 X40 Z-52 R10N90 G01 X40 Z-117N111 G00 X45 Z2N112 G28 U0 W0N180 T0202
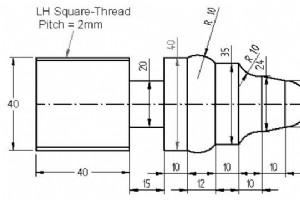
提交人:CNC程序员 总结 CNC 车床程序,用于在组件上切削 LH(左手)螺纹并使用 G71 车削循环切削组件轮廓,使用 G75 开槽循环开槽。编写 ISO 零件编程用于FANUC 使用固定循环控制数控车床。工件直径 =30mm,工件材料 =低碳钢,进给 =0.2mm/rev,车削速度 =1200rpm,切削深度 =0.5mm。 绘图/图片 数控程序 N0 G90 F0.5 S1200 T0101 M04N20 G00 X30 Z2N40 G71 G71 U0.5 R0.5 (Roughing Cycle)N50 G71 P60 Q110 U0.05 W0.05N60 G01 X15 Z
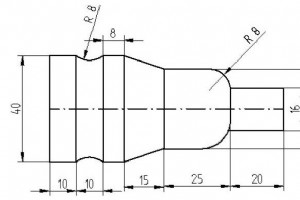
提交人:Vikram 总结 为 FANUC 控制的机器编写 CNC 车床程序。取工件直径=30mm,转速=1200rpm。适当假设feed等数据。 本程序使用G73花样重复循环G76螺纹循环 绘图/图片 数控程序 N5 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z2N15 G00 Z0N20 G01 X0 (Facing operation)N21 G00 X30 Z2N30 G73 U7 R14 (Pattern Repeating Canned Cycle)N40 G73 P50 Q130 U0.05 W0.05N50 G01 X15 Z0N60 G03
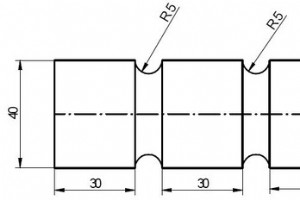
提交人:Vikram 总结 数控车床程序多次调用子程序切削相同的图案。子程序使用UW代替XZ使程序更容易理解和调试。 绘图/图片 数控程序 Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P37000 (call subprog O7000 three times)N30 G01 W-30N40 G28 U0 W0N50 M05 M30Subprogram:O7000;G01 U0 W-30G02 U0 W-10 R5N60 M99
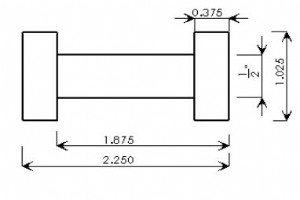
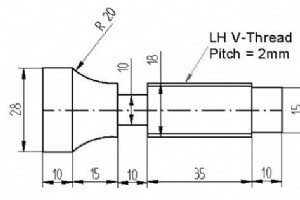
提交人:Vikram 总结 使用 G76 螺纹循环可以在数控车床上轻松制造两端带螺纹的螺钉(定位螺钉)。以下程序在一端使用 RH(右旋螺纹)和在另一端使用 LH(左旋螺纹)切削相同的螺钉另一端使用G76螺纹加工循环。 绘图/图片 数控程序 N01 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z5N20 G00 X30 Z0N30 G76 P010160 Q10N40 G76 X27.6 Z-40 P1200 Q100 F2 (RH THREAD FROM Z0 TO Z-40)N50 G01 X30 Z-90N60 G76 P010160 Q0.5N70 G76
提交人:杰克 总结 我的 cnc 类示例中的一个非常简单的 cnc 程序。 绘图/图片 数控程序 N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
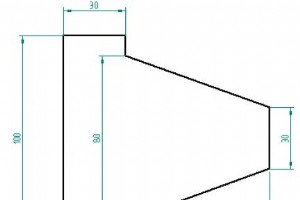
提交人:布莱恩 总结 非常基本和简单的数控程序,用于在数控车床上切割锥度。 绘图/图片 数控程序 N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
数控机床